机械工艺与工序卡片 拨叉Word下载.docx
《机械工艺与工序卡片 拨叉Word下载.docx》由会员分享,可在线阅读,更多相关《机械工艺与工序卡片 拨叉Word下载.docx(16页珍藏版)》请在冰豆网上搜索。
件数
备注
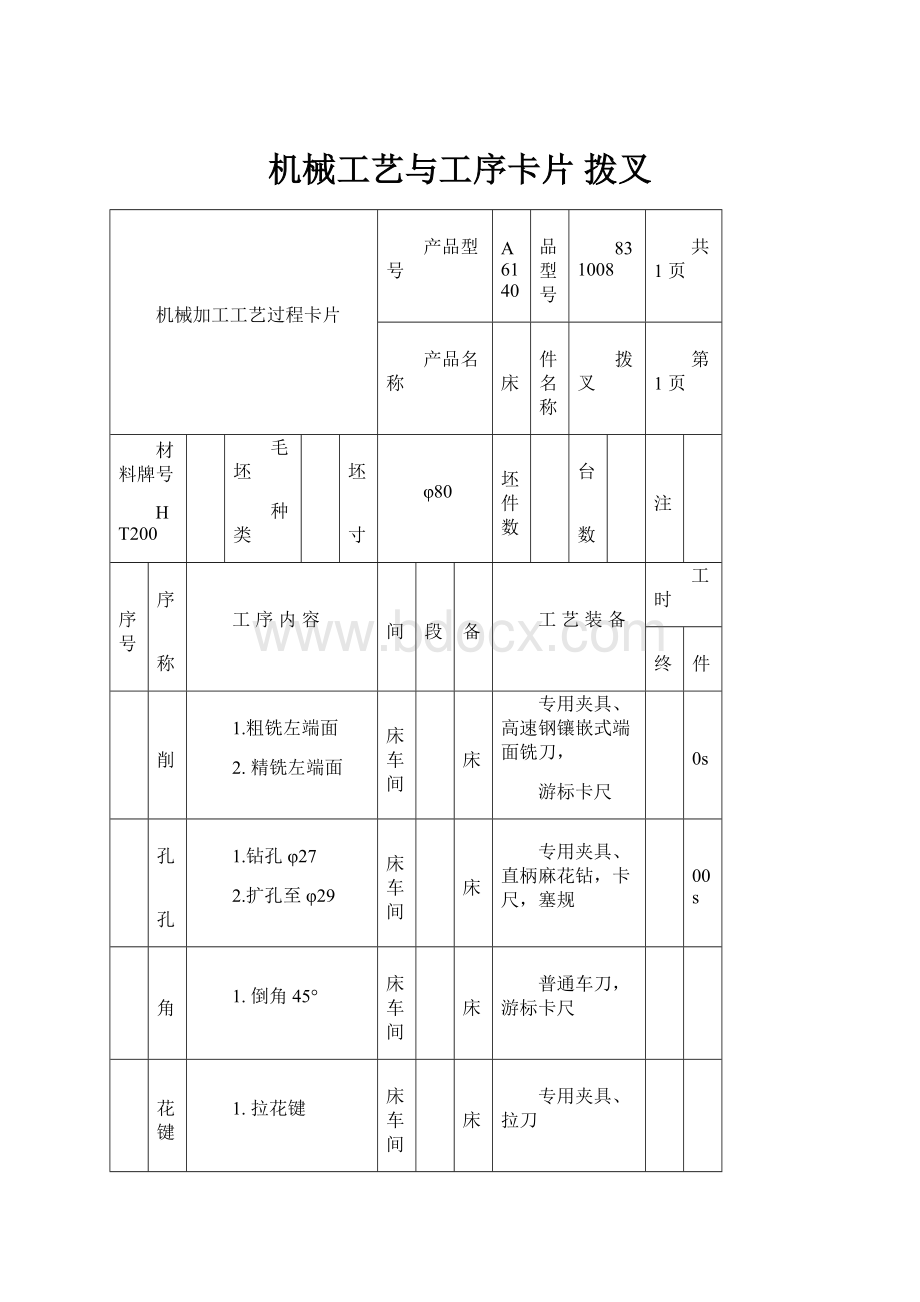
工序号
工序
名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
铣削
1.粗铣左端面
2.精铣左端面
铣床车间
2
铣床
专用夹具、高速钢镶嵌式端面铣刀,
游标卡尺
60s
钻孔
扩孔
1.钻孔φ27
2.扩孔至φ29
钻床车间
钻床
专用夹具、直柄麻花钻,卡尺,塞规
100s
3
倒角
1.倒角45°
车床车间
车床
普通车刀,游标卡尺
4
拉花键
1.拉花键
拉床车间
拉床
专用夹具、拉刀
5
1.粗铣沟槽
2.粗铣上平面
专用夹具、盘铣刀深度,
200s
6
1.精铣沟槽
2.精铣上平面
7
1.钻孔2×
φ8
专用夹具、麻花钻,内径千分尺
8
攻螺纹
1.攻螺纹2×
M8
钳工车间
锥丝
9
检验
检验车间
塞规,卡尺等。
设计(日期)
2011.12.25
审核(日期)
会签(日期)
标记
处数
更改文件
签字
日期
更改文件号
湖南工业大学
机械加工工序卡
零件编号
010
型号
X6140
夹具
通用夹具
定位
原件
V形块
材料
班级
机工091
姓名
徐华敏
2011.12
序号
工步内容
刀具及辅具
切削用量
机动时间
辅助时间
规格
f
n
min
以φ55外圆为粗基准,粗铣φ30孔上端面,使其长度至81mm
端铣刀
W18Cr4V硬质合金钢YG6
1.5mm
0.16
mm/z
119.3
m/min
475r/min
0.09
以φ55外圆为粗基准,粗铣φ30孔下端面,使其长度两端各位32mm,以及φ48的下端面
020
通用
定位
元件
材料
班级
姓名
精铣φ30上表面,使其长度至80mm
1.0mm
精铣φ30下表面,使其长度至32mm
零件
编号
030
元件
以φ30孔的下端面为精基准,钻,扩,铰,精铰φ30孔,保证垂直精度达到IT7(扩钻)
麻花钻头
高速钢
=19
2mm
0.48mm/r
15.4mm/r
272r/min
0.10
铰孔
铰刀
=20
0.5mm
精铰
高速钢d0=20
IT7
0.48mm/z
831系列
040
一面两销、
压板
以φ30内孔为精基准,钻,扩,铰,精铰,φ48半圆孔,保证孔的精度达到IT13。
(扩钻)
高速钢φ=47mm
0.40
mm/r
19.5m/min
125r/min
高速钢φ=48mm
19.6m/min
05
组合
V形
铣断
圆盘铣刀
φ40mm、宽4mm
18mm
0.4mm/r
211m/min
06
XA5032卧式铣床
一销一面
一挡块
以φ30孔的下端面为精基准,粗铣φ48半圆孔的表面,留余量0.14mm。
半圆孔铣刀
φ=40mm
2.5mm
0.10mm/r
117.8m/min
300r/min
0.216
07
以φ30孔的下端面为精基准,精铣φ48半圆孔的上下表面,保证端面相对孔的垂直度误差不超过0.07mm
铣刀
0.21mm/r
600.4mm/r
235r/min
08
螺钉
以φ30mm孔的上端面为精基准,铣外圆面保证直径尺寸为55mm。
粗糙度满足一般要求。
外圆铣刀
W18Cr4V硬质合金钢刀具YG6
0.12
119.3mm/min
0.2
09
一销一挡板
钻套
以φ30孔的上端面为精基准,钻φ4孔,扩孔并精铣保证精度要求上偏差0.015mm,下偏差为0.
高速钢φ=7.5
0.22mm/r
17.1mm/r
1360r/min
以φ30mm孔的上端面为精基准,铣30度长72mm宽32mm的凸台
端面铣刀
0.16mm/r
10
X6140铣床
以φ30孔的上端面为精基准,在凸台端面粗铣并精铣长44宽12深度为5的槽,并保证粗糙度为6.3.
0.9
 升级会员
升级会员 