PVC管材开停机规范Word格式.docx
《PVC管材开停机规范Word格式.docx》由会员分享,可在线阅读,更多相关《PVC管材开停机规范Word格式.docx(8页珍藏版)》请在冰豆网上搜索。
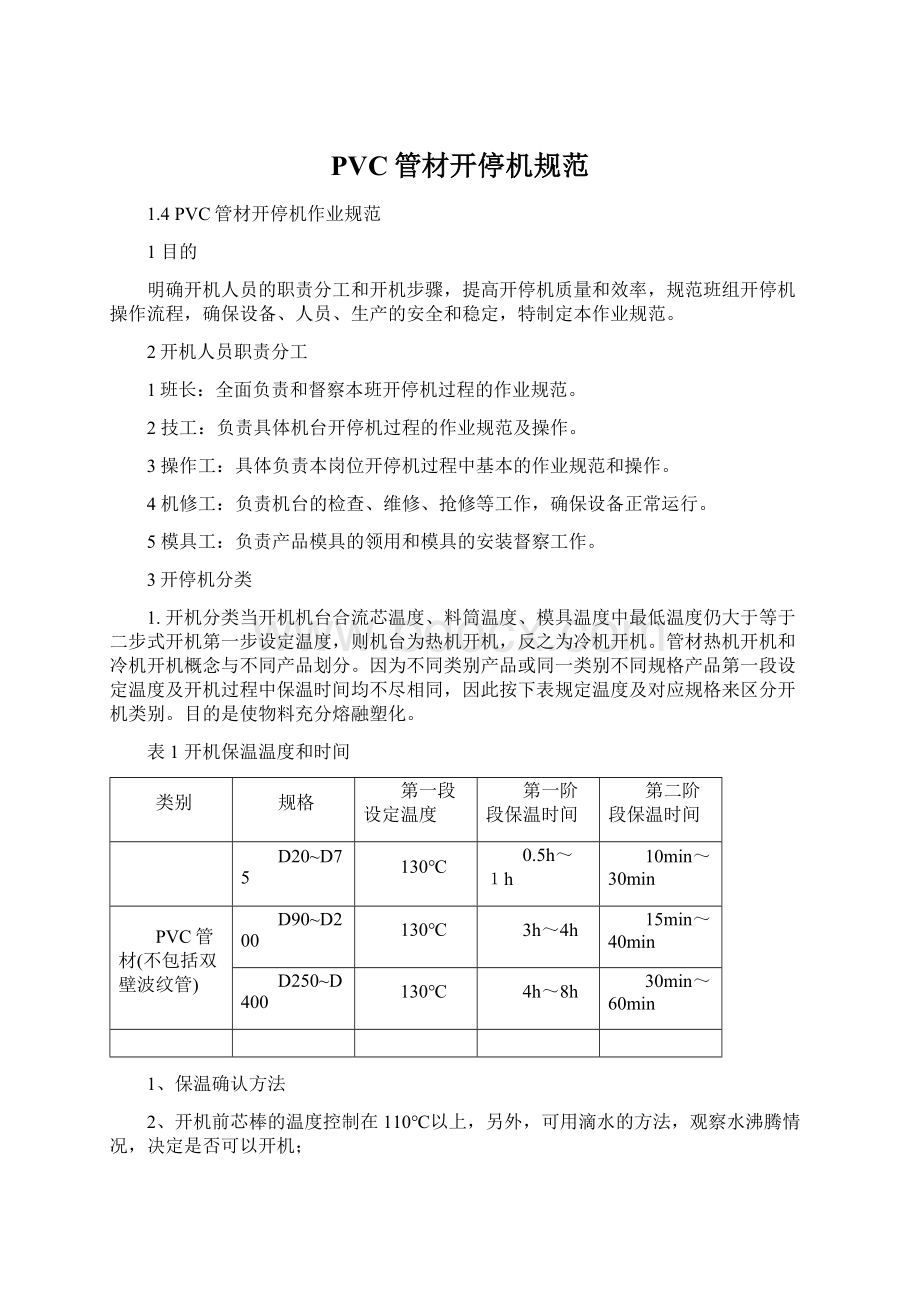
类别
规格
第一段设定温度
第一阶段保温时间
第二阶段保温时间
D20~D75
130℃
0.5h~1h
10min~30min
PVC管材(不包括双壁波纹管)
D90~D200
3h~4h
15min~40min
D250~D400
4h~8h
30min~60min
1、保温确认方法
2、开机前芯棒的温度控制在110℃以上,另外,可用滴水的方法,观察水沸腾情况,决定是否可以开机;
3、保温时间若模具含料开机,则取保温时间的下限值,若模具为空的,则取保温时间的上限值;
1、热机开机
2、当开启模具温度、合流芯温度、料筒温度中最低温度仍大于等于130度时,则机台为热机开;
。
3、更换模具:
需要更换模具(即需要按4.4.1操作程序),同时不需要第一阶段的温度设定(即不需4.4.3操作程序);
a)1.3.2不更换模具:
不需要更换模具(即不需4.4.1操作程序),同时不需要第一阶段的;
b)温度设定(即不需4.4.3操作程序);
4、冷机开机当开启模具温度、合流芯温度、料筒温度中最低温度小于130度时,则机台为冷机开机;
5、更换模具:
需要更换模具(即需要按4.4.1操作程序),同时需要第一阶段的温度设定(即需4.4.3操作程序);
a)1.4.2不更换模具:
不需要更换模具(即不需4.4.1操作程序),同时需要第一阶段的温;
b)度设定(即需4.4.3操作程序);
6、停机分类
7、正常计划停机:
根据《生产安排通知单》的计划安排停机的,为正常计划停机;
a)异常情况停机:
突发性的故障、瞬间停机的,为异常情况停机。
如:
雷电、设备故障造成的跳闸,均为异常情况停机;
b)4开机作业规范
7、开机流程图《开机作业流程》
8、开机各岗位要求
9、班长:
全面负责和督察开机操作规范,做好技工和操作工开机工作安排,通知现场质检员做好开机跟踪和开机首检准备、及时更换基准样,通知混料班组按要求准备物料并及时换料、倒料,开机成功后通知现场质检员送开机首检样品进行物理性能检测。
10、技工:
负责本机台开停机过程作业规范及操作,接到班长通知后做好开机前准备工作、模具检查及安装、保温及开机操作等。
11、操作工:
负责本机台开停机过程中基本的作业规范和操作。
a)机修工:
负责机台的检查、维修、抢修等工作,确保设备及水、电、气各管路正常运
b)行。
12、模具工:
按要求检查、领用模具及其配件,模具安装过程的督察与指导。
13、开机前准备工作
14、班长负责模具及其配件的检查,检查模具流道部位是否完好,检查加热圈功率是否匹配,检查热电偶型号是否匹配,检查接线的线路是否完好;
15、班长负责开机料、生产料的核查和确认检查;
16、技工开机前准备好两条以上牛皮纸PVC包装袋,以盛放开机挤出机头料,准备好开机用的各种工具,准备好真空密封的橡胶垫,准备好开机用的牵引管、拉钩等;
17、技工检查模具有否装错、热电偶、电插头是否插到位,检查主机真空和加料口是否有脏杂物,清理磁力架和机颈加料口,清理主机真空罐;
18、技工检查完毕后通知机修工检查主机各开关、各加热区、各真空泵、水泵、定型台、水、气路是否正常;
19、技工填好《开机前检查表》;
20、开机步骤;
21、模具及其配件的安装;
22、技工根据《拆、装模操作规范》按顺序装好模具;
23、模具各部件安装调整后,技工负责定径套、密封圈、切割机哈夫等的安装;
24、水、电、气管开启;
25、4.2.1主机、辅机水、电、气开启,试各管路是否正常运转,异常情况由技工负责通知机修工进行检查和抢修;
26、检查水、电、气各仪表、流量,确保能正常开机;
27、第一阶段保温;
28、技工将模具、合流芯与料筒进行升温,模具、合流芯、料筒温度设定130℃,按要求在规定的时间内达到保温温度(见表1);
29、技工在保温过程需重整模具;
30、保温期间的准备工作;
31、技工在保温过程需准备喷码机;
32、技工在保温期间对模具进一步复查;
33、技工在保温期间通知机修人员对主辅机进行检查;
34、技工负责填写并监督机修、质检人员完成《开机检查表》的填写;
35、第二阶段保温;
36、技工负责按《开机指令书》上的要求,把温度升到生产温度;
37、技工按要求进行第二步的保温,在升温过程中再次对加热系统进行检查,主要检查各加热系统升温是否一致,有无异常情况;
38、低速开车;
39、待二次保温达到要求后开始开机,开机时先启动同步按钮,先将同步旋钮缓慢旋转,同时缓慢旋转螺杆转速调节旋钮,螺杆转速慢速启动,一般不大于5转/分;
同时少量加料2转/分,注意主机电流及扭矩变化情况,扭矩一般不能超过80%;
开机时应密切注意机头熔体压力表和熔温表,此表能反映出物料的塑化状态,管材被挤出前,人不得站于口模正前方,以防止喷料和因螺栓拉断而产生安全事故;
40、根据料胚运行的方向,对壁厚及其偏差进行调整;
41、正常开车;
42、当管材料坯胚从口模挤出后,逐步将主机转速、给料转速调整到设定值,扭矩达到正常值后,开启主机真空泵,主机真空度一般要≥0.05MPa,辅材真空度一般要≥0.02Mpa;
43、挤出料胚正常后,应先切管坯判断塑化状态、壁厚偏差、内外壁划痕等,从管胚中能反映的问题,及时进行调整,将挤出料坯切成20厘米以下的料段放于准备好的纸袋上;
44、确认管胚坯没有问题出料正常后,通冷却水,打开定型真空;
45、管材牵引、定型;
46、将挤出料胚冷却并牵引进定型箱,同时开动牵引机;
47、产品质量的调整;
48、根据管材实际需要,技工对管材各工艺参数作适当调整,对管材各功能尺寸和外观断面进行调整,操作工在切割机处将未成型或未调试好的废管锯成小段装袋,并观察管材成型状态及时反映给技工;
49、经质检人员确认表观合格后标贴合格证、包装,同时现场质检员及时送样进行开机首检;
50、正常生产及看线;
51、4.10.1在正常生产过程中,技工必须时刻注意设备的运行状况,作好各种记录,并随时注意观察各种异常情况,根据实际产品质量要求,进行适当调整。
52、开机成功后,技工和操作工完成机台和设备现场的整理工作。
53、开机加工工艺、产品表观、产品物理性能均合格后,开机成功,进入正常看线过程;
54、注意事项;
55、开机前,需确保料筒、模具温度达到指定要求,保温达到要求后方可启动主机,严禁冷开机;
56、开机前,查看主机螺杆转速是否归零位,再按开机按钮,提速须阶段性提速,速度要慢,以防螺杆之间相互咬死、刮毛;
57、开机人员将机头和挤出机法兰螺栓再拧紧一次,以防止漏料;
58、开机前通知机修人员对料筒、模具的加热圈、热电偶、仪表进行检查,确保开机温度准确;
59、开机时,要观察扭矩或电流是否正常。
如发现料筒内部有异常响声及主机电流增大、扭矩增高,波动范围较大时,须立即停机并及时通知机修工进行观察、检修,确保无障碍后方可重新开机;
60、开机时应密切注意熔体压力、熔体温度表,此表能反映出物料的塑化情况;
61、清理真空时,须用线管、铜棒等物,严禁使用起子、内六角和直接用手进行操作;
62、停机前必须先关闭主机真空泵,防止物料吸进排气装置;
5停机作业流程
停机作业是开机作业流程的反过程,对人、机、物的要求基本一致。
1、停机流程图
2、停机各岗位要求
3、班长:
全面负责和督察停机作业规范。
要做好技工和操作工停机工作的安排,通知混料班组停料,停机成功后通知机修做好停机设备检查。
4、技工:
负责本机台停机过程的作业规范及操作,接到班长通知后做好停机准备及停机操作等。
5、操作工:
负责本机台停机过程中基本的作业规范和操作。
6、机修工:
负责停机机台的检查、维修等工作。
7、模具工:
对模具拆卸过程进行督察与指导,同时对生产班组返还的模具进行检查和保养。
停机准备工作
a)技工负责准备好至少两条以上PVC纸袋,以备盛放挤出机头料,准备好停机用的各种工具,准备好停机料,在料斗内原料快用完前,清点产品根数凑足整包等;
b)停机步骤
c)当停机准备完成后,开始停机,如需长时间停机和换配方的机台一定要把料斗内原物料用完或卸完,标识清楚于当班拉到混料间。
8、清点产品根数凑足整包后,方可停机;
9、停机时先停止生产料的加料,关闭主机真空,降低主机螺杆转速至3-5转/分。
10、生产料快做完时,加入停机料;
11、将料筒各区温度定为130℃,关闭合流芯和各机头温度。
12、管材被牵引出水箱后,关闭水泵和各定型真空泵,移开喷码机。
13、当口模处的物料为清洗料时,将螺杆转速和同步旋钮旋至零位,并按停止按钮;
14、管材出牵引机后,关闭牵引。
15、根据生产安排情况决定是否拆卸模具。
16、异常情况停机
17、设备故障停机
18、设备故障停机时,技工必须将电位器归零。
19、技工需对模具和料筒内的物料降温处理。
20、技工或班长及时联系机修工,要求检查维修。
21、雷电异常停机
22、技工必须将电位器归零。
23、技工负责来电后,按热开机过程开机。
24、注意事项
25、严禁过急停机,否则会造成物料分解和结焦。
26、降速时要缓慢降速,否则会有可能损害设备。
27、《拆、装模操作规程》参见附录一.
28、开机检查表参见附录二
6相关文件
7记录
附录一
装模操作规范
一装模前的准备工作
1
模具准备
2
工具的准备,如内六角扳手、加力杆、螺丝刀、模具小车、硬扳手、活动扳手、铜片、手套与防热手
套;
3装模前的检查,看拿出的模具与所需生产的规格模具是否一致,只有一致方可进行安装;
二模具的安装1芯棒的安装
装芯棒前要把芯棒表面残留下的杂物,用细砂纸打磨干净(如发现芯棒有划伤或表面有毛刺,需找模具工进行打磨处理,处理好后方可进行安装),然后把芯棒用螺栓拧入模体上(注:
有些芯棒使用螺栓紧固或直接拧入,根据模具的具体情况而定),装芯棒时,螺栓必须上防热润滑油。
芯棒拧入模体的标准以芯棒与模体接合处完全接合为宜。
2口模的安装
装口模前需把口模内表面的杂物,用细砂纸打磨干净(如发现芯棒有划伤或表面有毛刺,需找模具工进行打磨处理,处理好后方可进行安装),找出相对应的压板和螺栓进行紧固,螺栓紧固的原则为螺栓拧到口模与模体差不多完全接合时,再对角拧紧,装上加热圈加热。
3整体模具的安装
整体模具安装时,需注意后模体、支架、前模体按次序依次用螺栓进行穿装,并紧固。
模体与合流芯的哈夫联接,螺栓必需对角紧固,并逐步上紧。
4装模后的检查
模具螺栓是否合适,确认口模芯棒与定径套的同心度,加热圈是否紧固,热电偶与加热圈是否对应,是否插到位。
待口模芯棒装好后,装上加热圈加热,加热时要比正常生产时高出10—20度左右,这样则可减少模具保温时间,提升开机效率,等保温时间达到规定保温时间以后,用加力杆对各螺栓进行二次对角紧固,以避免因开机正常生产以后,螺栓未紧出现冒料现象。
以上工作做好以后可以进行开机。
二拆模操作规范1拆模前的准备工作
工具的准备:
如内六角扳手、加力杆、螺丝刀、模具小车、硬扳手、活动扳手、铜棒、手套与防热手套。
2拆模
1.)拆模前需把对应的加热电源关掉,把加热圈拆下;
1.)用内六角把所需要拆松的螺栓全部拧松,大口模用行车吊住,用铜棒将口模与物料分开,然后吊出(严
2.禁用吊装袋吊模具,需用专用铁链吊装),小模具则带上防热手套直接从模体上拆下即可;
2.)整体模具拆卸时把相应螺栓拧松,拆卸过程中应把对应加热温度关掉。
拆卸过程螺栓、模体按顺序进行拆卸摆放并做好标记,以防止下次安装时错误;
3.)清理模具的过程中不能用钢、铁等硬质金属工具清理,在用铜棒等硬质较低的软金属工具处理,以免损伤模具流道表面影响下次挤出质量;
4.)用铜棒清理口模内侧与芯棒外壁的物料;
5.)将清理好的模具放放入模具间并喷上防锈剂即可并摆放整齐。
附录二
开机检查表
机台
模具
日期
班组
班
模具检查
装模检查正常定型套检查正常热电偶检查正常签名:
问题
设备检查
主机各开关正常各加热区加热正常主机真空正常主机无异常水泵、真空泵正常定型台工作正常各管路漏水、气检查牵引切割正常签名:
班组自检
各开机准备工具正常工艺参数准备加热后口模再次紧固主机真空观察口清理水气管检查正常供料正常签名:
开机是否成功
各填表签名人员应本着实事求是的态度,认真检查,仔细核对,每个人应对自己的签名负责,如果有失职生技部将对其严加处罚,望各人员对此事高度重视。
 升级会员
升级会员 