工艺实验报告Word文档格式.docx
《工艺实验报告Word文档格式.docx》由会员分享,可在线阅读,更多相关《工艺实验报告Word文档格式.docx(17页珍藏版)》请在冰豆网上搜索。
11-后床脚
图1.2卧式车床基本机构
(2)
12-中刀架;
13-方刀架;
14-转盘;
15-小刀架;
16-大刀架
车床的基本结构如图1.2所示。
车床附件主要有三爪卡盘,四爪卡盘,顶尖,中心架和跟刀架等。
二.铣削加工
1.铣削概述
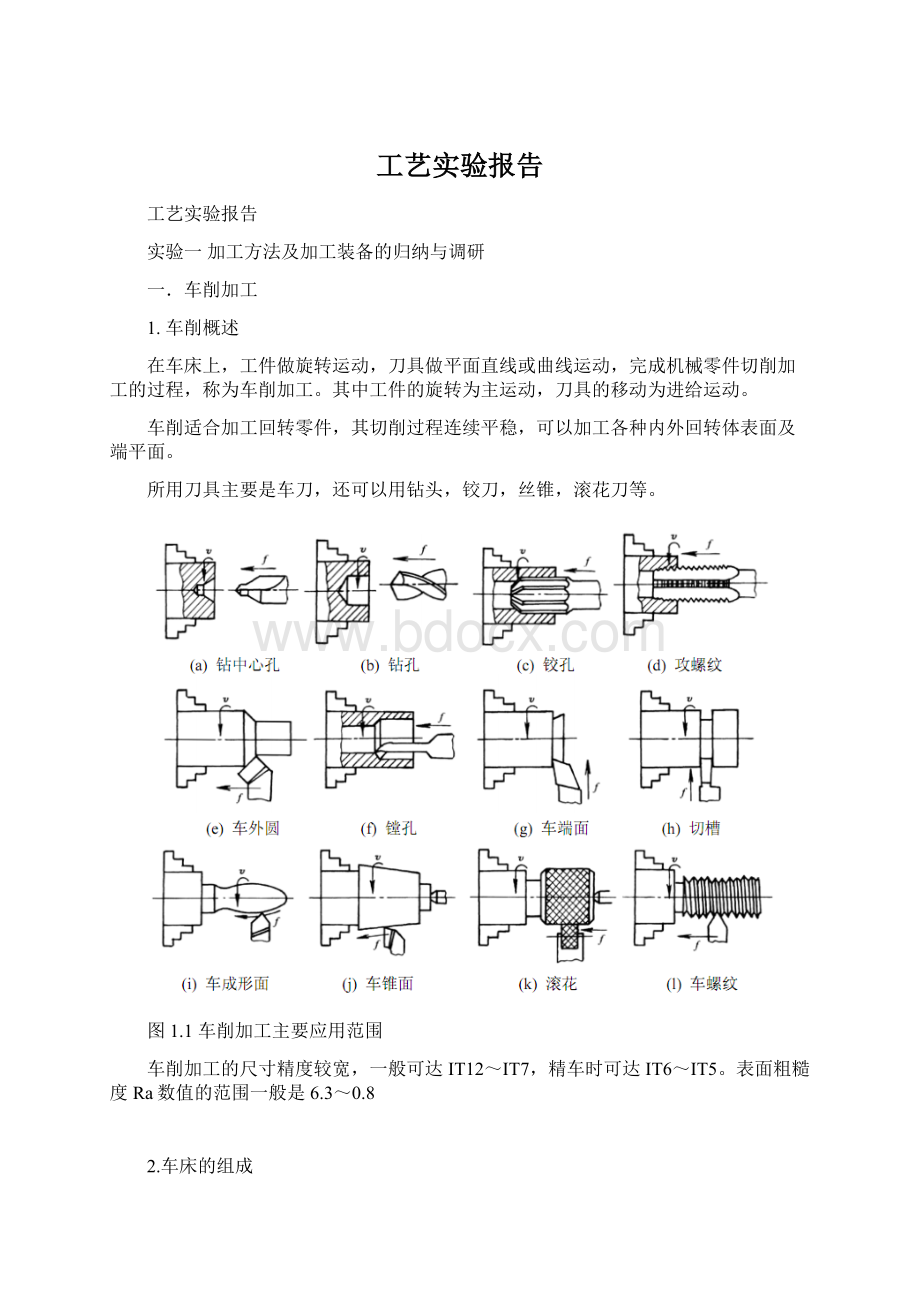
在铣床上用铣刀加工工件的工艺过程叫做铣削加工。
铣削时,刀具作快速的旋转运动为主运动,工件作缓慢的直线运动为进给运动。
铣削主要用于加工各种平面,沟槽和成形面等,还可以进行分度工作,以及钻孔和镗孔。
图2.1铣削加工的应用范围
铣削可分为周铣和端铣,用端齿刀的端面刀齿加工平面称为端铣法,用圆柱铣刀的圆周刀齿加工平面称为周铣法,周铣又有逆铣法和顺铣法之分。
逆铣时,铣刀的旋转方向与工件的进给方向相反;
顺铣时,则铣刀的旋转方向与工件的进给方向相同。
铣床的加工精度一般为IT9~IT8;
表面粗糙度一般为Ra6.3~1.6μm。
3.铣床的组成
铣床种类很多,常用的有卧式铣床、立式铣床、龙门铣床等。
我们这次实验主要调研了Xk6125型卧式万能铣床
图2.2卧式铣床基本机构
1-床身2-电动机3-变速机构4-主轴5-横梁6-刀杆
7-吊架8-纵向工作台9-转台10-横向工作台11-升降台
铣床的基本结构如图2.2所示,工作台可沿横,纵,垂直三个方向移动。
主轴可根据需要通过机械结构转变为垂直于工作台。
铣床的附件主要有分度头、平口钳、万能铣头、和回转工作台等。
三.磨削加工
1.磨削概述
在磨床上用砂轮作为切削工具,对工件表面进行加工的方法称为磨削加工。
磨削加工是零件精加工的主要方法之一。
它的应用范围很广,可以磨削难以切削的各种高硬超硬材料。
外圆常用的方法有纵磨法、横磨法和综合磨法。
平面磨削常用的方法有周磨和端磨。
2.磨床的组成
磨床可分为万能外圆磨床,普通外圆磨床,内圆磨床,平面磨床等。
我们这次实验主要调研了M7120卧轴矩台平面磨床。
图3.1平面磨床基本结构
1—驱动工作台手轮2—磨头3—滑板4—横向进给手轮5—砂轮修整器
6—立柱7—行程挡块8—工作台9—垂直进给手轮10—床身
实验二重点夹具的使用
三爪卡盘的正反状
实验器材:
三爪卡盘的正反爪一副。
实验目的:
对三爪卡盘的结构了解,正确装卸一次正,反爪。
实验原理:
六点定位原则
实验过程:
三爪卡盘的结构:
三爪卡盘是由一个大锥齿轮,三个小锥齿轮,三个卡爪组成。
三个小锥齿轮和大锥齿轮啮合,大锥齿轮的背面有平面螺纹结构,三个卡爪等分安装在平面螺纹上。
当用扳手扳动小锥齿轮时,大锥齿轮便转动,他背面的平面螺纹就使三个卡爪同时向中心靠近或退出,有自动定心的作用。
正爪装夹的过程:
大锥齿轮背面的平面螺纹处和三个卡爪上都标有数字,分别是数字1,数字2和数字3。
后文称为1号卡爪,2号卡爪,3号卡爪和1号螺纹处,2号螺纹处,3号螺纹处。
首先用钥匙插进小锥齿轮,逆时针旋转使三个卡爪向外退出,当快要脱离三爪卡盘时,用手取出。
分别识辨出是几号卡爪。
然后用手任意旋转大锥齿轮,同时注意观察“蚊香头”,旋转到1号螺纹头处就停止旋转,将1号卡爪大头沿螺纹头出插进去,然后用钥匙把对应于1号螺纹处的小锥齿轮顺时针旋转一周,确保卡爪能固定在三爪卡盘上;
然后再次用手旋转大锥齿轮,注意观察“蚊香头”,看到2号螺纹头处就停止旋转,然后把2号卡爪大头对应的插进去,同样用钥匙插进对应于2号螺纹头的小锥齿轮,顺时针旋转一周;
同样的,用手旋转大锥齿轮,注意观察“蚊香头”,看到3号螺纹头处就停止旋转,然后把3号卡爪大头对应的插进去,同样用钥匙插进对应于3号螺纹头的小锥齿轮,然后顺时针旋转至把三个卡爪卡紧为止,接着再依次用钥匙分别顺时针旋转另外两个小锥齿轮,用力旋转至紧。
如图
反爪装夹的过程和正爪一样,把卡爪插进螺纹头处时的方向换一下,小头朝里装夹就是反爪装夹了。
V形块测轴心高
验证V形块轴心高度的计算公式
1.V形块2.两根梯形圆柱3.游标卡尺4.基准平面板5.高度尺
V型块的对中性
实验步骤:
一、先将游标卡尺调零,
二、游标卡尺测量两梯形圆柱。
如图1:
测量值D1,D2。
三、把高度尺放基准面上调零
把V形块放在基准面上,先放梯形圆柱1在V形块上,测量H=T1把D1。
把D1换成梯形圆柱2,同样的测量得H2=T21
整理数据如图:
梯形圆柱1
梯形圆柱2
平均直径D(mm)
26.08
21.68
平均高度T(mm)
65.80
60.92
轴高H(mm)
52.76
50.08
图1
五、验证V行块的轴高公式:
△H测量=H1-H2=52.76-50.08=2.68mm
△H理论=△D/2sin(α/2)=3.11mm
从验证结果看:
人为和系统之间都存在存在一定误差。
使结果有点误差。
这
误差在一定范围内,所以轴高公式成立。
分析原因:
为了不产生人为误差,所以在工件测量前都要该调零。
让测量的数据更加可靠和完整。
在每次测量都会有调零不准确,人为的读数读的不准,
有时偏大,有时偏小,还有其他一些外部条件的影响
他的正常显示读数等原因,使我们的读书不够准确,所
以要多次测量取平均值。
这样得到的数据相对就可靠很
多了。
精准的金属工件都会由于热胀冷缩产生读数误差。
特别在冬季,这现象会使误差有可能到达2丝,为了保
证测量的准确性,要把量具放于室温,在有测量要求时
才能取测具进行测量。
平口钳结构的了解
1.平口钳的用途:
平口钳又名机用虎钳,是一种通用夹具,常用于安装小型工件。
它是铣床、钻床的随机附件。
将其固定在机床工作台上,用来夹持工件进行切削加工。
2.平口钳的工作原理:
用扳手转动丝杠,通过丝杠螺母带动活动钳身移动,形成对工件的加紧与松开。
被夹工件的尺寸不得超过70毫米。
3.平口钳的构造:
平口钳的装配结构是可拆卸的螺纹连接和销连接;
活动钳身的直线运动是由螺旋运动转变的;
工作表面是螺旋副、导轨副及间隙配合的轴和孔的摩擦面。
平口钳组成简练,结构紧凑。
4.平口钳的分类:
1)钻床上的平口钳:
固定钳口是平面,活动钳口是V型槽例如下图
2)铣床上的平口钳:
固定钳口和活动钳口都是平面如下图
3)固定钳口和活动钳口都是V型槽的平口钳如下图
5.平口钳的装夹注意事项
1)工件的被加工面必须高出钳口,否则就要用平行垫铁垫高工件。
2)为了能装夹得牢固,防止刨削时工件松动,必须把比较干整的平面贴紧在垫铁和钳口上。
要使工件贴紧在垫铁上,应该一面夹紧,一面用手锤轻击工件的子面,光洁的平面要用铜棒进行敲击以防止敲伤光洁表面。
3)为了不使钳口损坏和保持已加工表面,夹紧工件时在钳口处垫上铜片。
用手挪动垫铁以检查夹紧程度,如有松动,说明工件与垫铁之间贴合不好,应该松开平口钳重新夹紧
4)刚性不足的:
工件需要支实,以免夹紧力使工件变形。
了解分度头的操作
1.分度头:
图4-11(a)在铣削加工中,常会遇到铣六方、齿轮、花键和刻线等工作。
这时,就需要利用分度头分度。
因此,分度头是万能铣床上的重要附件。
1)分度头的作用
⑴能使工件实现绕自身的轴线周期地转动一定的角度(即进行分度);
⑵利用分度头主轴上的卡盘夹持工件,使被加工工件的轴线,相对于铣床工作台在向上90°
和向下10°
的范围内倾斜成需要的角度,以加工各种位置的沟槽、平面等(如铣圆锥齿轮);
⑶与工作台纵向进给运动配合,通过配换挂轮,能使工件连续转动,以加工螺旋沟槽、斜齿轮等。
万能分度头由于具有广泛的用途,在单件小批量生产中应用较多。
2)分度头的结构
分度头的主轴是空心的,两端均为锥孔,前锥孔可装入顶尖(莫氏4号),后锥孔可装入心轴,以便在差动分度时挂轮,把主轴的运动传给侧轴可带动分度盘旋转。
主轴前端外部有螺纹,用来安装三爪卡盘,如图4-2所示。
松开壳体上部的两个螺钉,主轴可以随回转体在壳体的环形导轨内转动,因此主轴除安装成水平外,还能扳成倾斜位置。
当主轴调整到所需的位置上后,应拧紧螺钉。
主轴倾斜的角度可以从刻度上看出。
在壳体下面,固定有两个定位块,以便与铣床工台面的T形槽相配合,用来保证主轴轴线准确地平行于工作台的纵向进给方向。
图4-2万能分度头外形
手柄用于紧固或松开主轴,分度时松开,分度后紧固。
以防在铣削时主轴松动。
另一手柄是控制蜗杆的手柄,它可以使蜗杆和蜗轮联接或脱开(即分度头内部的传动切断或结合)在切断传动时,可用手转动分度的主轴。
蜗轮与蜗杆之间的间隙可用螺母调整。
3)分度方法
分度头内部的传动系统如图4-3a所示,可转动分度手柄,通过传动机构(传动比1:
1的一对齿轮,1:
40的蜗轮蜗杆),使分度头主轴带动工件转动一定角度。
手柄转一圈,主轴带动工件转1/40圈。
如果要将工件的圆周等分为Z等分,则每次分度工件应转过1/Z圈。
设每次分度手柄的转数为,则手柄转数与工件等分数Z之间有如下关系:
分度头分度的方法有直接分度法、简单分度法、角度分度法和差动分度法等。
这里仅介绍常用的简单分度法。
例如:
铣齿数Z=35的齿轮,需对齿轮毛坯的圆周作35等分,每一次分度时,手柄转数为:
(圈)
分度时,如果求出的手柄转数不是整数,可利用分度盘上的等分孔距来确定。
分度盘如图4-3b所示,一般备有两块分度盘。
分度盘的两面各钻有不通的许多圈孔,各圈孔数均不相等,然而同一孔圈上的孔距是相等的。
分度头第一块分度盘正面各圈孔数依次为24、25、28、30、34、37;
反面各圈孔数依次为38、39、41、42、43。
第二块分度盘正面各圈孔数依次为46、47、49、51、53、54;
反面各圈孔数依次为57、58、59、62、66。
按上例计算结果,即每分一齿,手柄需转过圈,其中1/7圈需通过分度盘(图4-3b)来控制。
用简单分度法需先将分度盘固定。
再将分度手柄上的定位销调整到孔数为7的倍数(如28、42、49)的孔圈上,如在孔数为28的孔圈上。
此时分度手柄转过1整圈后,再沿孔数为28的孔圈转过4个孔距。
为了确保手柄转过的孔距数可靠,可调整分度盘上的扇形条1、2间的夹角(图4-3b),使之正好等于分子的孔距数,这样依次进行分度时就可准确无误。
(a)(b)
图4-3分度头的传动
实验报告三加工质量测量与分析
一、测量要求与内容:
具体测量一根阶梯轴,并对其具体情况进行分析
二、测量所需仪器:
百分表、游标卡尺
附:
游标卡尺精度:
0.02mm测量范围:
0~150mm
百分表刻度值:
0.01mm
三、实验器材:
一台小车床、死顶尖、磁性表架
四、测量步骤以及具体内容:
1、先用三爪卡盘加持死顶尖,再用死顶尖以及尾架处的活动顶尖分别顶住阶梯轴两端的中心孔处。
2、再将磁性表架吸在方刀架上,将杠杆式百分表的指针靠在要测量跳动的圆柱面上,如图所示
实际测量图:
3、边移动刀架边测量被测圆柱面的跳动度
4、测量完毕后记录数据
5、实际测得的数据为:
圆柱面
A
B
C
E
跳动度
17丝
11丝
15丝
8丝
6、然后取下阶梯轴用游标卡尺分段测量各个段的直径大小和每一段的长度。
7、记录下每一段的数据,如图所示:
五、记录数据进行分析
B段的直径最大,其次是A段、C段,最后是E段。
理论上来说,直径大的在测量的时候跳动程度往往要大于直径较小的。
按照现在的跳动度来看,B段的跳动为11丝,A段的跳动为17丝,C段的跳动为15丝,E段的跳动为8丝,显然B段的跳动要小于A段和C段。
D
长度(mm)
30.04
23.06
30.50
3.26
19.96
合计总长(mm)
106.82
实际总长(mm)
通过此次的测量,最终所测得的长度基本上一致。
而通过此次的实验,这根阶梯轴的表面精度不是很好,尺寸精度也是差强人意,没有经过细心的测量和加工,与图纸所要求的阶梯轴还有很大的距离。
通过改进加工时的工作态度和加工的手法,能够更好的接近图纸上的要求
 升级会员
升级会员 