检讨装配扭矩控制.doc
《检讨装配扭矩控制.doc》由会员分享,可在线阅读,更多相关《检讨装配扭矩控制.doc(16页珍藏版)》请在冰豆网上搜索。
装配扭矩控制检讨
一、引言
商用车车身零件的固定连接方法很多,比如螺纹连接、粘接、铆接、卡接等,但螺纹连接却是一种其他方式都无法替代的固定连接,具有结构简单、连接可靠、装拆方便等优点,因此螺栓螺母锁紧零件的方式是商用车车身零件固定最广泛的方式,由于螺纹连接应用最广,它直接关系到产品的安全性和可靠性,那么如何评价连接的质量呢,本文概述了东风商用车车身装配螺栓连接的原理,描述了车身零件装配过程中扭矩控制的现状,提出商用车车身装配扭矩控制的有效方法,对其他商用车车身生产企业装配扭矩控制提供借鉴意义。
二、螺纹连接的原理
1、螺纹联接方式:
东风商用车螺纹连接方式主要有:
螺钉联接(不需要螺母)、螺栓螺母组联接、双头螺柱联接、管接头螺纹联接、自攻螺钉联接
2、螺纹联接原理:
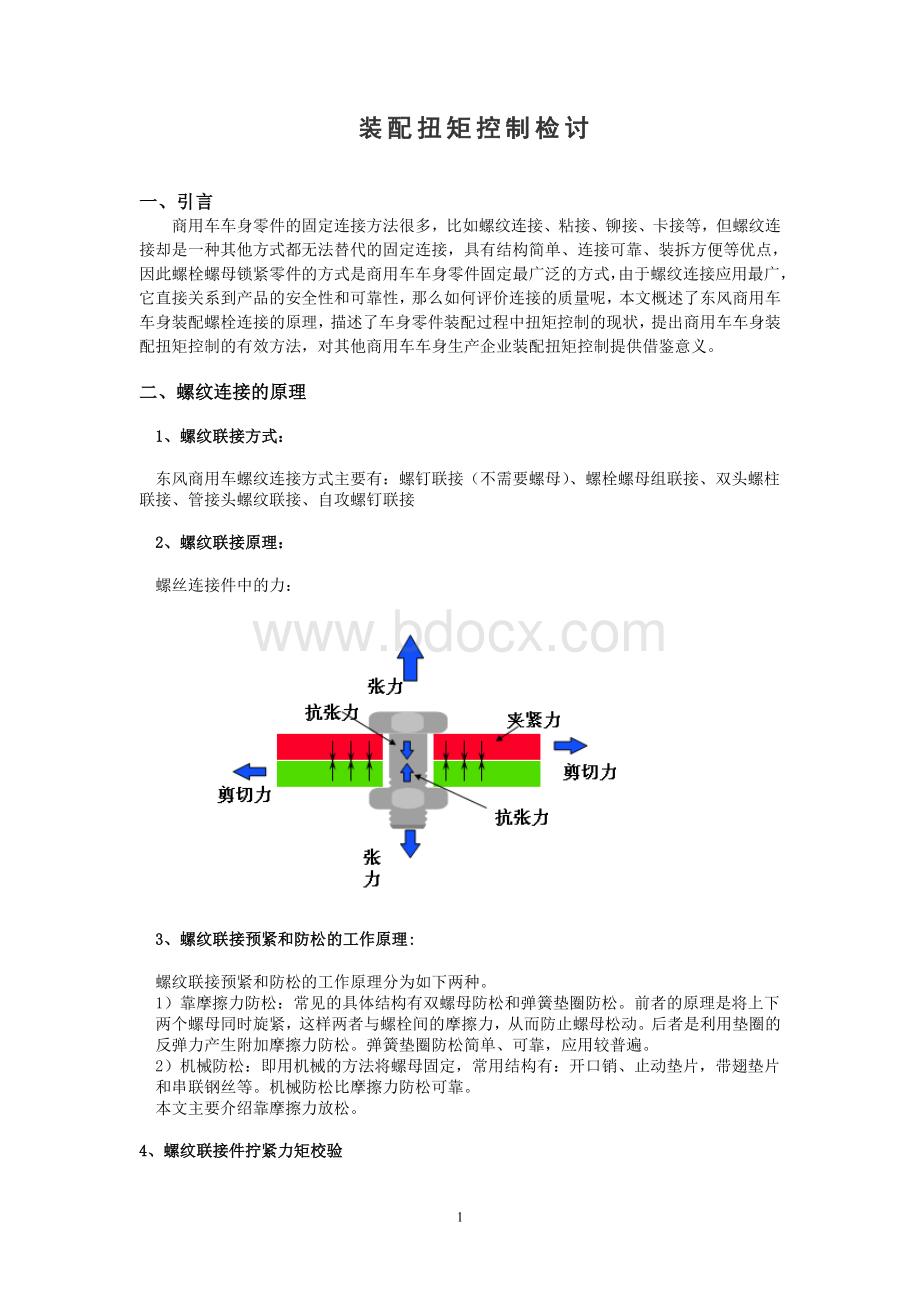
螺丝连接件中的力:
3、螺纹联接预紧和防松的工作原理:
螺纹联接预紧和防松的工作原理分为如下两种。
1)靠摩擦力防松:
常见的具体结构有双螺母防松和弹簧垫圈防松。
前者的原理是将上下两个螺母同时旋紧,这样两者与螺栓间的摩擦力,从而防止螺母松动。
后者是利用垫圈的反弹力产生附加摩擦力防松。
弹簧垫圈防松简单、可靠,应用较普遍。
2)机械防松:
即用机械的方法将螺母固定,常用结构有:
开口销、止动垫片,带翅垫片和串联钢丝等。
机械防松比摩擦力防松可靠。
本文主要介绍靠摩擦力放松。
4、螺纹联接件拧紧力矩校验
螺纹联接后,我们怎么来判定螺纹联接满足使用需要,可靠性怎么来评估呢?
生产过程的错误校验:
完成零出错拧紧的5个等级
1)Step0:
把部件结合在一起
这个过程可以采用气动或电动冲击扳手也可以采用定扭工具装配,
过程质量等级:
a、仅仅将部件装配在一起,没有精度和过程的安全等级要求
b、作人员和工具无法决定精度
2)Step1:
确保一个正确的拧紧扭矩
所需设备:
l工具可以提供一个精确的和预先设定的扭矩
过程质量等级:
+工具有正确的扭矩精度
- 不受操作人员和工件的影响
离合器
+/-5%
+/-25to40%
PulseAir
脉冲扳手
ImpactWrench
普通扳手
TensorS
电动
+/-7,5to10%
TensorDS/DL
智能控制器
+/-15to25%
Clutchtools
离合扳手
+/-7,5to10%
Step2.确保所有的螺丝被拧紧
所需设备:
l系统自动计算螺丝数量
过程质量等级:
+工具有正确的扭矩精度
+所有的螺丝都会被拧紧
- 依然不了解连接的状态
Step3.确保连接正确
你如何可以完全确认螺栓旋入是正确的?
计算角度,比如旋转度数的数值
旋入的角度监控
Step1angle
acceptancewindow
Clampingangle
acceptancewindow
Torque
Angle
Finaltarget
Speed
两步拧紧消除了弹性释放力
Time
Speed
Torque
50ms
在旋入过程中暂停50ms,消除了弹性释放力
Step4.确保有安全性要求的连接件完全拧紧
所需设备:
l通过一个可追踪校准的传感器进行扭矩控制
l对于扭矩结果进行文档保存
l在整个拧紧过程进行连续的监测
工具配有传感器,旋入&当前的监测
结果存储在PF3000和ToolsNet3000
每把工具的校准数据储存
扭矩审核验证扭矩值
&过程
实际的扭矩100%经过校验
TensorS
可追踪过程
Step5.确保零出错拧紧
系统需求:
l工具控制器和工厂网络的网络连接
l局部鉴定
l不合格产品管理
-精确的和预设定的工具扭矩
-不受操作人员影响
•连接OK!
•安全性要求的拧紧OK!
•零出错拧紧
-螺丝计数
-无重复拧紧
-坏的连接
-角度监测=>连接控制
-可计算数值
-可追踪
-拧紧数据收集
-控制器和工厂生产系统网络连接
-不合格产品管理
•批次OK!
•扭矩OK!
-无精度和过程安全等级
•部件结合!
结论:
5steps概要
发生在装配行业的一些常见的问题
三、东风商用车车身拧紧工具的类型
1、普通手动拧紧工具
普通手动拧紧工具就是一般人都认识的活动扳手、呆扳手、梅花扳手、套筒扳手等。
这些普通扳手可以说是扭矩工具的最早雏型,但它们并不是真正意义上的扭矩工具。
使用普通扳手,螺栓是否拧紧要完全依靠操作者的锁紧力量和经验,锁紧的可靠性很差,拧紧螺栓时容易出现拧不牢或拧紧过头的现象。
2、冲击型风动/电动工具
冲击型风动/电动工具和普通手动拧紧工具一样,只不过动力有人的手臂力量转换采用压缩空气或电池作为动力的介质,该类冲击型风动工具精度±50%以上,冲击型电动工具精度±40%以上,拧紧螺栓时也容易出现拧不牢或拧紧过头的现象。
3、扭矩工具简介
扭矩工具一般是指上紧螺栓或螺母时可以定扭的拧紧工具,这里所说的“定扭”是指操作者根据连接螺栓的强度设定的拧紧力。
根据产生扭力的动力源,扭矩工具大致可分为:
手动扭矩扳手、气动扭矩扳手、手持式电动扭矩扳手、电动伺服拧紧机。
2.2.1手动扭矩扳手
手动扭矩扳手在扭紧螺纹连接件时发出"卡塔"声后是提示已达到了要求的扭距值,"卡塔"声由本身内部的扭距释放结构产生,其结构由压力弹簧、扭距释放关节、扭距顶杆三结构所组成,首先在扭距扳手上设定所需扭距值,扭距扳手开始拧紧螺栓,当螺栓达到扭距值后会产生瞬间脱节的效应,发出关节敲击扳手金属外壳的"卡塔"声。
3.1手动式转扭扳手(21*670SP)样图
定扭式棘轮扭矩扳手样图
3.2气动扭矩扳手
气动扭矩扳手气马达部分的结构和工作原理都是同一种结构,不同的是前半部分,即气动扭矩扳手可根据前半部分不同分为油压脉冲扭矩扳手和离合器型扭矩扳手、冲击型扳手。
油压脉冲型扭矩扳手工作原理是利用装满油的装置驱动液压脉冲来拧紧紧固件,控制脉冲中油量的多少可以调节最终的扭矩。
离合器型扭矩扳手工作原理是依靠内部一根定扭弹簧和一个顶针配合来控制扭矩。
冲击型的扳手工作原理是依靠两个打击块来驱动转轴转动,从而起到拧紧作用。
3.2.1断气式气动工具:
达到力矩时断气
直柄直头
直柄弯头
枪式气动扳手
这一类拧紧机的力矩范围从0.5NM到150NM,精度从+/-10%到+/-15%,气动扳手一般适合于机械件及10NM以上大力矩的拧紧。
3.2.2离合器式定扭工具样图
3.2.3油压脉冲定扭工具
3.3手持式电动扭矩扳手
电枪
充电器
直柄弯头
这一类拧紧机的力矩范围从0.8NM到12NM,精度从+/-15%到+/-25%,电动扳手一般适合于10NM以下小力矩塑料件的拧紧,操作工通过目视检查螺钉是否与贴合面贴合良好!
3.4电动扭矩工具
电动扭矩工具工作原理是在拧紧机构上装有扭矩传感器,在拧紧过程中,传感器将检测到的动态扭矩值反馈给拧紧控制器,拧紧控制器将这些数值与程序预定值进行比较,算出偏差并给伺服电机发出指令,直至拧紧到预定值后自动停机。
这些扭矩扳手最终解决了拧紧螺栓时没上牢或拧紧过头的问题,能够按照预订设置的扭矩值对螺纹副进行扭紧操作。
可以调节拧紧力矩和角度,记录拧紧结果(打印,联网,…)力矩范围可以从1NM到500NM,精度为10%,一般适合于安全项的拧紧,如转向机,安全带的拧紧等!
电动拧紧机图例:
四、东风商用车车身扭矩控制现状
1、拧紧模式
模式A:
伺服拧紧机拧紧
模式B:
采用离合式气动扳手拧紧、手持式电动扳手拧紧、或者是扭力(折弯)扳手拧紧,且工具的精度可以满足工位装配精度的要求,属于可靠拧紧。
模式C:
工具的精度不满足工位装配精度要求,属于不可靠拧紧。
2、拧紧控制方法
1、关键力矩原则上采用伺服机拧紧,力矩依靠伺服机精度保证。
如伺服机未投入使用,则采用降级模式(定扭工具+折弯扳手)。
2、重要力矩采用定扭工具+折弯扳手二次拧紧。
力矩依靠自检和抽检跟踪。
3、一般力矩直接采用定扭工具拧紧。
因油压脉冲扳手精度受气压影响很大,原则上不直接使用。
拧紧方法
班组检查
质量检查
频次
工具
频次
工具
关键力矩
伺服拧紧机
每班3台
表盘扳手
每班1台
数显扳手或表盘扳手
重要力矩
定扭工具+折弯扳手
每班3台
表盘扳手
每班1台
数显扳手或表盘扳手
一般力矩
定扭工具
不定时抽检
表盘扳手
�——
——
3、关键、重要工序拧紧力矩的设定
A、使用的拧紧工具为伺服机;将伺服扳手调整到公差的中间值,并做上白色标记。
B、可靠拧紧,工具的精度可以满足工位装配精度的要求。
首先将装配工具调整到公差的中间值,在第一次拧紧后,再采取二次拧紧的方式:
使用另一个调整到公差中间值的扭力扳手保证拧紧力矩达到要求,并做上白色检测标记。
C、不可靠拧紧,工具的精度不能满足工位装配精度要求。
首先将装配工具调整到力矩下限,在第一次拧紧后,再采取二次拧紧的方式:
另一个调整到公差的中间值的扭力扳手实施拧紧,并做上白色检测标记。
4、扭矩控制模式一(普通风动冲击工具+表盘式扭矩扳手)
这种扭矩控制模式主要使用在东风CPB12车型上,我们针对CPB12司机座椅20组螺栓进行了测量,工艺要求该装配点扭矩为(16~22)Nm,扭矩检量仪对装配设备风动扳手(22TG-B10)输出扭矩检测,如表一(标定20Nm),表盘式扭力扳手以“扭紧法”测得这20组螺栓扭矩值,如表二。
分析波动图可以得出该模式存在如下问题:
1、风动扳手扭矩出现了较大的波动,平均值为14.53Nm,极差为18.05Nm,与预定值最大偏离率为50%。
2、采用表盘式扭力扳手以“扭紧法”检测出的扭矩值普遍大于预定值,波动较大,测量平均值为16.45Nm,极差为20Nm,其平均值与扭矩扳手平均值相差10.49Nm,约13%。
3、该控制模式控制精度低,如果风动扳手的力矩超出设计力矩范围,则起不到控制装配力矩的作用。
5、扭矩控制模式二(风动定扭工具+表盘式扭矩扳手)
该扭矩控制模式在D310/D530车型广泛应用,我们针对D530驾驶室后悬置20组螺栓装配情况进行了测量。
工艺要求该装配点扭矩为(55~75)Nm,扭矩检量仪对装配设备风动定扭扳手日本三研(FL-9-1)输出扭矩检测,如表三(标定为70Nm),表盘式扭力扳手以“扭紧法”测得这20组螺栓扭矩值,如表四。
分析波动图可以得出该模式存在如下问题:
1、风动扭矩扳手输出扭矩具有比较高的一致性,但是在个别点出现了较大的波动,平均值为70.16Nm,极差为28.75Nm,与预定值最大偏离率为20%。
2、采用表盘式扭力扳手以“扭紧法”检测出的扭矩值普遍大于预定值,波动也较大,测量平均值为80.65
 升级会员
升级会员 