部分习题参对考答案.docx
《部分习题参对考答案.docx》由会员分享,可在线阅读,更多相关《部分习题参对考答案.docx(24页珍藏版)》请在冰豆网上搜索。
部分习题参对考答案
数控铣:
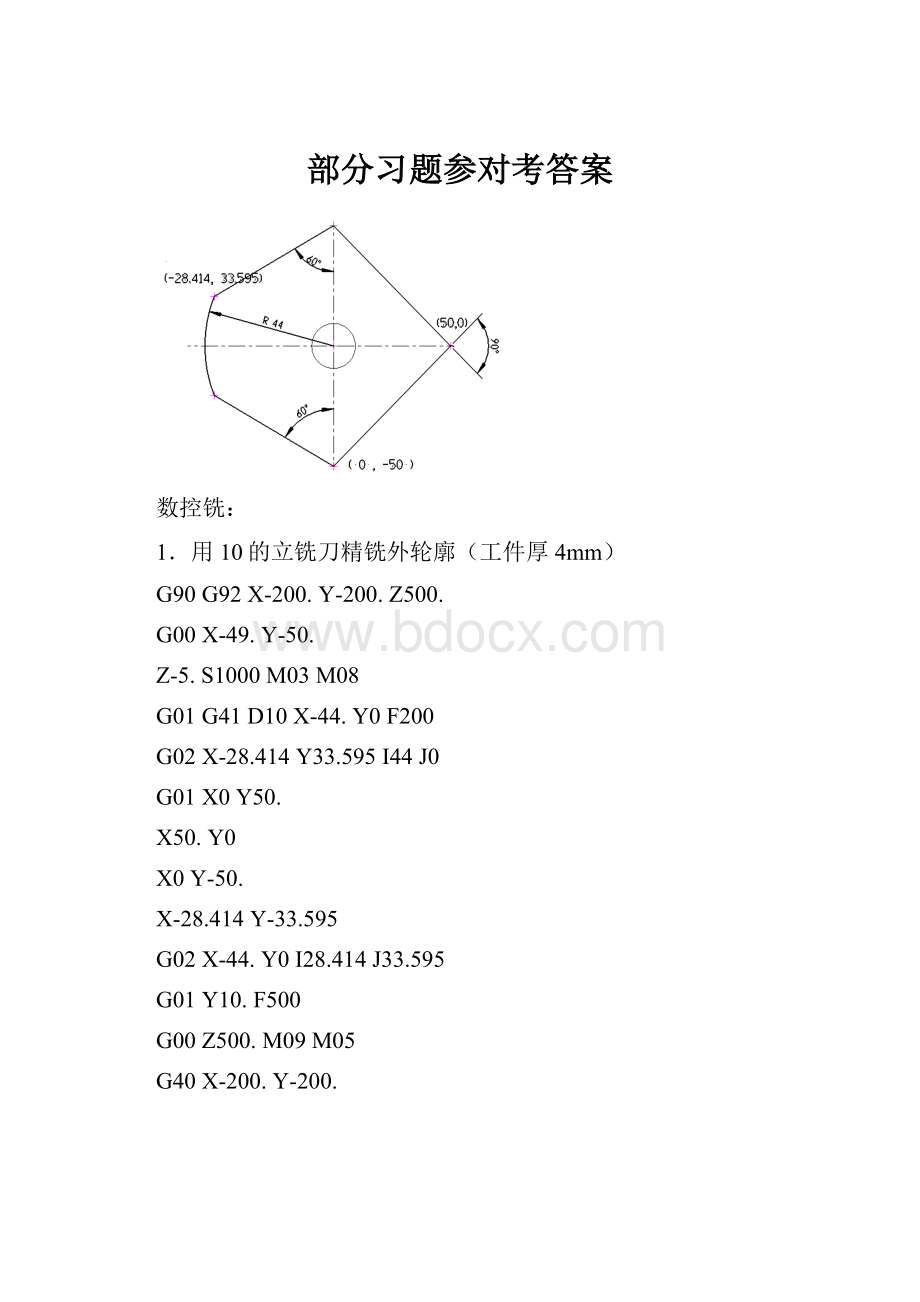
1.用10的立铣刀精铣外轮廓(工件厚4mm)
G90G92X-200.Y-200.Z500.
G00X-49.Y-50.
Z-5.S1000M03M08
G01G41D10X-44.Y0F200
G02X-28.414Y33.595I44J0
G01X0Y50.
X50.Y0
X0Y-50.
X-28.414Y-33.595
G02X-44.Y0I28.414J33.595
G01Y10.F500
G00Z500.M09M05
G40X-200.Y-200.
M02
2.用10的立铣刀精铣外轮廓(工件厚4mm)
G90G92X200.Y200.Z500.
G00X20.Y30.
Z-5.S1000M03M08
G01G41D10X5.774Y30.F200
X17.321Y10.
G02X0Y-20.I-17.321J-10
G01X-30.
G02Y20.I0J20
G03X-20.Y30.I0J10
G01X10.
G00G40X200.Y200.Z500.M09M05
M02
习题8:
MAINPROGAMMO10
G90G92X0Y0Z300.G91G41D10X20.Y10.F200
G00Z2.S1000M03M08Y40.
G01Z-5.F50X30.
M98P10L03Y-30.
G90G00Z5.X-40.
X0Y60.G00G40X-10.Y-20.
G01Z-5.F50X50.
M98P10L03M99
G90G00Z5.M05M09
X0Y0Z300.
M02
习题7:
用10的立铣刀精铣内、外轮廓
G90G92X0Y0Z500.
G00X70.Y-45.Z-4.
S1000M03M08
G01G41D10X0Y-40.F200
G02X0Y-40.I0J40.
G03X-20.Y-60I0J-20.
G00Z5.
G40X0Y15.
G01Z-4.F50
G42D10X0Y0F200
G02X-30.Y0I-15.J0
X30.Y0I30J0
X0Y0I-15.J0
G01Y10.F500
G00Z2.M09M05
G40X0Y0Z500.
M02
数控钻镗:
图5-15(a)(工序略)
N1T01G90
N2G53G28Z0M06
N3G54G43H01G00Z20.
N4S1000M03T02
N5G99G81Z-1.R3.L0F50
N6M98P10O10
N7G80G49M05N1X25.Y20.
N8G53G28Z0M06N2X-25.
N9G54G43H02G00Z20.N3Y-20.
N10S800M03T03N4G98X25.
N11G99G83Z-35.R3.Q10.L0F60N5M99
N12M98P10
N13G80G49M05
N14G53G28Z0M06
N15G54G43H03G00Z20.
N16S600M03T00
N17G99G82Z-10.R3.P1000L0F50
N18M98P10
N19G80G49M05
N20G53G28Z0M06
N21M02
图5-16(工序略)
N1T01G90
N2G53G28Z0M06
N3G54G43H01G00X25.Y10.Z20.
N4S1000M03T02
N5G91G99G81Y-30.Z-4.R-17.L02F50
N6G90G00Z20.
N7X55.Y-80.
N8G91G99G81Y30.Z-4.R-7.L02F50
N9G90G80G49M05
N10G53G28Z0M06
N11G54G43H02G00X25.Y10.Z20.
N12S800M03T03
N13G91G99G81Y-30.Z-23.R-17.L02F60
N14G90G00Z20.
N15X55.Y-80.
N16G91G99G81Y30.Z-23.R-7.L02F60
N17G90G80G49M05
N18G53G28Z0M06
N19G54G43H03G00Z20.
N20S300M03T00
N21G84X25.Y-20.Z-15.R5.F1.0
N22Y-50.
N23G80G49M05
N24G53G28Z0M06
N25M02
图5-17(工序略)
N1T01G90
N2G53G28Z0M06
N3G54G43H01G00X0Y-3.Z20.
N4S1000M03T02
N5G91G99G81Y13.Z-4.R-17.L04F50
N6G90G00X30.Y15.Z20.
N7G91G99G81Y-30.Z-4.R-17.L02F50
N8G90G00X60.Y-3.Z20.
N9G91G99G81Y13.Z-4.R-17.L04F50
N10G90G80G49M05
N11G53G28Z0M06
N12G54G43H02G00X0Y-3.Z20.
N13S800M03T03
N14G91G99G81Y13.Z-22.R-17.L04F60
N15G90G00X60.Y62.Z20.
N16G91G99G81Y-13.Z-22.R-17.L04F60
N17G90G80G49M05
N18G53G28Z0M06
N19G54G43H03G00X30.Y-15.Z20.
N20S600M03T04
N21G91G99Y30.Z-10.R-17.L02F60
N22G90G80G49M05
N23G53G28Z0M06
N24G54G43H03G00Z20.
N25S300M03T00
N26G84X30.Y15.Z-4.R5.F1.5
N27Y45.
N28G80G49M05
N29G53G28Z0M06
N30M02
加工中心:
习题5.程序清单(工序及刀具卡片略)
N1T01G90
N2G53G28Z0M06
N3G54G43H01G00Z20.
N4S1000M03T01
N5G99G81Z-1.R3.L0F50
N6M98P100O100
N7G80G49M05N1X60.Y0
N8G53G28Z0M06N2X0Y60.
N9G54G43H02G00Z20.N3X-60.Y0
N10S800M03T03N4G98X0Y-60.
N11G99G83R3.Z-20.Q10.F50N5M99
N12M98P100
N13G80G49M05
N14G53G28Z0M06
N15G54G43H03G00Z20.
N16S800M03T04
N17G99G82Z-1.R3.L0F100
N18M98P100
N19G80G49M05
N20G53G28Z0M06
N21G54G43H04G00Z0
N22S300M03T05
N23G84Z-10.R5.L0F2.0
N24M98P100
N25G80G49M05
N26G53G28Z0M06
N27G54G00X150.Y0
N28G43H05Z0
N29S600M03M08T00
N30G01G42H51X45.F300
N31G03X45.Y0I-45.J0
N32G00G40X0Y0
M33G49M05M09
N34G53G28Z0M06
N35M02
习题8:
刀具刀具刀具装卡长度补偿代码刀具半径补偿代码主轴进给
代码名称长度与补偿值直径与补偿值转速
T01φ18150H05/120φ18D11/9S800F100
立铣刀D12/23
D13/17
D14/11
T02φ3中心钻60H01/60S1000F50
T03φ10钻头80H02/80S800F50
T04φ40锪刀100H03/100S600F60
程序清单
N1T01G90O10
N2G53G28Z0M06N1G91G00Z-5.
N3G54G00X-60.Y-60.N2G90G01G41D11X35.Y-45.F100
N4G00G43H01Z0N3G02X-45.Y-35.I0J10.
N5S800M03M08T02N4G01Y35.
N6M98P10L03N5G02X-35.Y45.I10.J0
N7G00Z-10.N6G01X35.
N8G01G41D12X-23.51Y-31.94F100N7G02X45.Y35.I0J-10.
N9M98P20N8G01Y-35.
N10G01G41D13X-23.51Y-31.94F100N9G02X35.Y-45.I-10.J0
N11M98P20N10G01X-45.
N12G01G41D14-23.51Y-31.94F100N11G00G40X-60.Y-60.
N13M98P20N12M99
N14G01G41D11X-23.51Y-31.94F100
N15M98P20O20
N16G49M05M09N1X-37.82Y12.36
N17G53G28Z0M06N2X0Y40.
N18G54G43H02Z20.N3X37.82Y12.36
N19S1000M03T03N4X23.51Y-31.94
N20G99G81X0Y0Z-1.R3.F50N5X-28.
N21Z-11.M98P30N6G00G40X-60.Y-60.
N22G80G49M05N7M99
N23G53G28Z0M06
N24G54G43H03Z20.O30
N25S800M03M08T04N1X35.Y35.
N26G99G81X0Y0Z-16.R3.F50N2X-35.
N27Z-24.M98P30N3Y-35.
N28G80G49M05M09N4G98X35.
N29G53G28Z0M06N5M99
N30G54G43H04G00Z20.
N31S600M03M08T00
N32G82X0Y0Z-16.R3.P1000F60
N33G80G49M05M09
N34G53G28Z0M06
N35M02
习题9.程序清单(工序及刀具卡片略)
N1T01G90
N2G53G28Z0M06
N3G54G43H01G00Z20.
N4S1000M03T02
N5G99G81X0Y87.Z-1.R3.F50
N6M98P10O10
N7G80G49M05N1X-129.Y70.
N8G53G28Z0M06N2X-65.Y-98.
N9G54G43H02G00Z20.N3X65.
N10S800M03T03N4X129.Y70.
N11G99G81X0Y87.Z-6.R3.F50N5M99
N12G83Z-20.R3.Q10.L0F50
N13M98P10
N14G80G49M05
N15G53G28Z0M06
N16G54G43H03G00Z20.
N17S300M03T04
N18G84Z-18.R5.L0F1.5
N19M98P10
N20G80G49M05
N21G53G28Z0M06
N22G54G00X0Y87.
N23G43H04Z5.
N24S800M03M08T05O20
N25G01Z-6.F50N1G01X-66.F60
N26G42D41X0Y70.N2C03X-100.04Y8.946R40.
N27M98P20N3G01X-57.01Y-60.527
N28G01Z5.F500N4G03X-40.Y-70.R20.
N29G40G49M05M09N5G01X40.
N30G53G28Z0M06N6G03X57.01Y-60.527R20.
N31G54G43H05G00X0Y150.Z0N7G01X100.04Y8.946
N32S600M03M08T00N8G03X66.Y70.R40.
N33G42D51X0Y70.F200N9G01X-1.
N34M98P20N10M99
N35G40G49M05M09
N36G53G28Z0M06
N37M02
数控车:
习题2.图7-18b)
若设每次切深s=0.1mm,则T=(22-10)/2=6p=T/s=60
N1T11G90
N2G92X100.Z300.
N3S1000M03M08
N4G00X34.Z2.
N5G91G81P60
N6G00X-12.2
N7G01Z-2.F100
N8G02X2.Z-1.I0K-1.
N9G01Z-11.
N10G03X6.Z-3.I6.K0
N11G02X4.Z-2.I0K-2.
N12G00Z19.
N13G80
N14G90G00X100.Z300.M05
N15M02
数控线切割:
补充1.
M78
M78
M80
M82
M84
G90G92X0Y0
G42G01X0Y15.
G02Y-15.I0J-15.
G02Y15.I0J15.
M01
G40G00X0Y0
M02
补充2.
M78
M78
M80
M82
M84
G90G92X0Y0
G41G01X0Y15.
X-15.
Y-15.
X15.
Y15.
X0.3
M01
G01X0
G40G00Y0
M02
补充3.
M78
M78
M80M82M84
G90G92X0Y0
G41G01Y-20.
G03X17.321Y10.I0J20.
G01X5.774Y30.
X-20.
G02X-30.Y20.I-10.J0
G03Y-20.I0J-20.
G01X-0.3
M01
G01X0
G40G00Y0
M02
习题1.图8-15
M78
M78
M80
M82
M84
G90G92X0Y0
G01G41X19.774Y-3.
G22L10P06I-19.774J3.
G40G00X0Y0
M02
L10
G01X24.819
G03Y3.I-24.819J3.
G01X19.774
G03X12.485Y15.625I-19.774J-3.
G23
APT语言辅助编程:
补1:
L1=LINE/(P1=POINT/0,-50),ATANGL,45
L2=LINE/P1,ATANGL,60,YAXIS
L3=LINE/(P2=POINT/0,50),PERPTO,L1
L4=LINE/P2,ATANGL,-60,YAXIS
C1=CIRCLE/0,0,44
习题2a):
L1=LINE/(POINT/3,0),ATANGL,105
C2=CIRCLE/CENTER,(POINT/2,4),RADIUS,0.75
C1=CIRCLE/CENTER,(POINT/6.5,1)RADIUS,1
L2=LINE/RIGHT,TANTO,C2,LEFT,TANTO,C1
L3=LINE/(POINT/5,0),LEFT,TANTO,C1
C3=CIRCLE/TANTO,L3,YLARGE,(POINT/7,3),RADIUS,1.5
L4=LINE/LEFT,TANTO,C1,RIGHT,TANTO,C3
C4=CIRCLE/(POINT/6,6),(POINT/4,7),(POINT/1.25,4)
C5=CIRCLE/YLARGE,OUT,C4,OUT,C3,RADIUS,0.75
图9-28b)
PL1=PLANE/1,0,0,34
PL2=PLANE/0,0,1,5
PL3=PLANE/0,0,1,29
PL4=PLANE/0,0,1,12.5
图9-29i)
LX=LINE/XAXIS
LY=LINE/YAXIS
L5=LINE/XAXIS,5
L6=LINE/YAXIS,5
L7=LINE/(POINT/40,0),ATANGL,135
L8=LINE/(POINT/45,0),ATANGL,135
L9=LINE/YAXIS,45
L10=LINE/XAXIS,40
L11=LINE/(POINT/50,0),ATANGL,30
L12=LINE/(POINT/50,45),ATANGL,-30
L13=LINE/YAXIS,50
C1=CIRCLE/YLARGE,L5,XLARGE,L6,RADIUS,3
C2=CIRCLE/XLARGE,L6,XSMALL,L7,RADIUS,3
C3=CIRCLE/YLARGE,L5,YSMALL,L7,RADIUS,3
C4=CIRCLE/XLARGE,L8,XSMALL,L9,RADIUS,3
C5=CIRCLE/YLARGE,L8,YSMALL,L10,RADIUS,3
C6=CIRCLE/XSMALL,L9,YSMALL,L10,RADIUS,3
C7=CIRCLE/XLARGE,L13,XSMALL,L12,RADIUS,3
C8=CIRCLE/YLARGE,L11,YSMALL,L12,RADIUS,3
C9=CIRCLE/XLARGE,L13,YLARGE,L11,RADIUS,3
补2:
1.TLLFT,GOLFT/L1,PAST,C1
2.TLRGT,GOLFT/C1,PAST,2,INTOF,L2
3.GOLFT/L2,PAST,C2
4.TLLFT,GORGT/C2,PAST,L1
5.TLRGT,GOLFT/L1,TO,C1
补3:
PARTNO/P24-TU-2-10(a)
MACHIN/FANUC
L1=LINE/(P1=POINT/0,-50),ATANGL,45
L2=LINE/P1,ATANGL,60,YAXIS
L3=LINE/(P2=POINT/0,50),PERPTO,L1
L4=LINE/P2,ATANGL,-60,YAXIS
C1=CIRCLE/0,0,44
PL=PLANE/0,0,1,-5
CUTTER/10,0
OUTTOL/0.005
FROM/100,0,200
SPINDL/800,CLW
COOLNT/ON
RAPID
GO/TO,L1,TO,PL,TO,L3
FEDRAT/200
TLLFT,GOLFT/L1,PAST,L2
GORGT/L2,PAST,C1
GORGT/C1,PAST,L4
GORGT/L4,PAST,L3
GORGT/L3,PAST,L1
COOLNT/OFF
SPINDL/OFF
RAPID
GOTO/100,0,200
END
FINI
 升级会员
升级会员 