椭圆抛物线宏程序教案Word格式.docx
《椭圆抛物线宏程序教案Word格式.docx》由会员分享,可在线阅读,更多相关《椭圆抛物线宏程序教案Word格式.docx(9页珍藏版)》请在冰豆网上搜索。
标准
培训单位
比例
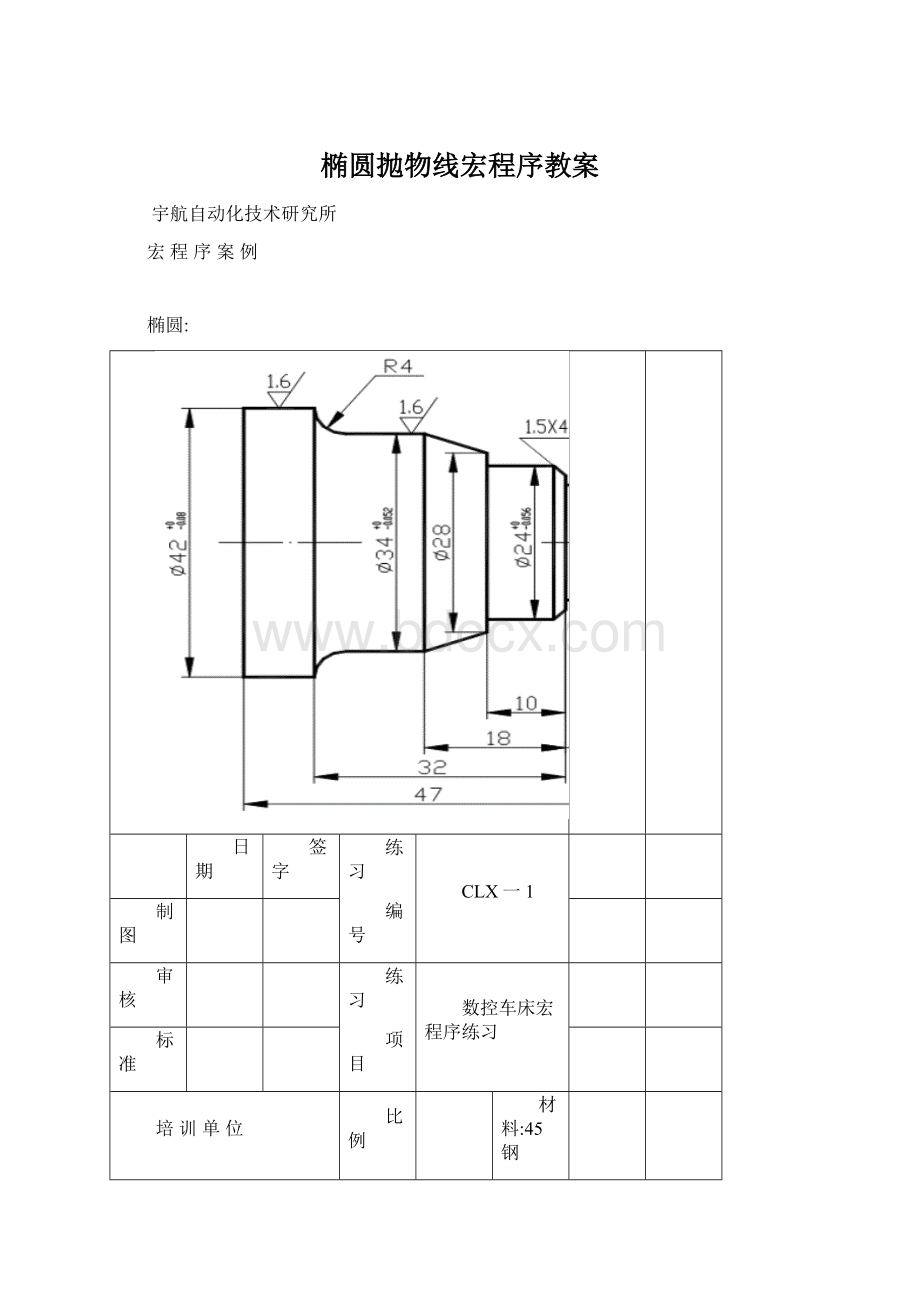
材料:
45钢
南京宇航自动化技术研究所
数量
重量
学号
图号
加工工艺分析:
(1)分析零件图
♦通过对零件形状结构、加工精度、热处理及批量的分析,确定零件可以采用车加工完成整个零件的加工。
♦通过分析零件的尺寸,表面粗糙度,材质等等,粗步考虑零件的加工工艺参数——S,F,精车量,粗车进给……
(2)确定定位基准——工件轴心线和左端大端面
装夹方式——三爪自定心卡盘夹紧
加工路线——先车端面;
再粗车φ42,φ34,φ28,φ24,椭圆,X向留0.4mm、Z向留0.2mm的精加工量;
然后精车整个零件。
(3)确定切削刀具——1号刀35度外圆车刀
2号刀35度外圆车刀
(4)确定切削用量——主轴转速粗车S=800,精车S=1000;
粗车进给率F=0.3,精车进给率F=0.2;
粗车进给量单边2mm,精车一次完成。
(5)设定工件坐标系
(6)进行数据处理——节点计算,确定换刀点位。
(7)制定加工方案——
1)、采用1号刀,车端面。
2)、用1号刀,粗车外形,留X向0.4mm、Z向0.2mm的精加工量。
3)、用2号刀,精车外形,达到图纸要求。
程序示范:
O0010
T0101
G00X100Z100
M03S800
M08
G00X50Z5
Z0
G1X0F0.2
G0X50Z5
G73U20W1R5
G73P10Q20U0.4W0.2F0.3
N10G0X0Z2
G1X0Z0F0.2
#100=0
N15#101=#100+12
#102=9*SQRT[1-#101*#101/144]
G1X[#102*2]Z[#100]
#100=#100-1
IF[#100GE-9]GOTO15
G1W-6
X21
X24W-1.5
W-10
X28
X34W-8
G2X42W-4R4
G1W-9
N20X45
G0X100Z100
T0202
S1000
G70P10Q20
M05
M30
抛物线:
抛物线方程:
CLX一2
1、分析零件图
2、确定定位基准——工件轴心线和左端大端面
再粗车φ20,椭圆,X向留0.4mm、Z向留0.2mm的精加工量;
3、确定切削刀具——1号刀35度外圆车刀
4、确定切削用量——主轴转速粗车S=800,精车S=1000;
粗车进给量单边1mm,精车一次完成。
5、设定工件坐标系
6、进行数据处理——节点计算,确定换刀点位。
7、制定加工方案——
O0007
G00X30Z0
G00X25Z5
G73U10W2R5
G73P10Q20U0.5W0.3F0.3
N10G00X0Z5
#101=0
N15G01X[#100*2]Z[#101]
#101=-#100*#100/10
#100=#100+1
IF[#101GT-10]GOTO15
G1W–10
N20X22
半径补偿例题:
CLX一3
数控铣床宏程序练习
♦通过对零件形状结构、加工精度、热处理及批量的分析,确定零件可以采用铣加工完成整个零件的加工。
3、确定定位基准——工件两侧面和底面
装夹方式——精密虎钳
3、确定切削刀具——1号刀直径16的端铣刀
4、确定切削用量——主轴转速S=1500;
进给率F=200;
零点在工件中心
半径补偿用圆弧方式切入。
用一号刀铣圆。
T01M06
G00G90G54X-40Y22S1500M03
G43H1Z50G01F1000
G1Z-1F200M08
X25F150
Y7
X-25
Y-7
X25
Y-22
X-60
Y0
Z-5
G41G01X-44Y0D01
G03X-24Y0R10
G02I24
G01Y40F300
Z-9
Y-25F150
Y25
X40
G40Y35M09
G28G91Z0M05
M30
 升级会员
升级会员 