PVC塑化质量探讨.docx
《PVC塑化质量探讨.docx》由会员分享,可在线阅读,更多相关《PVC塑化质量探讨.docx(11页珍藏版)》请在冰豆网上搜索。
PVC塑化质量探讨
PVC异型材塑化质量的探讨冯伟刚
PVC异型材塑化质量,是指PVC树脂经过挤出机的高热和剪切加工通过模具定型后,在PVC异型材产品质量上的反映。
它包括两方面内容,即内在质量和外在质量。
外在质量在挤出后就可以观察到,包含挤出时的出料状态、成型物表面情况,即塑化效果。
内在质量需要通过一系列检测手段测得,包含异型材的力学性能(角强度、低温落锤指标等),即塑化结果。
所以,PVC异型材良好的塑化质量是保证PVC异型材产品质量的基本条件。
PVC树脂在塑化过程中的转化
我们知道,挤出成型是塑料成型加工的一种方式,PVC树脂在挤出机中的运动过程是一个塑化过程。
从物料状态上看是一种转化,由玻璃态转化为高弹态,再转化为粘流态;从聚集态结构上看,是一种结构重组,从树脂颗粒被破碎到初级粒子被破碎,再到一级粒子的破碎,最后形成自由的大分子链。
从某种意义上说,PVC树脂的塑化质量(塑化度)就是PVC粒子被破坏的程度。
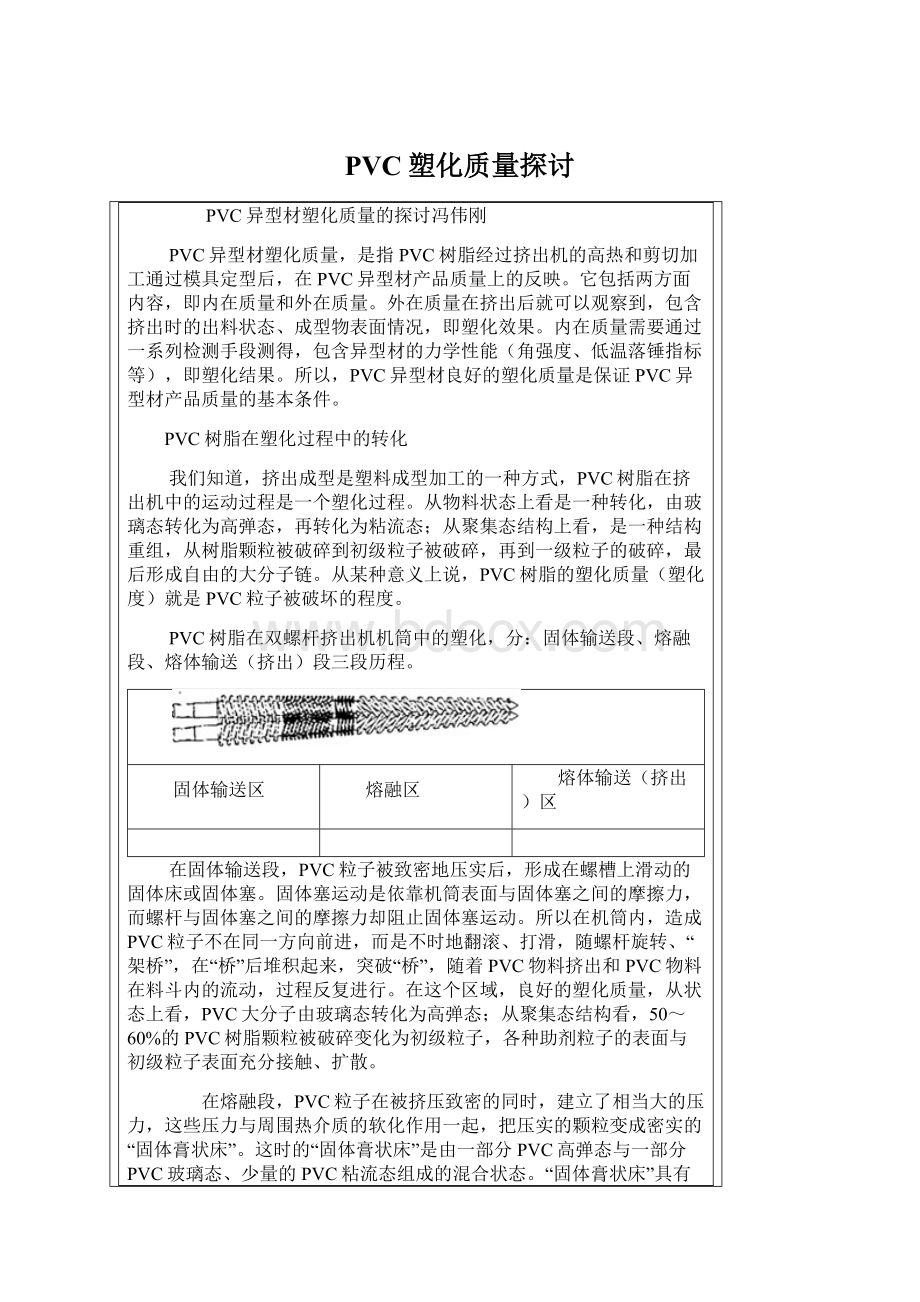
PVC树脂在双螺杆挤出机机筒中的塑化,分:
固体输送段、熔融段、熔体输送(挤出)段三段历程。
固体输送区
熔融区
熔体输送(挤出)区
在固体输送段,PVC粒子被致密地压实后,形成在螺槽上滑动的固体床或固体塞。
固体塞运动是依靠机筒表面与固体塞之间的摩擦力,而螺杆与固体塞之间的摩擦力却阻止固体塞运动。
所以在机筒内,造成PVC粒子不在同一方向前进,而是不时地翻滚、打滑,随螺杆旋转、“架桥”,在“桥”后堆积起来,突破“桥”,随着PVC物料挤出和PVC物料在料斗内的流动,过程反复进行。
在这个区域,良好的塑化质量,从状态上看,PVC大分子由玻璃态转化为高弹态;从聚集态结构看,50~60%的PVC树脂颗粒被破碎变化为初级粒子,各种助剂粒子的表面与初级粒子表面充分接触、扩散。
在熔融段,PVC粒子在被挤压致密的同时,建立了相当大的压力,这些压力与周围热介质的软化作用一起,把压实的颗粒变成密实的“固体膏状床”。
这时的“固体膏状床”是由一部分PVC高弹态与一部分PVC玻璃态、少量的PVC粘流态组成的混合状态。
“固体膏状床”具有螺旋形螺槽的形状并且在螺槽内滑动。
由于这种相对运动,在“固体膏状床”和机筒表面之间的熔膜内便产生了速度分布。
于是,熔膜中的熔体开始向螺纹推进、流动,当它遇到螺棱时,螺棱便将熔体从机筒上“刮下”,并且聚集在推进螺纹前方的螺槽后部的熔池中。
当“固体膏状床”沿着螺槽移动时,越来越多的熔料被带入熔池,“固体膏状床”被逐渐破坏而成为粘流态向前输送。
良好的塑化质量,从状态上看,PVC大分子状态由高弹态转化为粘流态;从聚集态结构来看,PVC树脂颗粒基本破碎,有60~70%PVC初级粒子破碎变化为一级粒子,各种助剂分子表面与PVC一级粒子表面接触,形成物理与化学的结合。
熔体输送(挤出)段,熔融大分子在剪切作用下与各种助剂进一步反应,被均化。
连续PVC物料粘流体不断地定量挤出,形成熔体压力,保证了PVC异型材最终成型产品的密实度。
在这个区域,良好的塑化质量,从状态上仍保持PVC大分子粘流态,从聚集态结构看,是PVC一级粒子与少量初级粒子共同组成结晶体,这部分初级粒子可以提高最终材料的强度、韧性。
当含有这种结晶体材料被挤出、冷却后,在外力的作用下,初级粒子能够阻碍一级粒子的运动,达到强度提高;又由于初级粒子表面积大,在受到冲击时可以吸收部分冲击能,韧性提高[1][2]。
综合上述,良好的塑化质量的标志:
1、经过挤出机的高热和剪切,PVC树脂的初级粒子、一级粒子相继破碎,PVC大分子处于互相缠绕的自由状态,在外力(牵引力)的作用下被拉伸,大分子进行结构重排。
强度提高。
2、这种结构重排的结果,PVC树脂颗粒全部破碎,初级粒子60~70%破碎,未破碎的初级粒子中夹在具有柔性的大分子链之间。
由于初级粒子的阻碍作用,使大分子链在外力拉伸时受到一定的限制,有利于最终产品的热尺寸稳定性能。
又由于初级粒子的存在,其表面积大,能够吸收外来的冲击能量,有利于最终产品的抗冲击性能。
3、产品的外观是均匀、细腻、有光泽的。
然而,要真正实现PVC树脂在这三段塑化过程的顺利转化,达到满意的塑化质量并不是件容易的事,必须在挤出工艺温控系统、配方系统、设备精度等方面同时给以保证才能实现。
PVC异型材的塑化质量与挤出工艺温控曲线
PVC异型材塑化的条件之一是必须有热源。
因其塑化质量是通过挤出机分区分部加热、剪切挤压来实现的。
所谓分区加热,即挤出机机筒分1区、2区、3区、4区、合流芯五个区进行加热。
所谓分部加热,即按机筒、螺杆芯部、模头三部分加热。
剪切挤压大小是通过挤出机螺杆的转速及喂料的转速来实现的。
在生产实践中,良好塑化质量的实现以良好的工艺温控范围为前提。
在锥形双螺杆挤出机上进行了框材与扇材(中梃)的生产试验与观察,通过检测异型材的力学性能看异型材的塑化质量。
按JG/T3018标准检测PVC异型材的角强度,按GB/T8814标准检测低温落锤。
结果发现,良好的温控范围是一个曲线区间,这种曲线是以挤出机各机筒区间实际温度为基础制作的,而且各机筒区间温度是相互联系的,不是简单的各机筒区间的正负偏差。
——系列1
——系列2
....系列 3
图1
图1 曲线力学性能
曲线(系列号)
角强度(N)
低温落锤1/10
产品
1
4225
0
58框
2
4819
0
58框
3
4719
0
58框
---系列1
----系列2
——系列3
图2
图2 曲线力学性能
曲线(系列)号
角强度(N)
低温落锤1/10
产品
1
4909
4
58中框
2
4294
1
58中框
3
5000
1
58中框
从图1框材的工艺温曲线可以看出,只要挤出温度设定在工艺温控曲线范围内,产品力学性能就有保障。
从图2扇材(中梃)的工艺温控曲线看出,阴影区为良好的工艺温控区域,曲线1低温落锤不好是塑化过度造成的,即初级粒子全部破碎,不能吸收足够的冲击能。
挤出工艺温控范围对于不同型材断面结构是不一样的,但挤出工艺温控曲线走势是一样的。
有利于PVC异型材塑化质量的挤出工艺温控曲线较平缓,一般成马鞍型(如图1、2),这较适应不良导热体PVC塑料的塑化历程。
工艺温控曲线各点调整,应从挤出温控系统来综合考虑,符合挤出工艺温控曲线走势最好。
因为PVC树脂在挤出机机筒中各个加热区的所需热量是不一样的。
在机筒1区,PVC塑化的主要热源靠外来热量(机筒和螺杆芯部加热),一般温度设定要高一些;在机筒2区,PVC塑化的热源主要来自外来热量和部分螺杆剪切热,一般温度设定比1区低一些;在机筒3区,PVC塑化的热源主要来自螺杆剪切热和大部分外来热量,一般温度设定要比2区低一些;在机筒4区,PVC塑化的主要热源来自螺杆剪切热和部分外来热量,一般温度设定要比3区低一些。
在合流芯区域,热源主要来源于外部,起稳定PVC熔体温度的作用,温度设定比4区低一些;而模头温度应该比4区温度设定得高一些,以保证产品的成型。
值得指出的是,这里的工艺温控曲线是挤出机机筒或模头的温控表实际显示的温度曲线,不是熔体的工艺温控曲线,但从异型材的力学性能最终结果看,这种挤出工艺温控曲线可以控制异型材的塑化质量[3][4]。
应用PVC异型材温控曲线去实现良好的塑化质量应该考虑:
1、定期对挤出机上的各区温控表进行校验,保证温控表显示数据的准确性。
2、螺杆、机筒间隙调整后应该重新测定和确定温控曲线。
3、挤出机停机一个月后重新启动要进行各区温控表的校验。
4、要定期检修螺杆中的加热油,油泵及冷却系统,定期换油等。
PVC异型材的塑化质量与配方设计
PVC树脂应用的条件是有合理的配方。
PVC树脂不加入助剂就没有使用价值,生产PVC异型材涉及到的助剂有抗冲击剂、稳定剂、加工助剂、内外润滑剂、填充剂(碳酸钙)、钛白粉。
影响PVC异型材塑化质量的主要助剂有稳定剂、加工助剂、抗冲击剂等。
在PVC异型材生产过程中,热稳定剂的作用是防止PVC树脂的分子链在热及剪切作用下引起破坏和降解。
因为聚氯乙烯在聚合过程中由于配方和工艺因素的影响会产生副反应。
这种副反应,使实际聚合物的链结构在个别部分被改变了,出现反常结构,即存在有缺陷的基团。
这种缺陷基团产生在大分子上氯原子的位置及其相邻的基团上:
生成氯原子连位;导入引发剂链段;局部脱HCl生成不饱和>C=C<;带氯原子的叔碳原子;各种长度的支链;各种含氧基团——氧化氢基、羟基、羰基。
表1 稳定剂对比实验
热稳定剂
角强度(N)
低温落锤1/10
产品
1(厂家)
5436
0
58框
2(厂家)
5707
0
58框
3(厂家)
5744
0
58框
4(厂家)
5771
0
58框
因此,我们所说的不饱和结构>C=C<,主要是在聚合物合成时产生的。
这些不饱和结构使PVC树脂热稳定性能下降、热分解温度降低。
没有加入稳定剂的PVC树脂在加工过程中,当部分PVC颗粒没有破碎、初级粒子还没有完全破碎时,就有PVC大分子降解反应发生,达不到良好塑化质量的要求。
PVC熔体包裹着未破碎的PVC颗粒,使挤出物的外观粗糙且变色[5]。
——系列1
——系列2
——系列3
图 3
从图3可以看出,系列1为加入稳定剂的型材的流变曲线,系列2为未加入稳定剂的型材的流变曲线。
无稳定剂的PVC树脂最高扭矩和最低扭矩均较大,说明PVC分子链发生了分解反应,使PVC熔体粘度增大所致。
所以,加入热稳定剂可以抑制缺陷基团对PVC分子链的引发作用,及时中止由缺陷基引发的活性分子链,保证PVC树脂有充分时间塑化均匀。
同时,对4个厂家提供的热稳定剂做了对比实验,结果从表1可以看出,加入不同厂家的热稳定剂,PVC异型材塑化结果不同。
主要原因是稳定剂分子吸附PVC树脂缺陷基团的能力不同,造成PVC树脂的塑化质量不同。
对比实验还说明,从保证PVC异型材质量的角度看,稳定剂的选择应该建立在实验的基础上,一旦选用,最好不要轻易更换[6]。
为了保证PVC树脂塑化质量,要求热稳定剂:
1、固化HCl。
PVC分解后有HCl析出,对分解有催化作用,用热稳定剂将HCl形成氯化物而固着;置换PVC不稳定的氯原子。
2、抑制羰基的形成和破坏羰基,抵抗氧化。
3、在成型加工过程中避免树脂分解;能与树脂互溶。
4、在PVC异型材使用环境和介质中稳定。
———系列1
——系列2
图4
CPE是硬PVC异型材生产中常用的抗冲击改性剂。
它较好地满足了硬PVC塑料异型材在加工、运输和使用过程中,要有较高的刚性,有良好的耐冲击韧性的要求。
通过控制CPE中的Cl含量,可以使其具有与PVC接近的溶解度参数。
CPE在与PVC树脂组成的共混体系中连续均匀地分散,形成分相不分离的网状结构,当体系受到外力冲击时,部分冲击能被CPE橡胶相的粘弹形变所消耗。
从图4结果看,系列1为加入CPE型材的流变曲线,系列2为未加入CPE型材的流变曲线。
加入CPE明显地降低了加工扭矩,而且曲线变化平稳,有利于改善PVC树脂的塑化质量。
从表2可知,CPE用量不同,PVC异型材塑化质量也不同。
从比较PVC与CPE的Tg也能够说明,因为CPE的Tg(-15℃)
 升级会员
升级会员 