球罐组装方案Word下载.docx
《球罐组装方案Word下载.docx》由会员分享,可在线阅读,更多相关《球罐组装方案Word下载.docx(13页珍藏版)》请在冰豆网上搜索。
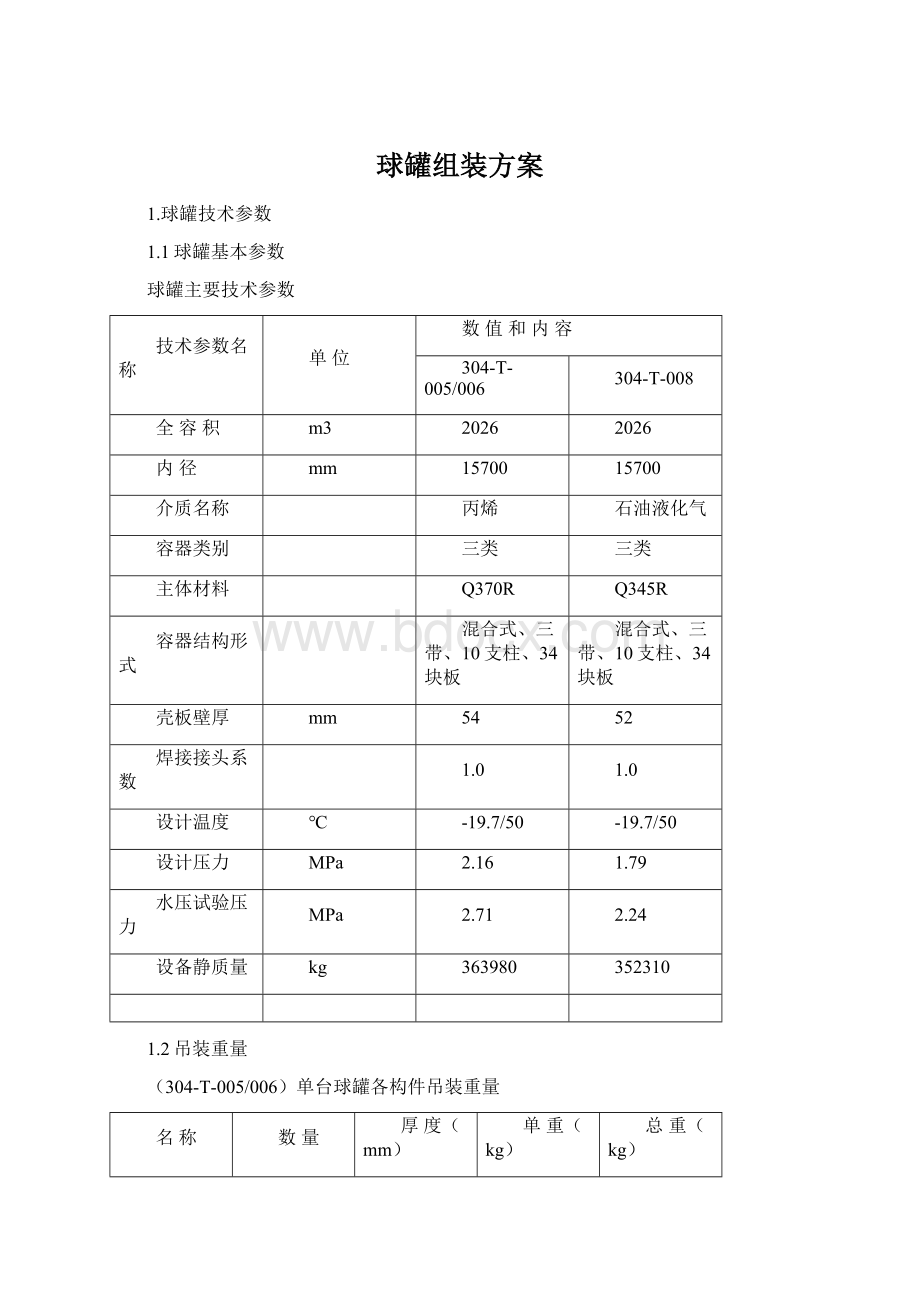
三类
主体材料
Q370R
Q345R
容器结构形式
混合式、三带、10支柱、34块板
壳板壁厚
54
52
焊接接头系数
1.0
设计温度
℃
-19.7/50
设计压力
MPa
2.16
1.79
水压试验压力
2.71
2.24
设备静质量
kg
363980
352310
1.2吊装重量
(304-T-005/006)单台球罐各构件吊装重量
名称
数量
厚度(mm)
单重(kg)
总重(kg)
极中板
2
10180
20360
极侧板
4
40720
极边板
8
8780
70240
赤道带板
10
9980
99800
带柱头赤道带板
20645
206450
下段支柱
φ600×
12
1782
17820
2.球罐组装方法、程序
2.1组装方法
为了减少焊接变形,达到速度快、质量好的目的,采用散装法组装,散装法组装分为两部分,赤道带及上极带为内部组装外部调缝,下极带为内部组装内部调缝。
吊装选用70T汽车吊,首先组装赤道带,赤道带组装完后,调整赤道带上、下口水平度在允许偏差范围内。
以赤道带下口为基准,组装下极带边板,再组装下极带侧板,预留下极中板。
以赤道带上口为基准,组装上极带。
等组装好的球罐各带焊缝焊接完成后,再组装预留的极中板。
2.2组装程序
球罐(混合式三带十支柱)组装顺序如下:
赤道带板——下极带边板——下极带侧板——上极带边板——上极带侧板——上极带中板——下极带中板
3.组装过程
3.1施工前验收检查
对球罐基础进行验收,检查合格后办理交接。
检查内容包括对技术资料的审核以及对球罐基础施工质量的实测实量。
检查项目如下:
基础尺寸允许偏差
序号
项目
允许偏差
1
基础中心圆直径
±
7.8mm
基础方位
1°
3
相邻支柱基础中心距
2mm
地脚螺栓中心与基础中心圆的间距
5
基础
标高
支柱基础上表面的标高
-15mm
相邻支柱基础的标高差
4mm
6
单个支柱基础上表面的平面度
基础预埋地脚板表面的油污、泥土、积水等均应清除干净;
预埋地脚螺栓的螺纹和螺母应保护完好;
检查地脚螺栓露出长度、丝扣长度、变形等情况。
3.2支柱的全长直线度允许偏差应小于或等于全长的1/1000,且不大于10mm。
3.3检查带上段支柱的赤道带板,采用弦长1m的样板检查赤道带的曲率,其间隙不得大于3mm,轴线位置偏移不应大于2mm。
3.4下段支柱与底板的组焊应垂直,其垂直度允许偏差为2mm。
下段支柱与底板垂直度检查(单位:
mm)
3.3具体措施
3.3.1在球壳板上按定位方铁布置图将定位方铁位置画好,选用有施焊资格的焊工对定位方铁三面按施焊工艺进行施焊,保证焊接质量。
根据组装位置,赤道带、上极带板的组装定位方铁在球壳板的凸面侧,下极带的组装定位方铁焊在球壳板的内侧,组装施工人员在吊装重物上方施工。
3.3.2根据每带球壳板所在的位置及吊装要求,每块赤道板内侧焊四个吊点,下极带各板(除下极中板)内侧焊三个吊点,上极带各板(除上极中板)外侧焊三个吊点,上极中板外侧焊四个吊点,下极中板内侧焊四个吊点,每个吊点均选用有施焊资格的焊工按施焊工艺进行四面施焊,保证焊接质量及吊装强度,为尽量减少下极带内部焊迹数量,下极带内部吊点选用多个定位方铁代替,加强焊肉高度,四面满焊,保证焊接质量及吊装强度。
3.3.3上支柱与下段支柱组立
上支柱与下支柱的组对在地面上进行,地面预先须找平,以使保持水平,依据赤道带板的几何尺寸,画线定点并焊上挡铁。
上支柱与下支柱点固后,用水准仪和直尺检查支柱的直线度和长度。
支柱全长直线度允许偏差不应大于1‰且不大于10mm,长度偏差不大于3mm,支柱与带板轴线的平行度应不大于2mm,合格后进行上支柱与下支柱焊接。
3.3.4脚手架搭设
结合各带壳板的尺寸和安装位置,球罐组装前在地面上将三角挂架用挂鼻焊接在壳板的指定部位,预先固定在壳板所设的挂鼻上,赤道带板内侧由上至下设5层挂架,外侧上部设1层挂架,带支柱赤道带板每层布置2个挂鼻,不带支柱赤道带板每层布置1个挂鼻;
下极带边板内侧设1层挂架,每块板设5个挂鼻(布置见图)。
将不同规格的三角挂架安装在相对应的挂鼻上。
并在层间铺设绑扎钢跳板作为操作平台。
球罐吊装完成后,将预置于罐内的两层伞形架吊起,就位固定在上温带内侧,上部采用横杆固定在上人孔处。
外脚手架与防护棚连为一体,在球罐吊装完成后组立,采用单排结构钢管扣件连接,并铺设钢跳板。
防护棚采取地面预制成片,分片吊装,外部用瓦楞铁皮下部横碴向内覆盖,要求达到防火、防风、防雨,满足焊接及无损检验的要求。
3.3.5赤道带的组装
吊装第一块带柱头的赤道带板,就位在下段支柱上,利用四个卡具将其固定,再以同样方法吊装第二块带柱头的赤道带板。
吊装一块不带支柱的赤道板插入两块已安装好的带柱头的赤道板之间,用组装卡具连接固定并粗调三块赤道板间的对口间隙、错边及水平相对位置。
依照上述方法依次将带支柱的赤道板和不带支柱的赤道板吊装就位并调整好,使赤道带闭合组装成整体。
3.3.6下极带板的安装
下极带壳板共7块,其中下极中板已焊好接管。
在进行赤道带组装前,将7块下极带板放在基础圆内。
球罐赤道带组装结束后,吊车吊钩从赤道带上环口垂下,利用下极带边板、下极带侧板内侧的定位方铁和吊耳作吊点进行吊装。
利用吊车和手拉葫芦将下极边板与赤道带板组装,下极边板与下极侧板组装,按顺序依次吊装闭合。
用组装卡具组装并调整好下极带板与赤道带板间、下极带板与下极带板的对口间隙、错边量、棱角等。
待球罐内部脚手架拆卸完后,吊装下极中板。
3.3.7上极带板组装
利用吊车吊起上极带边板,吊装就位于赤道带上环口,用卡具固定,调整好角度后,打紧卡具后摘钩;
同样办法吊装就位相邻一块上极带边板,同样方法直至上极带边板闭合。
利用吊车吊起上极带侧板,根据球罐管口方位确定上极板方位,吊装就位于上极边板环口两侧,利用卡具固定,打紧后摘钩。
最后吊装上极带中板,直至上极带组装闭合。
下极带边板的吊装
下极带侧板的吊装
上极带边板的吊装
上极带侧板的吊装
上极带中心板的吊装
下极带中心板的吊装
3.3.8焊道调整和定位焊
球罐吊装就位后,在施焊前必须借助卡具定位方铁,按组装质量要求进行焊道调整。
焊道调整首先进行粗调,按分带将间隙,错边及棱角调到标准要求的大致范围内,再进行细调,对检查合格的焊道进行定位点固。
经检查合格后,在球罐内侧对焊道进行定位焊,定位焊必须按球罐对接焊缝焊接工艺施焊。
定位焊先焊纵缝,后焊环缝。
定位焊长度为80~100mm,间距300-500mm为宜。
球罐组装完毕后检查球罐的各项组装指标,检查结果符合设计要求及规范标准即完成球罐组装工作。
球罐组装后质量检查
序号
检查项目
检查内容
允许偏差(mm)
备注
球罐直径
球罐两极间的内直径与球壳设计内直径之差、赤道截面的最大内直径与最小内直径之差
47
在水平和垂直2个方向测内径
支柱垂直度
15
对称均匀拉紧拉杆,支柱找正后,在径向和周向两个方向铅垂测量
对口间隙
2±
用焊接检验尺、钢直尺、弦长1000mm样板沿对接接头每500mm测量一点
错边量
棱角值
7
球壳板组装时的棱角检查示意图:
对口错边量检查
示意图:
赤道带垂直度检查示意图:
支柱垂直度检查(单位:
4.HSE安全管理措施
4.1球罐组装以吊装作业为主,吊装作业时应按吊装作业方案进行。
4.2在吊装作业范围内设置临时专区,悬挂警示牌,禁止无关人员入内。
4.3组装登高作业人员必须系好安全带,严禁高空向下抛物。
4.4严禁在吊装物下方作业施工,起重臂下严禁站人。
4.5球罐内外照明装置和焊接设备必须配备安全用电器,所有的用电设备,零线必须接地。
4.6防止高空坠落和物体打击,必须充分利用安全“三宝”,翻跳板及向下放重物时,旁侧应有人监护,随时清除各层操作平台上的杂物,以防坠落伤人。
4.7球罐内外脚手架应牢固可靠,且内外脚手架各层操作平台及马道宽度不应小于两块跳板宽度,并且严禁探头跳,跳板、钢管、挂架在使用前应注意检查腐蚀情况,对于经常移动的跳板,应注意移动后的稳定性。
 升级会员
升级会员 