沈阳机床实习报告Word文档格式.docx
《沈阳机床实习报告Word文档格式.docx》由会员分享,可在线阅读,更多相关《沈阳机床实习报告Word文档格式.docx(10页珍藏版)》请在冰豆网上搜索。
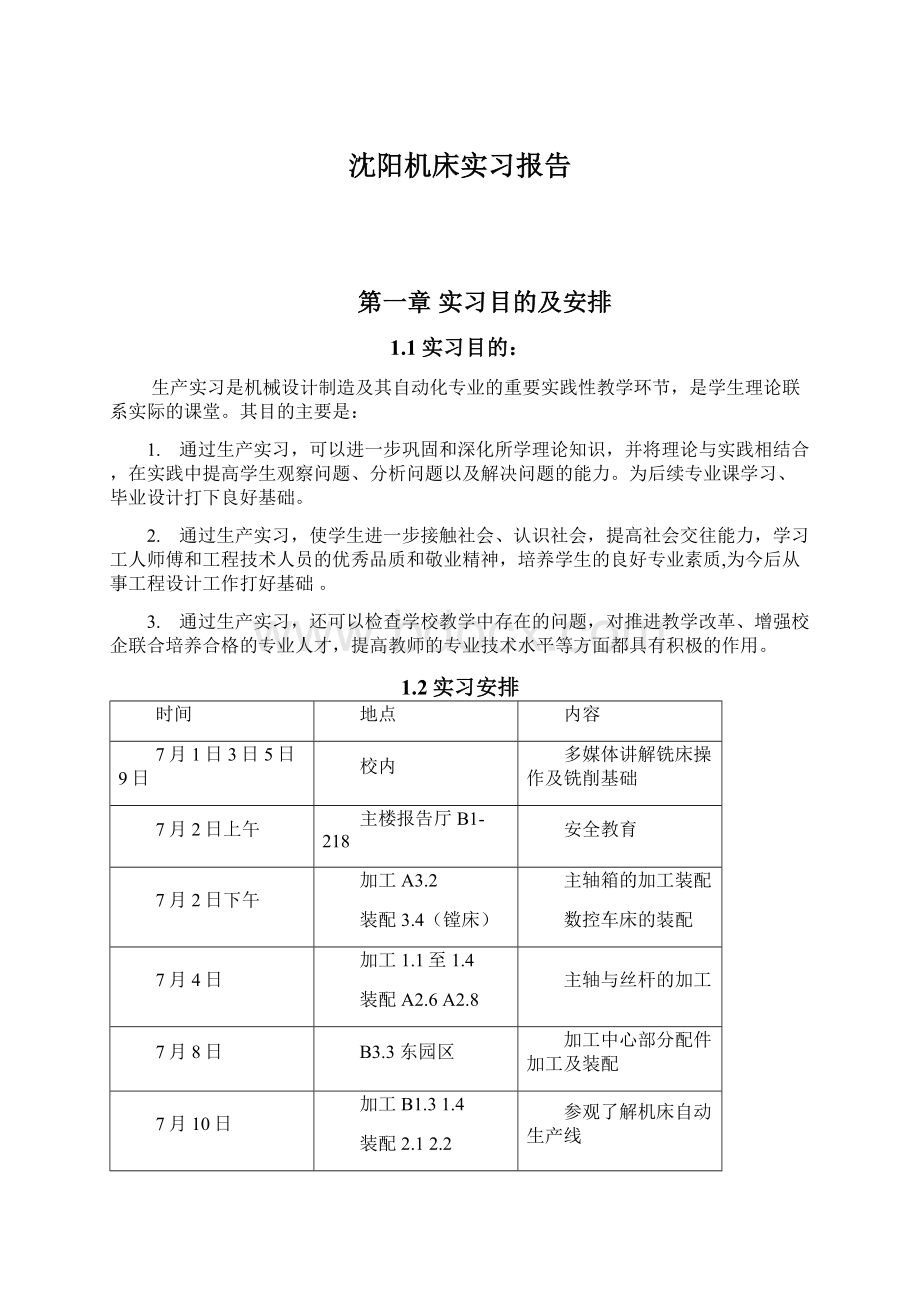
主楼报告厅B1-218
安全教育
7月2日下午
加工A3.2
装配3.4(镗床)
主轴箱的加工装配
数控车床的装配
7月4日
加工1.1至1.4
装配A2.6A2.8
主轴与丝杆的加工
7月8日
B3.3东园区
加工中心部分配件加工及装配
7月10日
加工B1.31.4
装配2.12.2
参观了解机床自动生产线
第二章实习内容
一、沈阳机床集团中捷机床有限公司
沈阳机床股份有限公司中捷钻镗床厂是沈阳机床集团所属最大子公司沈阳机床股份有限公司下辖核心企业之一,其前身为始建于1939年、有70余年建厂史、曾享誉海内外的原中捷友谊厂。
在这里,曾诞生了新中国第一台摇臂钻床、第一台卧式镗床;
研制出了震惊世界的中国磁悬浮轨道梁加工设备、世界跨距最大的摇臂钻床和特大型玻壳屏压机专用设备等。
无数荣耀,曾镌刻在她的丰碑上,令人眩目和称道,她是见证中国机床发展历程的“活化石”。
2006年年底,按照沈阳市政府城市发展总体布局,沈阳机床集团对原中捷友谊厂厂区实施战略性搬迁,在沈阳经济技术开发区建立了数控产业园基地,并于2007年初按专业化分工分别组建了中捷摇臂钻床事业部和中捷镗床事业部。
2008年6月底,沈阳机床集团为快速适应市场需求和加速企业发展需要,再次变革组织机构模式,实施了搬迁后的二次重组,将中捷摇臂钻床事业部和中捷镗床事业部合并成立沈阳机床股份有限公司中捷钻镗床厂。
目前,中捷钻镗床厂在沈阳机床数控产业园区内占地面积7万平方米,下设营销、制造、技术、质量、财务、人力、总办、党群、工会等9个管理部室和7个生产制造车间,在职正式员工1925人,其中具有大专以上学历员工768人,工程技术人员351人,党员467人。
中捷钻镗床厂是以生产普通钻床、镗床、自动镗床、卧式加工中心、立式加工中心、数控钻床等为主的大型企业。
企业具有丰富的开发、制造经验,具备世界上规模最大、工艺独到的制造与装备流程及ERP流程下的精益化管理系统和一流的硬件制造环境;
拥有一支涵盖产品研发、设计、机械制造、零件加工、自主检测、液压、油漆包装等多种工序于一体的,具有高素质的技术、生产、营销和管理者队伍。
企业拥有1000多台/套专业化制造设备及各类高精度机电一体化设备和仪器;
企业固定资产净值达8000余万元。
中捷钻镗床厂作为国内摇臂钻床、卧式铣镗床制造的摇篮,普通摇钻逐步形成了钻孔直径从“40”到“125”大小规格的系列产品(其中Z3040X16型产品曾连续三届荣获国家金奖),产品质量与数量(由过去的月产百余台发展到最高月产近2千台)一直居国内首位,代表着普通摇钻行业的发展态势;
卧式铣镗床(由过去的月产10几台发展到现在月产近300台)在国内外市场中的占有率也是逐年提升,地位可谓举足轻重。
企业重组后,为适应市场和用户的不同需求,企业在原来只生产普通钻床、镗床的基础上,通过自行开发、引进技术、精心研制等举措,不懈探索、不断创新,成功研制出了AH110系列自动镗床,实现了普镗机床的革命性升级换代;
研制出了“160”世界跨距最大摇臂钻床,满足了特定行业需求;
完成了卧加、立加、数控钻床等数控产品试制,结束了中捷钻镗床厂只能生产普通产品的历史,市场领域得到进一步扩展,产品变迁发生了“质”的飞跃。
目前,中捷钻镗床厂产品种类已拥有23个系列、68种规格型号(其中普通机床13个系列,36种型号;
数控机床10个系列,32种型号),能够满足汽车、航天、军工、IT产业和石化、电子、模具、印刷机械、纺织机械、工程机械、机床制造等多行业、多领域的生产制造需求。
产品畅销全国,出口80多个国家和地区,09年完成销售收入15.2亿,市场占有份额实现历史性突破。
在国内市场方面,镗床国内市场占有率提升至62%,稳居行业首位;
钻床国内市场占有率达到85%,垄断地位更加巩固,世界第一大摇臂钻床制造商美誉名副其实。
二各类中小型数控加工中心及主轴的加工
2.1VMC立式加工中心
VMC立式加工中心可用于航天航空,汽车零件,机械加工及模具制造领域,适应于中、小型零件的高精度与高效率的加工和钻、铣、攻、镗的自动化加工
图1.1VMC系列立式加工中心
VMC系列的进给运动:
VMC系列立式加工中心的进给运动分为X、y、Z三个方向的直线运动。
这三个方向上的传动原理完全一样,都是由交流伺服电动机通过挠性联轴器与滚珠丝杠轴直连,从而使执行件工作台(床鞍、主轴箱)沿X(Y、z)轴作直线运动。
VMC系列立式加工中心还可以通过交流伺服电动机带动数控回转工作台(或数控回转盘)进行第四轴的旋转进给运动。
VMC系列的辅助运动:
辅助运动主要有刀库与主轴的自动交换刀具等运动。
自动换刀时低速力矩电动机通过槽轮机构实现刀盘的分度运动,将刀盘卜接受刀具的空刀鹰转到准备换上新刀所需的预定位置。
刀盘的分度有自动和手动两种形式。
换刀运动主要由分度、卸刀、装刀等步骤组成。
具体动作分解如下。
(1)分度将刀盘上的空刀座转至相对主轴处。
(2)接刀汽缸l活塞杆推出,将刀盘上接受刀具的空刀座送至主轴下方卡住刀柄定位槽。
(3)卸W主轴松川、主轴箱上移,刀具卸下留在刀座内。
(4)再分度再次通过分度运动,将刀盘上被选定的刀具转到主轴正下方。
(5)装刀主轴箱下移,主轴夹刀,刀库汽缸活塞杆缩回,刀盘复位,完成换刀动怍。
图1.2VMC系列立式加工中心换刀
表2.1VMC系列加工中心主要规格参数(部分)
2.2CAK系列经济型数控卧式车床
沈阳机床CAK系列卧式数控车床主要包括30\41\50\61\63\80\100系列。
该系列机床品种规格齐全,可以实现轴类、盘类的内外表面,锥面、圆弧、螺纹、镗孔、铰孔加工,也可以实现非圆曲线加工。
根据用户的需求,可选配不同的数控系统和附件。
CAK系列数控车床机构特点:
(1)X、Z轴全数字交流伺服闭环控制。
(2)主轴可实现无级调速与恒速切削。
(3)中文液晶显示及图形轨迹显示。
图1.3 CAK系列卧式数控车床
表1.2CAK系列数控车床部分技术参数
2.3主轴的加工
2.3.1主轴加工过程
1)加工中心孔2)粗车外圆3)车大端各部(大端外圆,短锥,端面,台阶)4)仿形车小端各部5)钻深孔6)车小端锥孔7)车大端面锥孔外短锥及端面)8)钻大端各孔9)对锥孔进行高温淬火10)精车外圆并切槽11)磨削外圆12)磨削锥孔(大端)13)铣键槽14)粗铣及精铣花键15)车大端内侧面及三处螺纹16)磨削各主要锥孔
2.3.2沈阳机床关于主轴加工工艺的分析
沈阳机床主轴加工工艺过程制订的依据是主轴的结构、技术要求、生产批量和设备等。
从数控机床CKA6150主轴的加工,可以看出以下情况:
1)沈阳机床主轴的技术要求,如主轴两个支承轴颈的本身精度,表面粗糙度和不同轴度以及主轴前端内、外锥面与轴颈的不同轴度要求都很高,因此必须正确选择定位基准;
要按粗、精加工合理安排工序。
2)沈阳机床主轴是一种多阶梯的空心轴,而主轴毛坯又往往是实心锻件,因此需要从外圆和中心切去大量的余量,进行深孔加工。
3)结构不同和技术条件不同的轴类零件加工工艺过程是不同的,即使是同一种轴,批量不同或选用的材料及生产条件不同,所加工的工艺过程也是不同的。
批量的大小对加工工艺过程也有很大的影响。
2.4机械手简介
现代工业中,生产过程的机械化,自动化已成为突出的主题。
化工等连续性生产过程的自动化已基本得到解决。
但在机械工业中,加工、装配等生产是不连续的。
因此,装卸、搬运等工序机械化的迫切性,工业机械手就是为实现这些工序的自动化而产生的。
工业机器人的手又称为末端执行器,它使机器人直接用于抓取和握紧(吸附)专用工具(如喷枪、扳手、焊具、喷头等)进行操作的部件。
它具有模仿人手动作的功能,并安装于机器人手臂的前端
工业机器人是一种生产设备,其基本功能是提供作业所需要的运动和动力,其基本原理是通过操作机上个运动构建的运动,自动地实现手部作业动作功能及技术要求。
工业机器人主要应用领域有弧焊、点焊、装配、搬运、喷漆、检测、码垛、研磨抛光和激光加工等复杂作业。
机械手主要由执行机构、驱动机构和控制系统三大部分组成。
其中关节式机械手应用最灵活,当设备型号或摆放位置发生变化时,可通过变成改变手臂动作和姿态,具有极高的柔韧性,但对使用和维护人员的要求也较高,当零件较大加工节拍较长时,6个自由度机械手可实现供4台以上机床的上下料。
如下图所示:
图1.4关节式机械手
三、典型加工方法及加工设备
采用机械加工方法获得的零件形状,是通过机床利用刀具将毛坯上多余的材料切除获得的。
根据机床运动的不同,刀具的不同,可分为不同的加工方法,主要有:
车削、铣削、磨削、钻削、镗削及特种加工等。
下面结合沈阳机床实际情况对铣削和车削进行简要分析。
3.1铣削
3.1.1铣削及其特征
用旋转的铣刀作为刀具的切削加工。
铣削一般在铣床或镗床上进行,适于加工平面、沟槽、各种成形面(如花键、齿轮和螺纹)和模具的特殊形面等。
铣削的特征是:
(1)铣刀各刀齿周期性地参与间断切削;
(2)每个刀齿在切削过程中的切削厚度是变化的。
(3)每齿进给量αf(毫米/齿),表示铣刀每转过一个刀齿的时间内工件的相对位移量。
铣削主要用来对各种平面、各类沟槽等进行粗加工和半精加工,用成型铣刀也可以加工出固定的曲面。
其加工精度一般可达IT9~IT7,表面粗糙度为Ra6.3~1.6μm。
概括而言,可以铣削平面、台阶面、成型曲面、螺旋面、键槽、T形槽、燕尾槽、螺纹、齿形等。
3.1.2沈阳机床主要铣削设备
(1)龙门加工中心:
GMB系列龙门镗铣加工中心、GMC系列龙门五面体加工中心等。
(2)立式加工中心:
TC-R高速钻攻中心、VMC-E经济型立式加工中心等。
(3)高速加工中心:
BW系列高速卧式加工中心、VMC-e系列五轴立式加工中心等。
3.2车削
3.2.1车削及其特征
工件旋转,车刀在平面内作直线或曲线移动的切削加工。
车削一般在车床上进行,用以加工工件的内外圆、车削柱面、端面、圆锥面、成形面和螺纹等。
车削特征是:
(1)利用卡盘安装工件,回转轴线是车床主轴回转轴线。
利用前后顶尖安装工件,回转轴线是两顶尖的中心连线。
(2)切削过程较平稳避免了惯性力与冲击力,允许采用较大的切削用量,高速切削,利于生产率提高。
(3)适于有色金属零件的精加工。
有色金属零件表面粗糙度大Ra值要求较小时,不宜采用磨削加工,需要用车削或铣削等。
用金刚石车刀进行精细车时,可达较高质量。
(4)刀具简单。
车刀制造、刃磨和安装均较方便。
车削加工精度一般为IT8~IT7,表面粗糙度为Ra6.3~1.6μm;
精车时,加工精度可达IT6~IT5,粗糙度可达Ra0.4~0.1μm。
(1)车削外圆和端面、切断、切槽、钻孔、铰孔、镗孔。
(2)车削各种螺纹滚花。
(3)车削内外圆锥面。
(4)车削各种特殊型面以及弹簧盘绕等。
(5)若在车床上配置各种附件和夹具,还可进行磨削、研磨、抛光以及各种特殊零件的外圆、内孔等加工。
(6)可实现长轴、曲轴、蜗杆等特殊零件的加工。
3.2.2沈阳机床主要车削设备
(1)卧式车床:
CA系列普通卧式车床、CAK系列经济型数控车床等。
(2)立式车床:
GTC系列数控立式车床、VTC系列数控立式车床等。
(3)专机:
SUM系列管螺纹数控专机、CQ系列车桥专机等。
(4)车铣中心:
GTM系列立式车铣复合加工中心、VTC系列立式车铣复合加工中心等。
第三章实习总结
本次实习,让我对机床有了一个整体的认识。
虽然实习的时间很短,但是在这段时间内我学到了很多知识,加深了学过的知识。
也了解了有关于机床的许多资料,明白了机床对一个国家工业发展的重要性。
这次实习经历将会是我人生当中不可多得的财富和经验的累积。
生产实习是每个大学生必须拥有的一段经历,它使我们在实践中了解社会,让我们学到了很多在课堂上根本就学不到的知识也打开了视野,增长了见识,为我们以后进一步走向社会打下坚实的基础。
通过了解零件机加工的情况,与学习本专业有关的各种知识,第一次亲身感受了所学知识与实际的应用,让我们大开眼界,也是对以前所学知识的一个初审。
通过这次生产实习,进一步巩固和深化所学的理论知识,为后续专业课学习和毕业设计打好基础。
最后,感谢实习单位沈阳机床集团为我提供的这次实习机会,以及老师耐心的讲解,此次生产实习,令我受益终身,我将继续努力学习提高自我。
 升级会员
升级会员 