数控轴套配合件加工实训Word文件下载.docx
《数控轴套配合件加工实训Word文件下载.docx》由会员分享,可在线阅读,更多相关《数控轴套配合件加工实训Word文件下载.docx(21页珍藏版)》请在冰豆网上搜索。
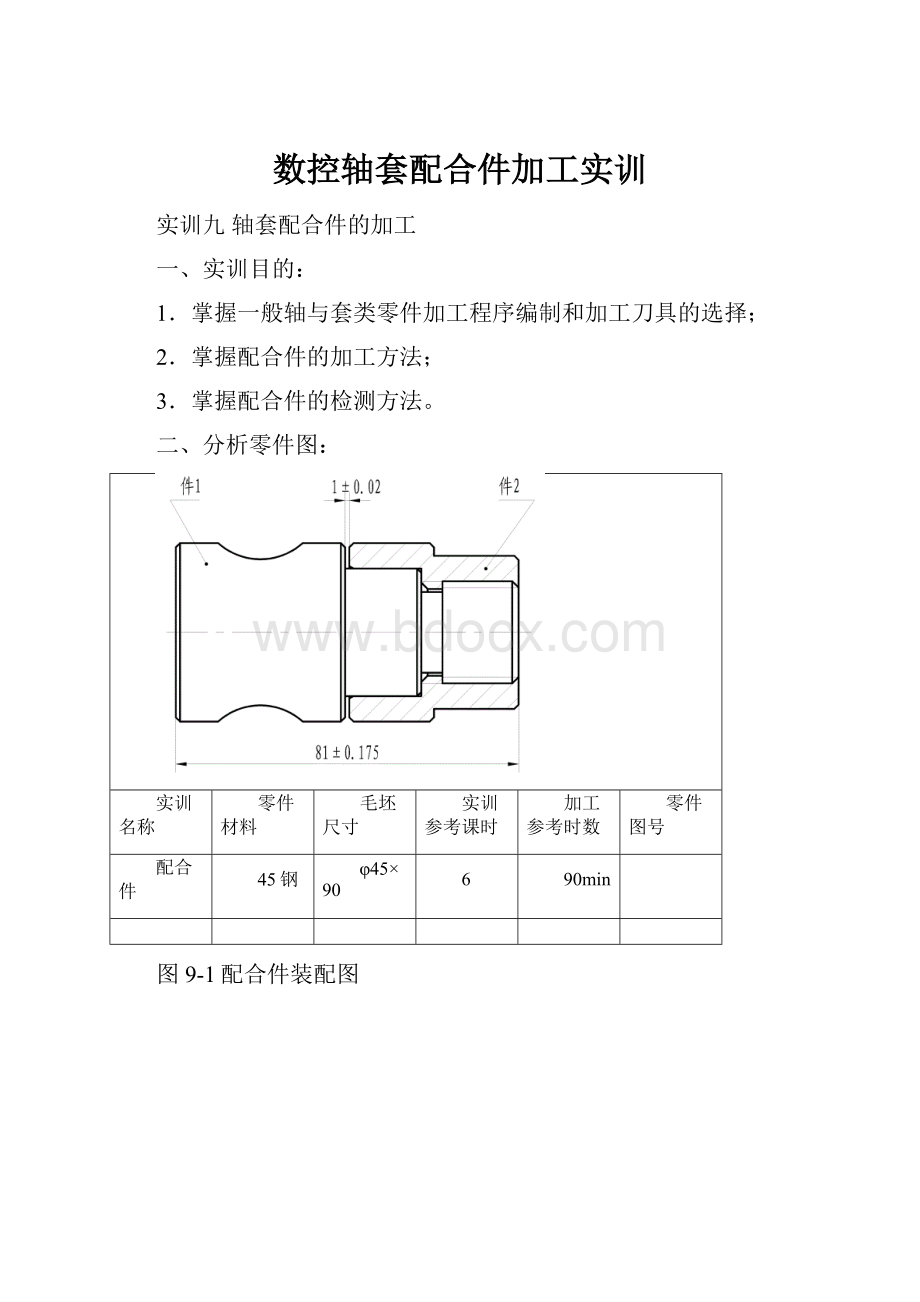
0.02mm
检测毛坯和长度尺寸
4
硬质合金偏刀
r=0.4mm
粗车零件外轮廓
5
r=0.2mm
精车零件外轮廓
中心钻
φ3A
1个
钻φ3A型中心孔
7
φ18麻花钻
钻φ18孔
8
不通孔硬质合金镗孔车刀
粗、精镗孔
9
硬质合金切槽刀
切断
10
车工常用附具
1套
完成工件、刀具装夹
11
材料
45号钢φ45X85
φ45X45
2根
毛坯
12
数控车床
CKA6150(FANUC0i)
1台
四、确定数控加工工艺
表9-2配合件轴数控加工工艺表
序
号
加工内容
车刀参数
切削用量
加工
程序
刀
具
尖
半
径
方
位
主轴
转速n
r·
min-1
进给
速度f
mm·
r-1
背吃
刀量ap
mm
平端面
T01
0.8
T3
600
0.15
1.0
手动
粗车右端外轮廓留余量1mm
0.25
1.5
自动
O010
精车右端各表面至尺寸要求
T02
0.2
800
0.5
切槽4X2至尺寸要求
T03
450
0.05
粗、精加工螺纹
T04
400
调头,平端面保总长
0.8
2.0
粗车左端外轮廓留余量1mm
(O8012)
精车左端各表面至尺寸要求
O011
粗车左端外轮廓R20留余量0.5mm
表9-3配合件套数控加工工艺表
钻中心孔
0.2
钻孔
粗车右端外轮廓留余量0.5mm
O012
镗右端孔得倒角
0.4
T2
粗车左端外轮廓留余量0.5mm
O013
粗镗内轮廓留余量0.5mm
精镗内轮廓各表面至尺寸要求
五、数控加工参考程序单
表9-4配合件轴右端数控加工参考程序单
程序号:
段号
程序内容
说明
N10
N20
N30
N40
N50
N60
N70
N80
N90
N100
N110
N120
N130
N140
N150
N160
N170
N180
N190
N200
N210
N220
N230
N240
N250
N260
N270
N280
N290
N300
N310
N320
N330
N340
N350
N360
N370
N380
N390
N400
N410
N420
N430
N440
N450
N460
N470
N480
N490
N500
N510
N520
G40G97G99M03S600F0.25;
T0101;
M08;
G00X45.0Z2.0;
G71U1.5R0.5;
G71P70Q190U0.5W0.05;
G00X0;
G01G42Z0;
X21.0;
X23.8Z-1.5;
Z-22.0;
X27.97;
X29.97Z-23.5;
Z-40.0;
X39.969;
X41.969Z-41.0;
Z-53.0;
X45.0;
G01G40X46.0;
G00X200.0Z2.0;
M09;
M05;
T0202;
M03S800F0.12;
G70P70Q190;
T0303;
M03S450F0.05;
G00X31.0Z-22.0;
X23.9;
G01X20.0;
G04X1.0;
G00X200.0;
G00Z2.0;
T0404;
M03S400;
G00X28.0Z5.0;
G92X23.2;
Z-20.0F1.5;
X22.6;
X22.2;
X20.05;
G00X200.0Z100.0;
M30;
主轴正转600r.min-1,进给量0.25mm.r-1
换刀T0101
切削液开
快速进刀至循环起点
粗车循环,切削深度1.5mm,退刀量0.5mm
精车路线为N70~N190,X向精车余量0.5mm,Z向精车余量0.05mm
快速进刀
刀具右补偿,精加工轮廓起点
平端面至螺纹倒角起点
车螺纹倒角
车螺纹牙顶圆外圆柱
车阶台
车倒角
车外圆
取消刀补
快速退刀至换刀点
切削液停
主轴停
换刀T0202
主轴正转800r.min-1,进给量0.12mm.r-1
精车循环
换刀T0303
主轴正转450r.min-1,进给量0.05mm.r-1
切槽起点
切槽
暂停1s
X向快速退刀
换刀T0404
主轴正转400r.min-1
快速进刀至螺纹循环起点
螺纹车削循环第一刀切深0.8mm,螺距为1.5mm
螺纹车削循环第二刀切深0.6mm
螺纹车削循环第三刀切深0.4mm
螺纹车削循环第四刀切深0.15mm
螺纹车削循环第五刀光一刀
快速退刀
程序结束
表9-5配合件轴左端数控加工参考程序单
G71P70Q130U0.5W0.05;
X41.969Z-1.0;
Z-29.0;
X42.0;
G01G40X45.0;
G70P70Q130;
T00404;
M03S600F0.12;
G00X45.0Z-10.0;
G73U2.68W0R4.0;
G73P300Q310U1.0W0.05;
G01G42X42.0;
G02X42.0Z-30.0R20.0F0.12;
G70P2300Q310;
精车路线为N70~N130,X向精车余量0.5mm,Z向精车余量0.05mm
倒角起点
X退刀
主轴正转600r.min-1,进给量0.12mm.r-1
快速进刀至圆弧加工循环起点
固定形状车削循环X轴的退刀量2.68mm,Z轴的退刀量0,粗车分4刀;
循环300~310,精车余量X轴1mm,Z轴0.05mm;
精车循环起点
车R15圆弧
外圆精车加工循环起点
外圆精车循环300~310
表9-6配合件套右端数控加工参考程序单
G71P70Q150U0.5W0.05;
X33.969;
X35.969Z-1.0;
Z-20.0;
X41.969Z-21.0;
X45.0;
G70P70Q150;
M03S600F0.25;
G00X20.0Z2.0;
G01G41X0;
X18.0Z-1.0;
X22.0;
G01Z0;
X18.0Z-2.0;
X23.0;
X18.0Z-2.5;
G00Z100.0;
X200.0;
精车路线为N70~N150,X向精车余量0.5mm,Z向精车余量0.05mm
X向退刀
左刀补,内孔倒角第一刀的起点
内孔倒角第一刀
Z向快速退刀
X向快速进刀
内孔倒角第二刀的起点
内孔倒角第二刀
内孔倒角第三刀的起点
内孔倒角第三刀
X向快速退至换刀点
表9-7配合件套左端数控加工参考程序单
N530
N540
N550
N560
N570
N580
N590
N600
N610
G70P70Q140;
G00X18.0Z2.0;
G71P320Q400U-0.5W0.05;
G00X31.171;
G01G41Z0;
X30.017Z-1.0;
Z-17.0;
X25.5;
X22.5Z-18.5;
Z-41.0;
X20.0;
Z2.0
G01G40X18.0;
G70P310Q400;
X200.0
G00X16.0Z-12.0;
G92X22.85Z-42.0F1.5;
X23.45;
X23.85;
X24.0;
换刀T0303(镗孔车刀)
精车路线为N70~N400,X向精车余量0.5mm,Z向精车余量0.05mm
快速进刀倒角起点
刀具左补偿,精加工轮廓起点
镗倒角
镗孔
镗内阶台
镗螺纹孔倒角
镗螺纹底孔
Z向退刀
换刀T0404(内螺纹刀)
六、实训步骤
1.数控仿真训练见实训二
2.加工操作训练见实训二
如图9-1、9-2、9-3所示,根据零件的工艺特点和毛坯φ45×
85mm、φ45×
45mm两段尺寸,确定加工方案:
(1)采用三爪卡盘装卡,夹零件1毛坯伸出卡盘45mm,车端面,加工零件1右端外轮廓至φ42×
53mm,倒角,切槽4×
2mm,车螺纹。
设置编程原点在零件右端面的轴线上,加工程序名为O010。
(2)零件1调头,包铜皮夹φ30mm外圆找正,车端面保总长。
加工零件1左端外轮廓至φ42×
28mm,加工R20圆弧。
设置编程原点在零件左端面的轴线上,加工程序名为O011。
(3)夹零件2毛坯伸出卡盘25mm,车端面,钻中心孔,钻φ18mm孔,加工零件2右端外轮廓至φ30×
21mm处,车孔的倒角。
设置编程原点在零件右端面的轴线上,加工程序名为O012。
(4)零件2调头,包紫铜皮夹φ30mm外圆找正,车端面保总长。
加工零件2左端φ42mm外圆,加工零件内轮廓至尺寸要求,车内螺纹。
设置编程原点在零件右端面的轴线上,加工程序名为O013。
注意事项:
(1)二次装夹找正后,不能损伤零件已加工表面。
(2)装夹内、外螺纹车刀时,用三角螺纹样板对螺纹刀。
(3)加工件2内轮廓时,通过Z向加磨耗的方法调整17配的尺寸,保证配合尺寸1±
0.02mm。
(4)加工件2外轮廓时,调整48长度尺寸,保证配合尺寸81±
0.125mm。
(5)加工件1和件2上的内、外螺纹时,用螺纹环规和螺纹塞规检验,通过加磨耗的方法调整牙深尺寸,保证与外螺纹的连接松紧合适。
3.实训九评分表
表9-8实训九评分表
班级
姓名
学号
日期
实训课题
配合件编程与操作实训
图号
SX09-1、2
基本检查
编程
检测项目
配分
学生自评分
教师评分
切削加工工艺制定正确
切削用量选用合理
程序正确、简单明确且规范
操作
仿真练习认真
正确操作与维护保养设备
安全、文明生产
基本检查结果总计
25
尺寸检测
图样
尺寸
允差
量具
实际尺寸
分数
规格/mm
学生自测
教师检测
件一
总长80
±
0.070
0~125
外圆φ42
0
-0.062
25~50
外圆φ30
-0.020
-0.041
R20圆弧
半径规
R15~R25
4X2槽
游标卡尺
M24×
松紧
适当
螺纹环规
表面粗糙度
粗糙度样规
其他长度
倒角、未注倒角
件二
总长40
0.050
外圆φ36
内孔φ30
+0.033
内径千分尺
螺纹塞规
游标卡尺
配合
1±
0.02
塞尺
80±
0.175
游标卡尺
0~12
 升级会员
升级会员 