重庆科创学院烟灰缸的三维设计与加工摘要Word格式.docx
《重庆科创学院烟灰缸的三维设计与加工摘要Word格式.docx》由会员分享,可在线阅读,更多相关《重庆科创学院烟灰缸的三维设计与加工摘要Word格式.docx(11页珍藏版)》请在冰豆网上搜索。
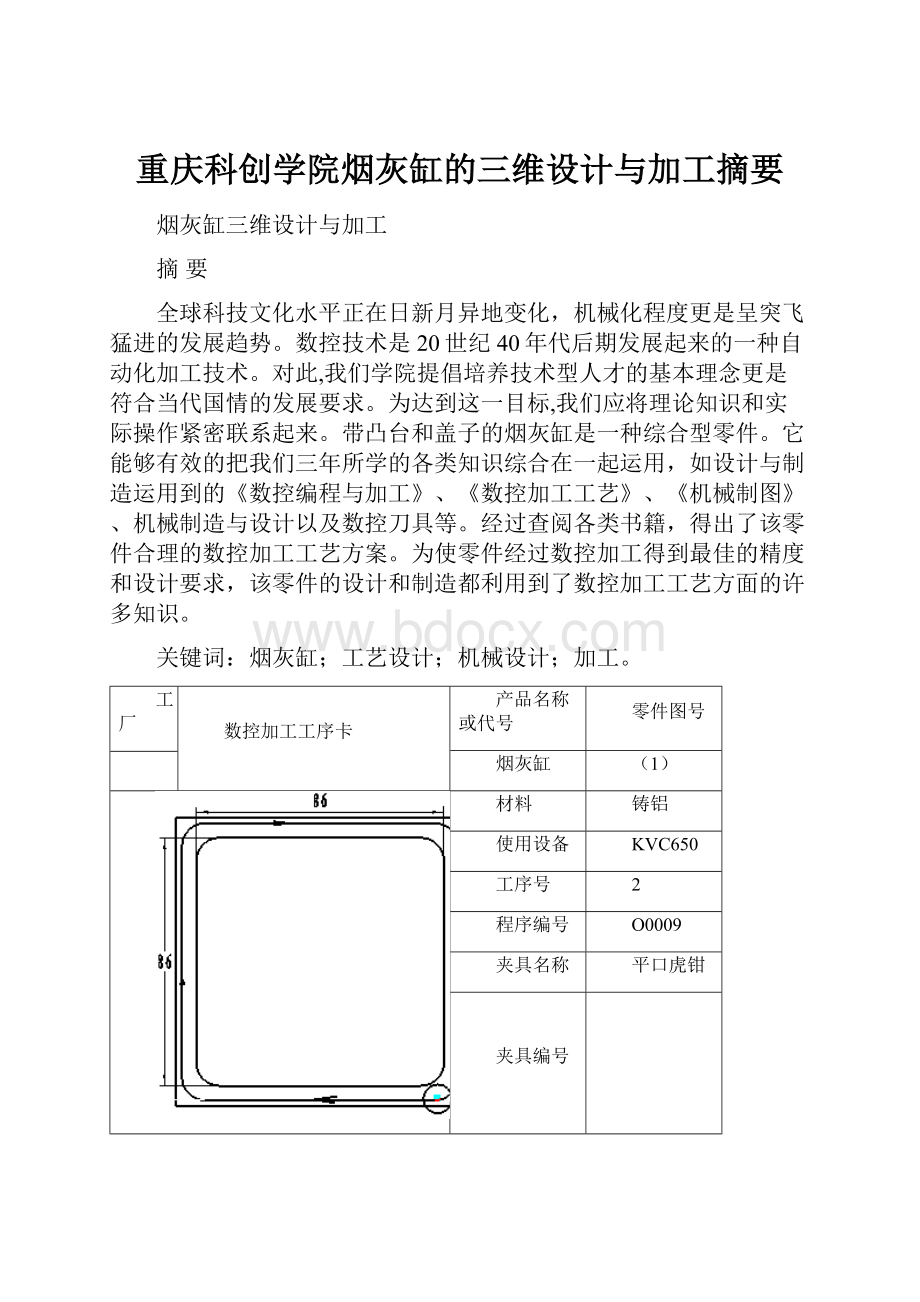
铸铝
使用设备
KVC650
工序号
2
程序编号
O0009
夹具名称
平口虎钳
夹具编号
工步号
工步内容
刀具号
刀具规格/mm
主轴转速/(r/min)
进给速度
/(mm/min)
背吃刀量/mm
备注
1
粗铣凸台轮廓
T02
Ф20
2340
280
精铣凸台轮廓
2560
326
0.2
表4-10粗/精铣放烟槽
粗铣放烟槽
T04
Ф7
2360
250
精铣放烟槽
2855
286
表4-11粗/精铣底座底面
粗铣底座
精铣底座
表4-12粗/精铣上盖内型腔
(2)
O0006
粗铣内型腔
T05
Ф16
2435
267
精铣内型腔
3216
324
表4-13刀具卡片
产品名或代号
零件名称
程序序号
刀具名称
刀柄型号
刀具直径/mm
刀具长度/mm
补偿值/mm
T01
面铣刀Ф100mm
BT40
Ф100
50
-25
立铣刀Ф20mm
75
3
T03
立铣刀Ф12mm
Ф12
4
立铣刀Ф7mm
5
球头铣Ф16mm
5零件的加工
5.1数控加工过程
由于该零件结构较为简单,所以采用的是手工编程,将编好的程序输入数控加工中心。
在数控加工KVC650上建立G54坐标系,其操作步骤如下:
打开电源开关和加工中心上的电源开关和开机按钮,做好加工前的准备工作,把机床设置回原点先选用平面度较好的面为基准面加工出夹持面,而以夹持面为基准把毛坯件装在虎钳上,在控制面板上选择主轴,转动手轮按钮,把手轮上的旋转钮对在X上,用手轮将刀具移动在左侧下需要接近工件时打小移动速度慢慢的用刀去接触毛坯的边沿,直到有少量铝削出现为止,这时在控制面板上点击“编辑”进入“POS”界面→相对→起源→输入X,在将刀具提起移动到工件的右侧下刀,使用相同的方法,计算当前屏幕上X轴坐标的一半,在进入“offsetsetting”→坐标系→G54→输入计算的到的X值→按“测量”这样就完成了工件在X轴坐标系的设定。
用同样的方法完成对Y轴的设定,这样,X和Y轴的坐标系就设定好了,Z轴的坐标系设定方法就是把刀具移动到毛坯的表面用开始的方法将Z设置为零。
这样就把XY和Z轴的坐标系设定完成,即完成了G54坐标系的设定。
在G54坐标系建立好了以后,就可以开始正式加工了。
首先为了保证程序没有差错,一般都先用已经输入的程序对腊模进行加工,即使程序有错也不会浪费毛坯件,也便于及时加以修改。
这样确定所有程序的路线、加工工艺都正确无误后,便可用铝件对毛坯进行机械加工。
首先,选择毛坯件上较平滑的一个平面为粗基准。
再次,就是进行对刀,并以第一把刀为基准,进行其他刀具对刀、测刀补。
点击控制面板上的“编辑”→“ROG”→输入要加工的程序名称→“自动”→“循环启动”→“开冷却液”完成这一系列的操作后,数控机床对工件进行自动加工了。
加工完成后,进行清洗和去毛刺处理,对已加工的成品进行加工精度和粗糙度的检验,看是否达到零件图的技术要求,对没有达到标准的地方分析其原因。
5.2部分手工编制的程序单
底座内型腔加工程序;
O0001;
(底座内型腔平面子程序)
N10G41G01X5Y5F120;
N20X-5;
N30Y-5;
N40X5;
N50Y5;
N60G40G00X0Y0;
N70M99;
O0002;
(底座内型腔高度方向子程序)
N10G91G01Z-1F100;
N20G90M98P0002D01(0);
N30M98P0002D02(6);
N40M98P0002D03(12);
N50M98P0002D04(18);
N60M98P0002D05(23.4);
N70M98P0002D06(24);
N80M99;
O0003;
(底座内型腔主程序)
N10G90G54X0Y0Z50;
N15G28T0303;
N20M03S2500;
N30G00Z10;
N40G01Z0F120;
N50M98P150003;
N60G00Z50;
N70M05M30;
上盖内型腔加工程序;
O0004;
(上盖内型腔平面子程序)
N10G41G01X11Y11F120;
N20X-11;
N30Y-11;
N40X11;
N50Y11;
O0005;
(上盖内型腔高度方向子程序)
N30M98P0002D02(8);
N40M98P0002D03(16);
N50M98P0002D04(24);
N60M98P0002D05(31.4);
N70M98P0002D06(32);
O0006;
(上盖内型腔主程序)
N15G28T0505;
N50M98P70003;
底座凸台加工程序;
O0007;
(底座凸台轮廓子程序)
N10G41G01X-43F100;
N20Y43;
N30X43;
N40Y-43;
N50G40G00X60;
N60M99;
O0008;
(底座外轮廓子程序)
N20G90M98P0001D01(10.4);
N30M98P0001D02(10);
N40M99;
O0009;
(底座外轮廓主程序)
N10G90G54G00X0Y0Z50;
N15G28T0202;
N20M03S3000;
N30G00X60Y-43;
N40Z10;
N50G01Z0F100;
N60M98P70002;
N70G00Z50;
N80X0Y0;
N90M05M30;
6零件的质量分析
设计要求
实际检测结果
产生误差的原因
凸台四周配合处粗糙度Ra1.6
Ra6.3
本应用KVC650加工中心进行加工,因条件有限,用的普通机床加工所造成精度偏差较大
底座和上盖的配合处Ra3.2
Ra12.5
零件内型腔加工面Ra6.3
因为是普通机床加工,所以加工处留有手动进给刀痕和刮伤的痕迹
放烟槽口Ф7
Ф10
加工时没有Ф7型号刀具
配合间隙应满足图纸要求
配合间隙过大
手动进给尺寸时上盖内型腔多进了几十丝,导致尺寸偏大
底座外轮廓圆弧Ф16
不标准圆弧
由于是普通机床,无法进行圆弧加工,只有靠手工打磨圆弧
总结
三分天注定,七分靠打拼。
经过这次的毕业设计我获得了丰富的知识。
在遇到困惑时,指导老师也很热心、耐心地为我讲解、分析。
同时,同学们的热心地帮助也让我感到了深厚的友谊。
这次从设计过程、加工过程和零件结果分析的整个过程,也是考验我三年来理论知识的掌握、实际操作和如何将书本上的理论知识运用到实际操作的一个过渡。
在图纸的设计、毛坯材料的选择、程序的编制、工艺的处理到零件的加工和结果的分析,这都是需要将所学到的很多课程、理论操作全部联系贯穿起来,也就考察了三年来所学的所有内容。
这也让我意识到自身还有哪些方面的薄弱,在将来学习工作中继续弥补自己的不足。
致谢
本次毕业设计在导师的指导下得以顺利地完成,在此,我衷心地感谢老师在我毕业设计过程中的帮助和指导。
在做毕业设计的过程中遇见了很多的问题,老师他以丰富的专业知识和实践经验,给予了我很多的帮助,解决了毕业设计中的问题,促进了我对专业知识的学习和掌握;
通过这次毕业设计,我不仅学到了很多以前书本上没有学到的知识,还增强了自己的自学能力和奋斗的激情。
在此,我也要感谢我的老师和同学们在设计的过程中所提出的宝贵意见。
因为本人所学知识水平有限,设计说明书中难免有一些不妥,敬请各位专家、老师和同学批评指正。
参考文献
[1]罗素华《机械制图》北京理工大学出版社2004
[2]于春在《数控机床编程及应用》高等教育出版社2001
[3]陈于萍《互换性与测量技术》高等教育出版社2002
[4]王爱玲《现代数控机床实用操作技术》国际工业出版社2002
[5]杨伟群《数控工艺培训教程》北京清华大学出版社2001
[6]张北隆《机械加工技术》北京机械工业出版社2002
[7]王维《数控加工工艺及编程》北京机械工业出版社2001
[8]罗学科《数控机床编程与操作实例》北京化学工业出版社2001
[9]赵长旭《数控加工工艺》西安电子科技大学出版社2004
[10]王爱玲《现代数控机床实用操作技术》国际工业出版社2002
 升级会员
升级会员 