生产实习任务指导书.单结晶体管触发电路焊接与调试.doc
《生产实习任务指导书.单结晶体管触发电路焊接与调试.doc》由会员分享,可在线阅读,更多相关《生产实习任务指导书.单结晶体管触发电路焊接与调试.doc(10页珍藏版)》请在冰豆网上搜索。
实习训练项目:
单结晶体管触发电路焊接与调试
一、电子焊接安全操作规程:
1、电子焊接实训室属于防静电工作区,简称ESD,不了解静电防护的操作工人在操作过程中产生几千伏的静电,可成造成许多损失甚至严重的事故。
实验期间,学生必须严格执行电子焊接安全操作规程。
2、每次上课之前,洗手并用湿布清洁桌面,防止操作静电对敏感电子产品放电;烙铁不能随意摆放,为了不使烙铁碰到工装、书包等易燃物,工具包、书包等与焊接无关的用品不准放在焊接桌面,请放在桌旁地上。
3、认真学习入门指导,掌握电路或设备工作原理,明确实训目的、实验步骤或安全注意事项。
4、学生分组实验前应认真检查、清点烙铁、仪表及电子元器件状况,若发现缺损或异常现象,应立即报告指导教师处理。
烙铁不能长期通电,每次用完后,及时拔下电源插头,润湿松香助焊剂和焊锡,以延长烙铁的使用寿命。
5、认真按工艺步骤和要求逐项逐步进行操作。
不得如乱拆元件、随意短接等。
6、学生在实验过程中,不准打闹、起哄,不迟到、早退,有活动或有事要事先请假。
保管好材料零件,要求独立完成焊接完成后要打分。
人为损坏或丢失的将追究其直接责任。
7、测量电路元件电阻值时,须断开被测电路电源。
8、下课前清理、整理桌面,必须对所使用的仪器设备进行检查,如有问题及时报告指导老师并做记录,并关闭电源,方能离开。
二、训练目标:
1、熟悉要搭接的调光台灯的电路的工作过程,能按电路及工艺要求正确搭接电路。
2、掌握测试单结晶体管触发电路的基本性能的方法。
仪器设备:
单结晶体管触发电路套件、示波器、万用表、电烙铁、镊子、焊锡等。
训练学时数:
2学时
三、训练过程:
1、电路的选择与确定
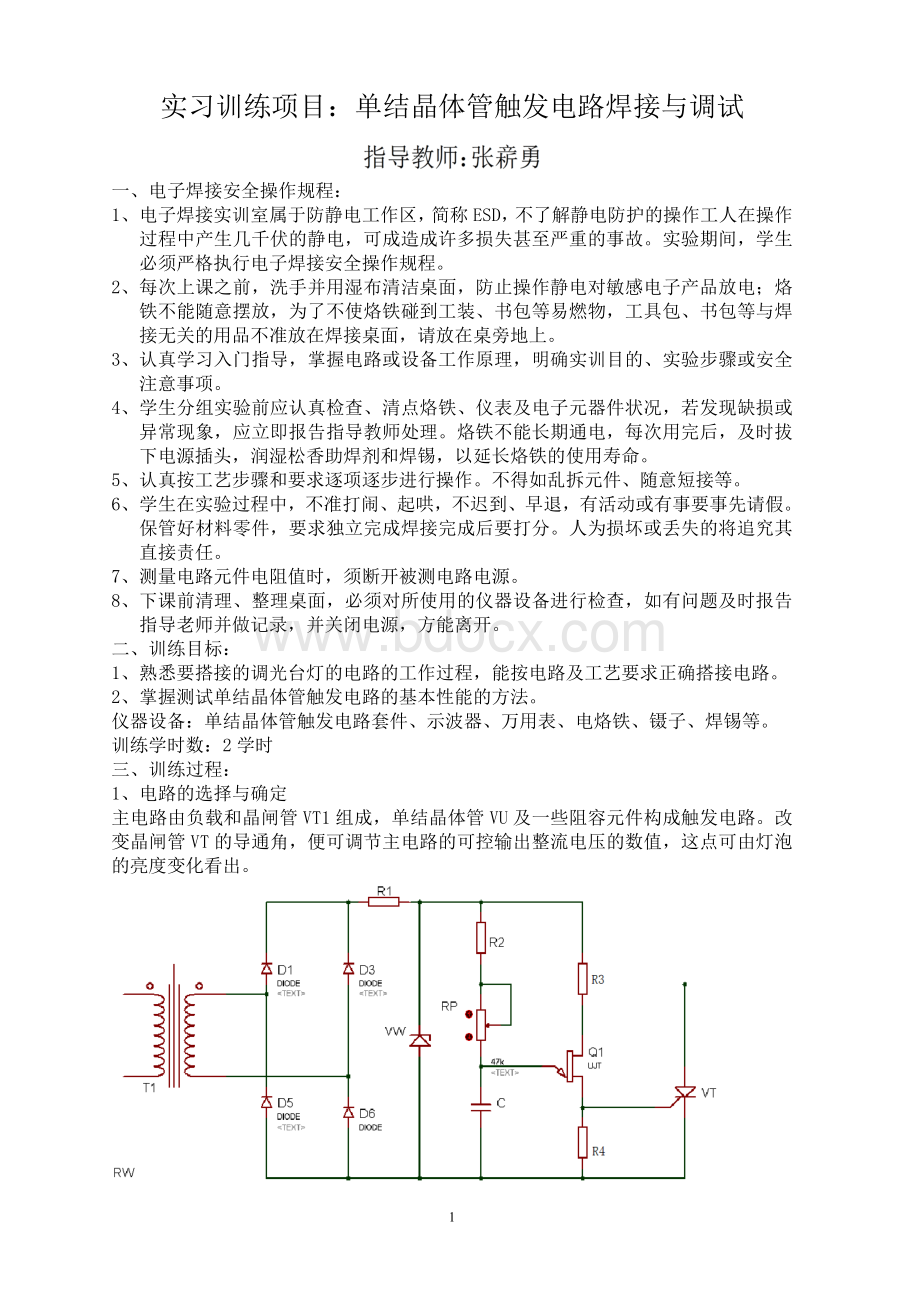
主电路由负载和晶闸管VT1组成,单结晶体管VU及一些阻容元件构成触发电路。
改变晶闸管VT的导通角,便可调节主电路的可控输出整流电压的数值,这点可由灯泡的亮度变化看出。
电路工作原理:
变压器T1二次侧输出的正弦交流电加在由二极管D1、D2、D3、D4组成的全波整流电路,输出全波脉动直流电。
波形为uo。
经过电阻R1分压,在稳压二极管VW两端,得到削顶的脉动直流电压,波形为uz。
单结晶体管的结构与特性
在一块高电阻率的N型硅半导体基片上,引出两个电极,第一基极与第二基极,这两个基极之间的电阻约为2—12KΩ。
在两个基极之间掺入P型杂质铝,引出电极成为发射极,由于只有一个PN结,故称单结晶体管,简称单结管。
利用单结晶体管的负阻特性与RC电路的充放电组成的张弛振荡电路。
电容充电
当加上直流电压后,R3、R4在单结晶体管两个基极之间按分压比分压;另一路通过电阻R2、可调电阻RP对电容C充电,电容两端电压Uc(Ue)按指数曲线渐渐上升,当Ue小于峰点电压Up时,管子e.b1之间处于截止状态,随着Uc值增大,伏安特性上沿着曲线上升。
电流突跳与电容放电
到达峰点P,电容电压Uc(Ue)大于峰点电压Up时,管子e.b1间的电阻突然变小,进入负阻状态,开始导通。
由于电容电压不能突变时,电流突跳,电容开始向电阻R4放电,工作点从峰点P点跳到谷点V点,电源又重新对电容充电,调节充电可调电阻RP即可改变振荡频率。
充电时间:
常数τ充=(R2+RP)C;放电时间:
常数τ放=(Rb1+R3)C,如此反复在单结管发射极形成锯齿波电压uc,在R4上得到很窄的尖脉冲电压ug。
当晶闸管一经导通,控制极即使去掉控制电压,晶闸管仍然可维持导通状态。
起触发作用的只有半个周期尖脉冲序列ug的第一个脉冲,以后的不起作用。
由于晶闸管导通后不能自行关断,在过零点时关断,等待下一个尖脉冲序列ug的第一个脉冲触发导通。
导通前的时间成为控制角α,导通的时间为β,实现调压的目的。
2、元器件的选择与检测
元器件明细表
序号
名称
数量
规格
1
印制电路板
1块
2
整流二极管
4只
1N4007
3
稳压二极管
1只
1N4735
4
单结晶体管
1只
BT33
5
电阻
4只
R1(1KΩ)、R2(500Ω)、R3(500Ω)、R4(51Ω)
6
电位器
1只
RP(100KΩ)
7
电解电容
1只
0.47μF
8
焊接工具
1套
25W电烙铁、焊锡丝、松香、细砂纸
元件质量检测:
数字式万用表红表笔接内部电池的正极,黑表笔接内部电池的负极。
档可用于测量二极管PN结的单向导电性,用于测量晶体二极管和晶体三极管的功能。
打到二极管测试挡,将红黑表笔分别连接二极管的正负极,良好二极管的正向压降为0.150~0.800V。
若显示000,表明二极管短路;若显示1,表明开路。
交换两支表笔,进行反向测试。
若二极管是好的,应显示1;如果显示000,表明二极管短路损坏;如果显示其他数值,表明二极管有缺陷。
判断二极管的极性
用两支表笔分别接触二极管的两极,若万用表显示1V以下,说明二极管处于正向导通状态,红正、黑负;
判断二极管的材料:
正向导通压降VF若为0.150~0.300V,是锗二极管;若为0.500~0.800V,表明是硅二极管。
用数字式万用表检测普通固定电容器:
用电阻挡判断(100~1000UF—20K,10~100Uf---200k,1~10uF---2M),根据电容器正接时漏电流小(阻值大),反接时漏电流大来判断正极(+)、负极(-)。
将万用表的表笔分别接电解电容的两个电极,万用表显示的阻值较小,然后逐渐增大,最后变为1.然后交换两表笔再测,阻值由负增大为1,说明电容器是好的。
若始终很小,说明电容器短路或漏电;始终很大,说明电容器开路。
电阻色环标志:
读取色环电阻读数,用胶带轻轻贴在纸上,写上电阻值。
四环电阻
五环电阻
颜色
I
II
III
倍数
误差
黑
0
0
0
100
棕
1
1
1
101
±1%
红
2
2
2
102
±2%
橙
3
3
3
103
黄
4
4
4
104
绿
5
5
5
105
±0.5%
蓝
6
6
6
±0.25%
紫
7
7
7
±0.1%
灰
8
8
8
白
9
9
9
金
10-1
±5%
银
10-2
±10%
色环认识的小窍门:
金色和银色只能是乘数和允许误差,一定放在右边。
表示允许误差的色环比别的色环稍宽,离别的色环稍远。
我们用的电阻大都允许误差是±1%的,用棕色色环表示,因此棕色一般都在最右边。
3、焊接前的准备工作:
去氧化层;左手捏住电阻或其他元件的本体,右手用锯条轻刮元件脚的表面,左手慢慢地转动,直到表面氧化层全部去除。
元件弯制、插接元件:
用手捏住起子与元件引脚的交点,将元件引脚按照安装孔距沿起子弯成圆形后,插入电路板元件插孔。
元件插放;焊前先测阻值测量为了装好后便于调试,元件插好后一定要用万用表校核阻值后再焊。
电阻的排列方向。
竖排粗环在上,横排粗环在右。
烙铁使用、保养作业指导书——xxx电子有限公司
1.0目的:
为保证相关产品生产质量,确保产品品质一致性,烙铁焊锡工艺标准化。
2.0适应范围:
公司所有有铅与无铅生产线手工焊接。
3.0焊接定义:
金属加工的主要方法之一,它是将两个或两个以上分离的零件,按一定的形式和位置连接成一个整体的工艺过程。
焊接的实质,是利用加热或其他方法,使焊料与被焊金属之间互相吸引、互相渗透,依靠原子之间的内聚力使两种金属达到永久牢固地结合。
4.0烙铁的构造、分类
3.1:
发热部分。
也叫加热部分或加热器,或者称为能量转换部分,俗称烙铁芯,这部分的作用是将电能转换成热能。
3.2:
储热部分。
烙铁的储热部分就是通常所说的烙铁头,它在得到发热部分传来的热量后,温度逐渐上升,并把热量积蓄起来。
通常采用紫铜或铜合金作烙铁头
3.3:
手柄部分。
烙铁的手柄部分是直接同操作人员接触的部分,它应便于操作人员灵活舒适地操作。
手柄一般由木料、胶木或耐高温塑料加工而成。
3.4:
公司内烙铁为内热式,即烙铁芯子(发热元件)安装在烙铁头内,直接对烙铁头加热。
内热式烙铁芯子(发热元件)的镍铬丝和绝缘瓷管都比较细,因而机械强度较外热式差,在使用时不要随意敲击、铲撬,更不能用钳子夹发热管,以免发生意外。
4烙铁头的选用
4.1烙铁头的分类:
刀口烙铁头、马蹄型烙铁头、尖头烙铁头;
5烙铁头修整及镀锡
5.1烙铁头一般用紫铜制成,烙铁头要经电镀。
电镀层的目的就是保护烙铁头不易氧化、腐蚀。
5.2新的烙铁头第一次使用之前,务必先将烙铁温度调至220度,让烙铁头的上锡部位充分吃锡,最好是浸泡在锡堆里5分钟,然后在清洁海绵上擦试干净,并把烙铁温度再次调至300度,重复上述程序,然后进行使用。
可有效防止烙铁头的氧化。
6烙铁保养与维护
6.1每天下班之前,将烙铁头在清洁海绵上擦试干净,然后上一点新鲜的焊锡,第二天使用之前,还是将烙铁头在清洁海绵上擦试干净,重新上锡后使用。
6.2烙铁头的使用温度不宜过高,温度越高,烙铁头的寿命越短,一般建议使用温度350~380度。
特殊要求,请参照现场作业指导书为准。
6.3发热芯的保养
一般来说发热芯的损坏现象有三种,即爆瓷、断裂和发热芯的引脚扭断。
陶瓷在高温状态下是很脆弱的,不能敲击。
爆瓷和引脚的扭断的原因是:
更换烙铁头时,用力旋转或未垂直安装造成。
7焊接材料
7.1焊料是易熔金属,熔点为183℃。
在熔化时能在被焊金属表面形成合金而将被焊金属连接在一起。
在一般电子装配中主要使用锡铅焊料,俗称焊锡。
无铅(99.3/0.7锡/铜),无铅(96.5/0.5/3锡/银/铜,简称305焊锡),无铅(95.5/0.5/4,锡/银/铜,简称:
405焊锡)
7.2手工焊接常用管状锡丝,将焊锡制成管状内部加助焊剂,锡丝直径有0.4、0.6、0.8、1.0mm等。
8其它工具
8.1镊子:
用于夹带被焊元件,使焊接作业顺利进行。
8.2剪钳:
用于去除焊接后过长的元件引脚或元件引脚焊接前的预加工。
8.3吸锡器:
用于取下元件时使用,特别是多脚元件。
8.4防护眼罩:
用于保护眼睛,防止助焊剂飞溅入眼,造成伤害。
8.5抽风机:
用于吸走焊接时助焊剂所挥发出的烟尘等。
8.6烙铁架:
一般放置在工作台右前方,放置烙铁用。
8.7清洁海绵:
焊接时,由于高温,烙铁头容易产生氧化层必须用清洁海绵清洁,以保证焊接质量。
使用时海绵必须加水。
水量标准:
以拿起海绵不滴水为原则.
9:
焊接操作姿势
9.1焊接操作姿势与卫生
操作姿势:
挺胸端正直坐,不要弯腰,鼻尖至烙铁头尖端至少应保持20cm以上的距离,通常以40cm为宜。
掌握正确的操作姿势,可以保证操作者的身心健康,减轻劳动伤害。
为减少焊剂加热时挥发出的化学物质对人的危害,减少有害气体的吸入量。
9.2烙铁的握法。
电烙铁拿法有三种,一反握法动作稳定,长时间操作不宜疲劳,适于大功率烙铁的操作。
正握法适于中等功率烙铁或带弯头电烙铁的操作。
一般在操作台上焊印制板等焊件时多采用握笔法。
握烙铁的姿势像握钢笔那样,与焊接面约为45°。
9.4锡丝的拿法:
手掌自然握住锡线,母指、食指、小指构成支撑点。
10:
焊接
手工焊接一般依以下五步进行:
10.1准备。
准备好被焊零件,烙铁加温到工作温度,要求烙铁头保持干净,无焊渣等氧化物,表面镀有一层焊锡称位吃锡,一手握好烙铁,一手捏好锡丝,烙铁与锡丝分居于被焊零件两侧。
10.2加热。
烙铁头接触被焊零件,包括零件焊盘在内的全体要均匀受热,不要施加压力或随意拖动烙铁,时间约为1~3秒。
特殊的以作业指导书为准。
10.3加
 升级会员
升级会员 