数控铣工加工中心操作工高级操作试题10题.docx
《数控铣工加工中心操作工高级操作试题10题.docx》由会员分享,可在线阅读,更多相关《数控铣工加工中心操作工高级操作试题10题.docx(60页珍藏版)》请在冰豆网上搜索。
数控铣工加工中心操作工高级操作试题10题
数控铣工-加工中心操作工(高级)操作试题【10题】
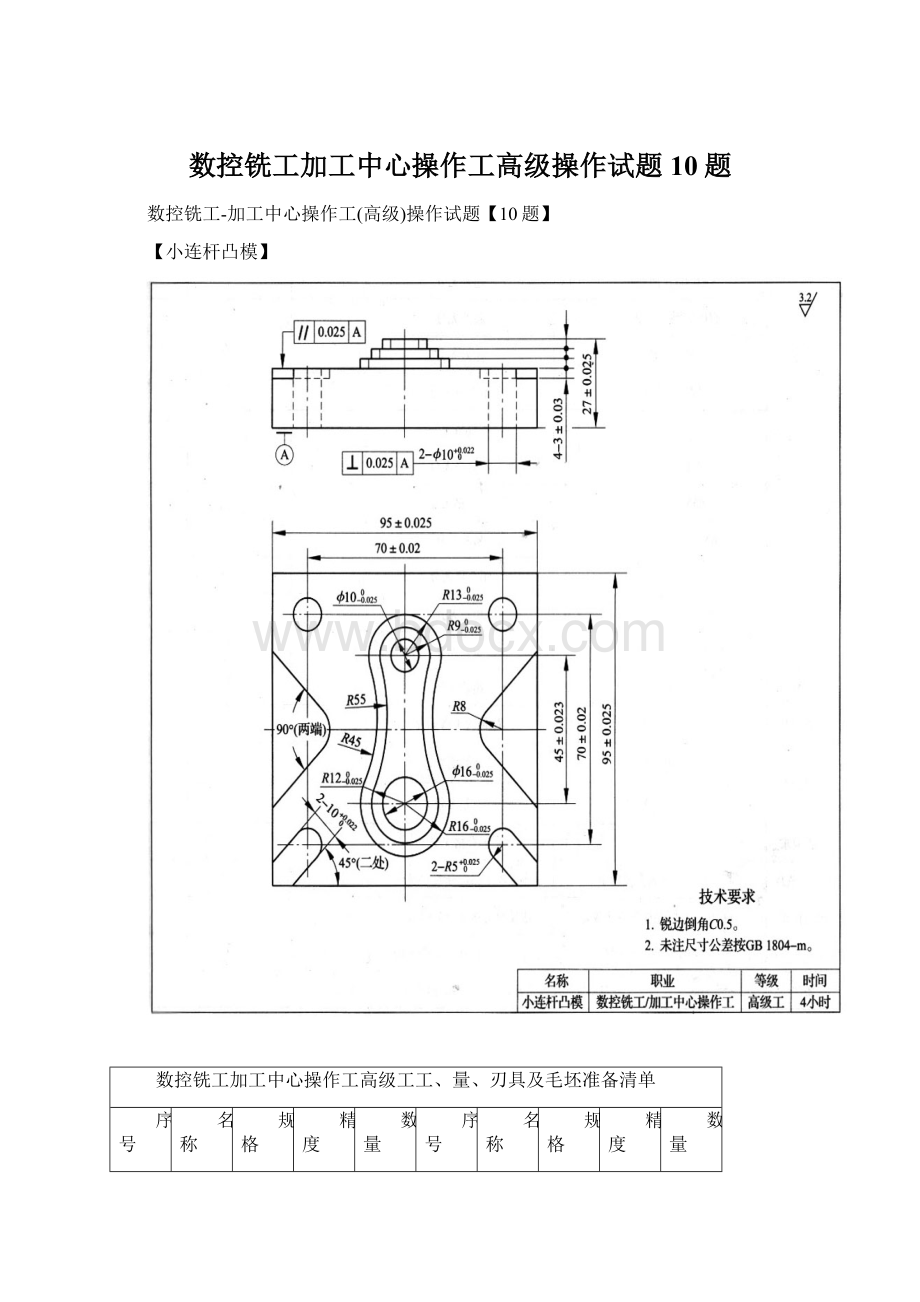
【小连杆凸模】
数控铣工加工中心操作工高级工工、量、刃具及毛坯准备清单
序号
名称
规格
精度
数量
序号
名称
规格
精度
数量
l
游标卡尺
0~150
I
1l
塞尺
~
l
2
高度游标尺
0~300
l
l2
麻花钻
φ8、φ
各1
3
外径千分尺
0~25、
25~50
各1
l3
铰刀
φ10
l
4
外径千分尺
50~75、
75~100
各l
l4
测量棒
φ10×30
h6
2
5
内径百分表
10~18
l
15
寻边器
6~10
l
6
内测千分尺、深度千分尺
5~25、
0~25
各1
l6
转接套
BT40
1套
7
半径样板
l~、
7~
各1
l7
立铣刀
φ8、φ16、φ20、φ40
各l
8
万能角度尺
00~3200
2’
l
l8
铣夹头
1套
9
百分表、磁性表座
0~10
各l
l9
划线工具
1套
l0
半径样板
45、55
各1
20
垫铁
若干
毛坯尺寸
100×100×32
材料
45钢
数控铣工/加工中心操作工高级工操作考件评分表
考件编号:
总分:
考核项目
考核要求
配分
评分标准
检测结果
扣分
得分
尺寸精度
粗糙度
尺寸
R9
4
超差无分
R13
4
超差无分
φ10
8
超差无分
45±
2
超差无分
R12
4
超差无分
R16
4
超差无分
φ16
超差无分
3±0.03(四处)
12
超差无分
φ10(二处)
4
超差无分
70±
2
超差无分
R8(二处)
4
不合格无分
900(二处)
4
不合格无分
R45(二处)
4
不合格无分
R55(二处)
4
不合格无分
R5(二处)
6
超差无分
450(二处)
2
不合格无分
10(二处)
6
超差无分
95±(二处)
4
超差无分
27±
2
超差无分
表面
Ra3.2(三十六处)
Ra值大1级无分
形位公差
2
超差无分
2
超差无分
技术要求
技术要求1
1
不合格无分
工艺、程序
考件加工程序编制
违反规定扣总分1~5分
规范操作
数控机床规范操作的有关规定
违反规定扣总分1~5分
文明生产
按5S管理模式生产
违反规定扣总分1~5分
安全生产
安全用电,防火,无人身、设备事故,遵守安全操作规程
违反规定扣总分1~50分,发生重大人身或设备事故,按0分计
时间
在规定的时间内完成
1、超时≤15min;扣5分
2、超时>15~30min;扣10分
3、超时>30min;本题计为0分
备注
每处尺寸超差≥1mm,酌情扣考件总分5~10分
【椭圆台阶孔】
数控铣工加工中心操作工高级工工、量、刃具及毛坯准备清单
序号
名称
规格
精度
数量
序号
名称
规格
精度
数量
1
游标卡尺
0~150
1
11
麻花钻
φ5.8、φ10、φ18
各1
2
高度游标尺
0~300
1
12
铰刀
φ6
H7
1
3
外径千分尺
0~25、
25~50
各1
13
镗刀及镗刀头
φ8~φ22
各1
4
外径千分尺
50~75、
75~l00
各1
14
立铣刀
φ16、φ20、φ40
各1
5
外径千分尺
100~125
1
15
球形铣刀
φ16、φ20
各1
6
内径百分表
10~18、
18~35
各1
16
铣夹头
1套
7
内径百分表
50~75、
75~l00
各1
17
寻边器
6~10
各1
8
量块
38块
1盒
18
转接套
BT40
若干
9
正弦规
100×80
1
19
测量棒
φ6
h6
2
10
半径样板
7~
15~25
各1
20
划线工具
1套
毛坯尺寸
125×85×35
材料
45钢
数控铣工/加工中心操作工高级工操作考件评分表
考件编号:
总分:
考核项目
考核要求
配分
评分标准
检测结果
扣分
得分
尺寸精度
粗糙度
球面
SR10(二处)
10
不合格无分
20±
2
超差无分
内孔
φ20
8
超差无分
角度
1600±1'
3
超差无分
高度
28
2
超差无分
槽宽
16±
8
超差无分
孔距
46±
2
超差无分
四面型腔
58±
4
超差无分
98±
6
超差无分
R20(四处)
8
不合格无分
椭圆
(118±0.015)×(78±0.015)
10
超差无分
深度
7±0.009、18
4
超差无分
5±09(二处)
2
超差无分
圆弧槽
R30、R8(二处)
6
超差无分
外形
78±、118±
4
超差无分
其他
11项(IT12)
超差无分
表面
Ra1.6(五处)
5
Ra值大1级无分
Ra(二十一处)
Ra值大1级无分
工艺、程序
考件加工程序编制
违反规定扣总分1~5分
规范操作
数控机床规范操作的有关规定
违反规定扣总分1~5分
文明生产
按5S管理模式生产
违反规定扣总分1~5分
安全生产
安全用电,防火,无人身、设备事故,遵守安全操作规程
违反规定扣总分1~50分,发生重大人身或设备事故,按0分计
时间
在规定的时间内完成
1、超时≤15min;扣5分
2、超时>15~30min;扣10分
3、超时>30min;本题计为0分
备注
每处尺寸超差≥1mm,酌情扣考件总分5~10分
【摇臂椭圆台】
数控铣工/加工中心操作工高级工工、量、刃具及毛坯准备清单
序号
名称
规格
精度
数量
序号
名称
规格
精度
数量
l
游标卡尺
0~150
l
13
测量棒
φ10×30
h6
2
2
高度游标尺
0~300
l
15
麻花钻
φ8、φ9.8、
各1
3
外径千分尺
0~25、25~50
各l
16
半径样板
、20
各1
4
外径千分尺
50~75、75~100
l
17
划线规、划线
各l
5
深度千分尺
0~25
l
18
钢直尺
150
l
6
万能角度尺
00~3200
2’
l
19
榔头、样冲
各1
7
百分表及磁性表座
0~10
各l
20
活扳手、木榔头、锉刀
各l
8
内径百分表
10~18
l
21
垫铁
若干
9
立铣刀
φ6、φ8、φ10、φ12、φ18、φ20、φ30、φ40
各l
22
寻边器
6~10
l
l0
转接套、铣夹头
BT40
各1套
23
铰刀
φ10
H7
l
11
内测千分尺
5~25
1
24
球头铣刀
φ10、φ15
各l
12
厚壁千分尺
0~25
1
毛坯尺寸
85×85×30
材料
45钢
数控铣工/加工中心操作工高级工操作考件评分表
考件编号:
总分:
考核项目
考核要求
配分
评分标准
检测结果
扣分
得分
尺寸精度
粗糙度
尺寸
SR20±
超差无分
3
4
超差无分
12(二处)
8
超差无分
5(二处)
6
超差无分
6±
2
超差无分
φ40
6
超差无分
22±
2
超差无分
R10(四处)
4
不合格无分
R6(四处)
4
不合格无分
R9(二处)
2
不合格无分
300
不合格无分
450
不合格无分
16±0.02(二处)
6
超差无分
24±0.02(二处)
6
超差无分
12(二处)
6
超差无分
2±0.02(二处)
8
超差无分
φ10(二处)
4
超差无分
72±1
2
超差无分
6±0.02(二处)
4
超差无分
9±2
2
超差无分
80±0.023(二处)
4
超差无分
C3
超差无分
76±1
2
超差无分
表面
Ra(二十八处)
Ra值大1级无分
形位公差
2
超差无分
技术要求
技术要求1
不合格无分
工艺、程序
考件加工程序编制
违反规定扣总分1~5分
规范操作
数控机床规范操作的有关规定
违反规定扣总分1~5分
文明生产
按5S管理模式生产
违反规定扣总分1~5分
安全生产
安全用电,防火,无人身、设备事故,遵守安全操作规程
违反规定扣总分1~50分,发生重大人身或设备事故,按0分计
时间
在规定的时间内完成
1、超时≤15min;扣5分
2、超时>15~30min;扣10分
3、超时>30min;本题计为0分
备注
每处尺寸超差≥1mm,酌情扣考件总分5~10分
【半球六方体】
数控铣工/加工中心操作工高级工工、量、刃具及毛坯准备清单
序号
名称
规格
精度
数量
序号
名称
规格
精度
数
 升级会员
升级会员 