成品手机外观检验规范.docx
《成品手机外观检验规范.docx》由会员分享,可在线阅读,更多相关《成品手机外观检验规范.docx(17页珍藏版)》请在冰豆网上搜索。
成品手机外观检验规范
一、目的
为了规范XXX手机(直板机)外观检验方法与判定标准
二、范围
2.1适用于成品手机(直板机)长盛泰公司的外观检验。
2.2该作业由经过培训和考核合格的出货检验员完成。
2.3本标准有些项目未涉及到时,应根据工程图纸、零件承认、客户的要求在本标准中加入或修正。
2.4当本标准仍有不完善时,评判标准以签样(限度样品)为准。
三、名词解释
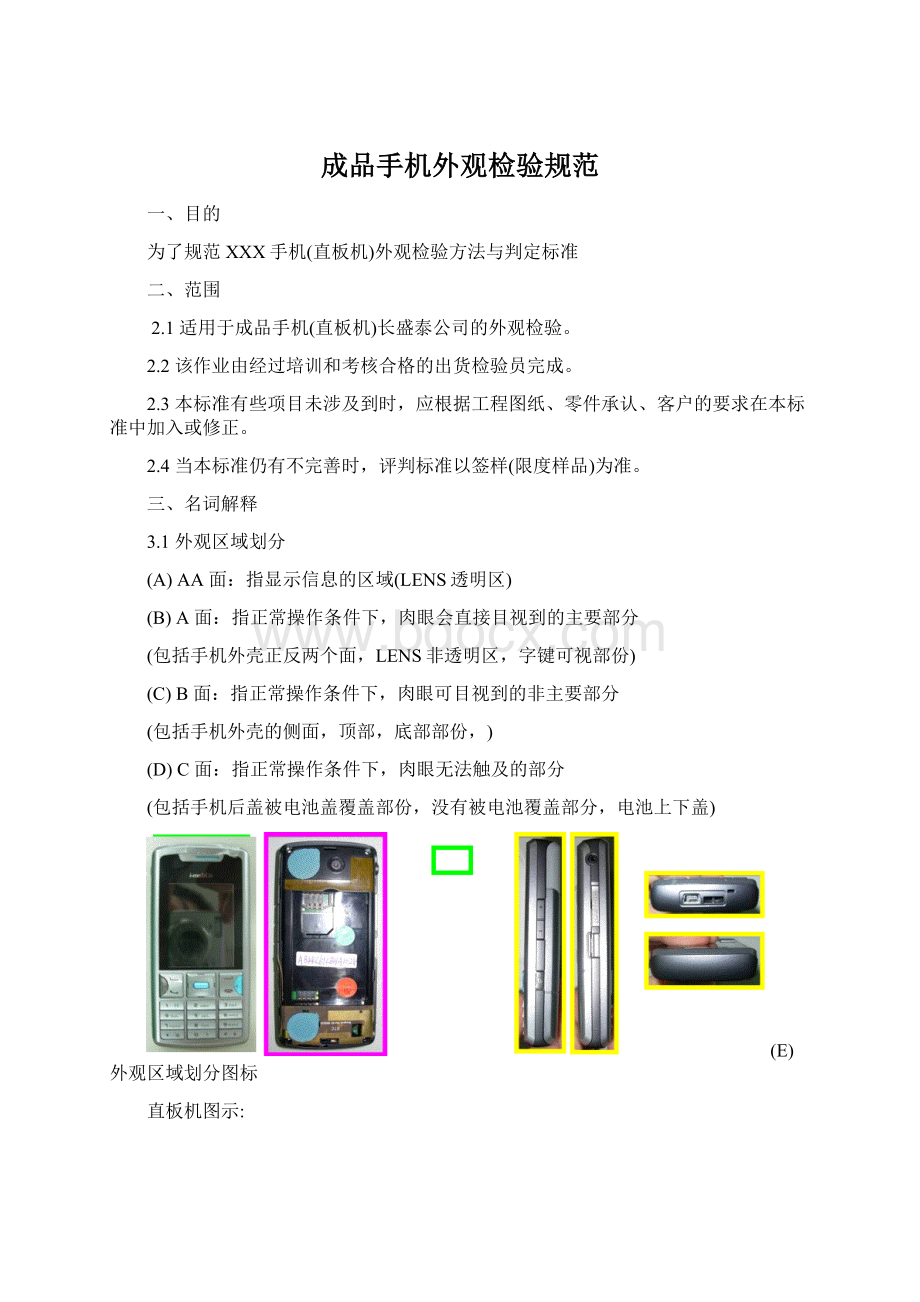
3.1外观区域划分
(A)AA面:
指显示信息的区域(LENS透明区)
(B)A面:
指正常操作条件下,肉眼会直接目视到的主要部分
(包括手机外壳正反两个面,LENS非透明区,字键可视部份)
(C)B面:
指正常操作条件下,肉眼可目视到的非主要部分
(包括手机外壳的侧面,顶部,底部部份,)
(D)C面:
指正常操作条件下,肉眼无法触及的部分
(包括手机后盖被电池盖覆盖部份,没有被电池覆盖部分,电池上下盖)
(E)外观区域划分图标
直板机图示:
3.2缺陷等级
致命缺陷(Critical):
有明显或潜在的危及使用安全之缺陷
主要缺陷(Major):
主要为性能、功能不良及可靠度不达标,零部件漏装等,且此种类型缺陷会引起客户投诉或导致维修费用增加。
次要缺陷(Minor):
主要为外观不良或机械性能不良,但不影响性能和可靠性的缺陷。
3.3缺陷定义
(A)点(dot),含杂质(Spot):
点的形状,测量时以其最大直径为其尺寸
(B)不可见:
指瑕疵<0.05mm为不可见,LENS透明区除外(依各部件材料所订定之检测距离)
(C)同色点(LikenessColordot):
指颜色与部品颜色相接近的点;反之为异色点(UnlikenessColordot)
(D)杂质(ForeignMaterial),斑点(Speck)和凹点(Pit):
小的微粒,而非模制零件的原料,出现在零件表面(主要原因是杂质被零件表面析出)
(E)凹痕(Dent):
在零件表面或圆脚处出现的凹陷(通常为手工操作时产生)
(F)气泡(Blister/Bubble),凸点(Protrusion):
塑料内部的隔离区使其表面产生圆形的突起
(G)熔接线(Weld/KnitLines):
由于两条或更多的熔融的塑料流汇聚,而形成在零件表面的浅痕。
(H)毛边(Burr)/飞边(Flash):
在塑料零件的边缘或结合线处的线性突起(通常为成型不良所致)
(I)缩水(Shrinkage/SinkMarks):
零件表面出现凹陷的痕迹(通常为成型不良所致)
(J)细碎划痕(ScuffMark):
无深度的表面痕迹或擦伤(通常为手工操作时产成)
(K)硬划伤(Wear&Nick&Scratch):
硬物或锐器造成零件表面有深度的伤痕
(L)变形(Deformation):
制造中内部应力差异或冷却不良引起的塑料零件变形
(M)雾斑(Haze):
在透明产品上看起来像有云雾现象
(N)顶白(Whitening):
成品被顶出模具所造成之泛白及变形﹐通常发生在顶出稍的另一端(母模面)
(O)脏污(Contamination):
无法擦去的出现在零件表面的脏物或由于灰尘或其它微粒嵌入喷漆表面造成的污色
(P)亮斑(IncorrectGlossLevel):
表面光泽看起来不一致或不正确
(Q)色差(InconsistentColor/Chromatism):
指实际部件颜色与承认样品颜色(色板)或色号比对超出允收值,或相同颜色组件之间的颜色配合(ColourMatch)有差异
(R)脱漆(Peeling),褪色(Discoloration):
油漆没能牢固地黏合在一起或附着在塑料件上
(S)电镀不良(PlatingDefect):
一般有镀层脱落,污染等
(T)漏印(Voids),缺印(Flaws):
印刷中由于杂质或其它原因造成印刷内容或字体中有未被印刷到的地方,若其缺陷大于0.3mm,则被认为有漏印;如缺陷直径小于0.3mm,则被认为是缺印
(U)重影(DoublePrint):
第一次和第二次印刷的位置不重迭
(V)装配缝隙(Gap):
除了设计时规定的缝隙外,由两部组件装配造成的缝隙
(W)段差(Mismatch)/台阶效应:
由于组件装配时配合度不良,造成的无法吻合之现象
四、管理重点:
4.1依据出货检验规范进行抽验作业。
4.2检验条件
(A)检验条件图示:
外观区域
(面)
观察距离
(cm)
检验时间
(s)
AA
30
10
A
40
10
B
50
10
C
60
10
(B)目视检验应该在正常或矫正视力1.5(小数记录)/5.2(五分记录),光线强度以中午12点的太阳自然光为标准,或者40W日光灯(FL36~48D)为光源,产生600~1200LUX(120±20呎烛光/foot-candles)的亮度,距离手机观察面30至50cm
(C)手机各个被观测面分别与水平面呈45°角,检验时一般上下左右转动在15°之内,重点观察时可反复对手机变换不同角度进行观察,避免有些缺陷在最初的角度下未被看到。
4.3检验方法:
(A)使用数字式光标卡尺(DIGITALVERNIERCALIPER)
适用范围:
测量尺寸(如:
长度、宽度、高度、内径、外径等)
使用方法:
第一次使用时要检查原点,当测量面闭合时,卡尺上LCD应显示「0:
00」,否则须进行原点重设。
根据被测物的尺寸,选择内、外测量面及选择”ABS”、”INC”测量方式,直接滑动测量面,卡出所需测量的尺寸,读出LCD上显示的数值即可。
(B)使用塞规(GAUGEBLOCKSET/厚度规)
适用范围:
测量Gap缝隙大小,段差宽度
使用方法:
选取要求的相应尺寸(上下限)的塞规片,如果需迭加使用时,应以最少的塞规片组合为原则选取,以选取的塞规片或其组合刚好通过为准。
(C)点规计(Film片)
Film片图示:
适用范围:
测量瑕疵点、线或规定范围内的瑕疵数
使用方法:
如果在检验时发现有可疑的瑕疵,则把点规计放到瑕疵上面,将判定标准要求的相应尺寸的圆点对准瑕疵的中心。
如果缺陷超过了圆点的边缘,这个瑕疵就被判定为缺陷。
缺陷判定图示:
(D)对于较难测量、定量判定或感官检验(以“人”的感觉为依据),按商定的(Agreedto)、合理的(Reasonable)来界定(Define),一般以签样(限度样品)来作对比判定。
4.4检验/判定标准(以下所列项目均为一个缺陷)
(A)AA面
不良项目
测试工具
缺陷说明
缺陷等级
Maj
Min
污点
扎质
气泡
目测或点规
一个同色点ψ>=0.2mm或异色点ψ>=0.15mm
V
两个点闲距>15mm
V
超出三个可见点
V
指纹/脏污
目测
反光角度可见
V
脱漆
目测
不允许有脱漆
V
裂痕/缺口
目测/卡尺
裂痕,缺口可见
V
背胶外露
边框平行目视
不允许外露
V
飞边
目视
可见且影响装配、触摸有锋利感
V
可见且影响外观
V
划伤
目测
比对标准点的透明FILM片
硬划伤任何角度可见
V
细碎划伤长>2.0mm宽>0.1mm
V
在间距10mm内有2条或2条以上MIN之细碎划伤
V
流痕
目测
标准检验条件下可见
V
印刷图文
目测
漏印,错印,错字,丝印字迹不可辨认
V
Lens间隙
塞尺
≧0.2mm
V
字宽变化
目测
变化量大于20%字宽
V
LCM偏移
目测
投影仪
X/Y轴±0.2mm外,倾斜角度≧5度并且目视有偏移或倾斜
V
X/Y轴±0.15mm外,倾斜角度≧3度并且目视有轻微偏移或倾斜
V
错件/黑影
目测
不允许有错件或可见且影响外观
V
印刷锯齿
目测
单边突起≦0.03mm2,3点
V
保护膜
目测
允许保护膜污点,但不允许手纹、破裂、折痕、遗失
V
(B)A面:
包括手机外壳正反两个面,LENS非透明区,字键可视部份
不良项目
测试工具
缺陷说明
缺陷等级
Maj
Min
污点
扎质
气泡
目测
点规
一个异色点ψ>=0.3mm或同色点ψ>=0.5mm
V
三个异色点ψ>=0.18mm或同色点ψ>=0.2mm
V
两个点间隔<30mm
V
超过三个可见点
V
杂质点凸起,有明显手感
V
指纹/脏污
目测
反光角度可见
V
裂痕/缺口
目测
卡尺
裂痕,缺口可见
V
飞边
目视
不允许
V
进料口
目测
修剪不平整突出部份>=0.1mm影响装配或外观
V
划伤
结合线
点规
底片尺
硬划伤任何角度可见
V
细碎划伤长>2.0mm宽>0.1mm
V
2条以上之细碎划伤
V
划伤间距20mm内
V
结合线在喷漆、电镀后标准检验条件下可见
V
流痕
目测
标准条件下可见
V
毛屑
目测
不允许
V
字宽变化
目测
变化量大于20%字宽
V
缝隙
目测
投影仪
不可动〉0.2mm
可动〉0.25mm
V
错件/位置不对
目测
不允许
V
Key下沉/晃动
目测
不允许
V
电镀键
目测
电镀层不可划伤或者有缺陷
V
脱漆
目测
不允许
V
断字/断线
目测
不允许
V
残胶/溢胶
目测
不允许
V
喷漆/丝印
目测
喷漆边缘清晰,不可残留异色油漆
V
(C)B面:
包括手机外壳的侧面,顶部,底部部份
不良项目
测试工具
缺陷说明
缺陷等级
Maj
Min
污点
扎质
气泡
目测
点规
一个异色点ψ>=0.4mm或同色点ψ>=0.5mm
V
三个色点ψ>=0.2mm
V
两个点间隔<30mm
V
超过三个可见点
V
杂质点凸起,有明显手感
V
指纹/脏污
目测
反光角度可见
V
裂痕/缺口
目测
裂痕,缺口可见
V
飞边
目视
可见且影响装配、外观、触摸有刮手感
V
划伤
结合线
目测
点规
不允许硬划伤
V
细碎划伤长>3mm宽>0.1mm
V
细碎划伤间距30mm内
V
2条以上的划伤
V
结合线在喷漆、电镀后标准检验条件下可见
V
流痕
目测
标准检验条件下可见
V
面漆脱落/露白
目测
不允许
V
美工线
目测
不允许模糊
V
浮雕
目测
不允许断字、断线、错字、缺角、模糊
V
自拍镜
目测
仅允许Φ≦0.15允许二点,其它缺点皆不允许
V
Gap
目测
投影仪
不可活动部位>0.2mm
可活动部位>0.3mm
SideKey不可晃动
V
摄像头
投影仪
Cameralens和CMOS的圆心距离〉=0.2mm
V
目测
外观质量比照“AA”面标准
V
 升级会员
升级会员 