夏桑菊颗粒工艺规程Word文档格式.docx
《夏桑菊颗粒工艺规程Word文档格式.docx》由会员分享,可在线阅读,更多相关《夏桑菊颗粒工艺规程Word文档格式.docx(14页珍藏版)》请在冰豆网上搜索。
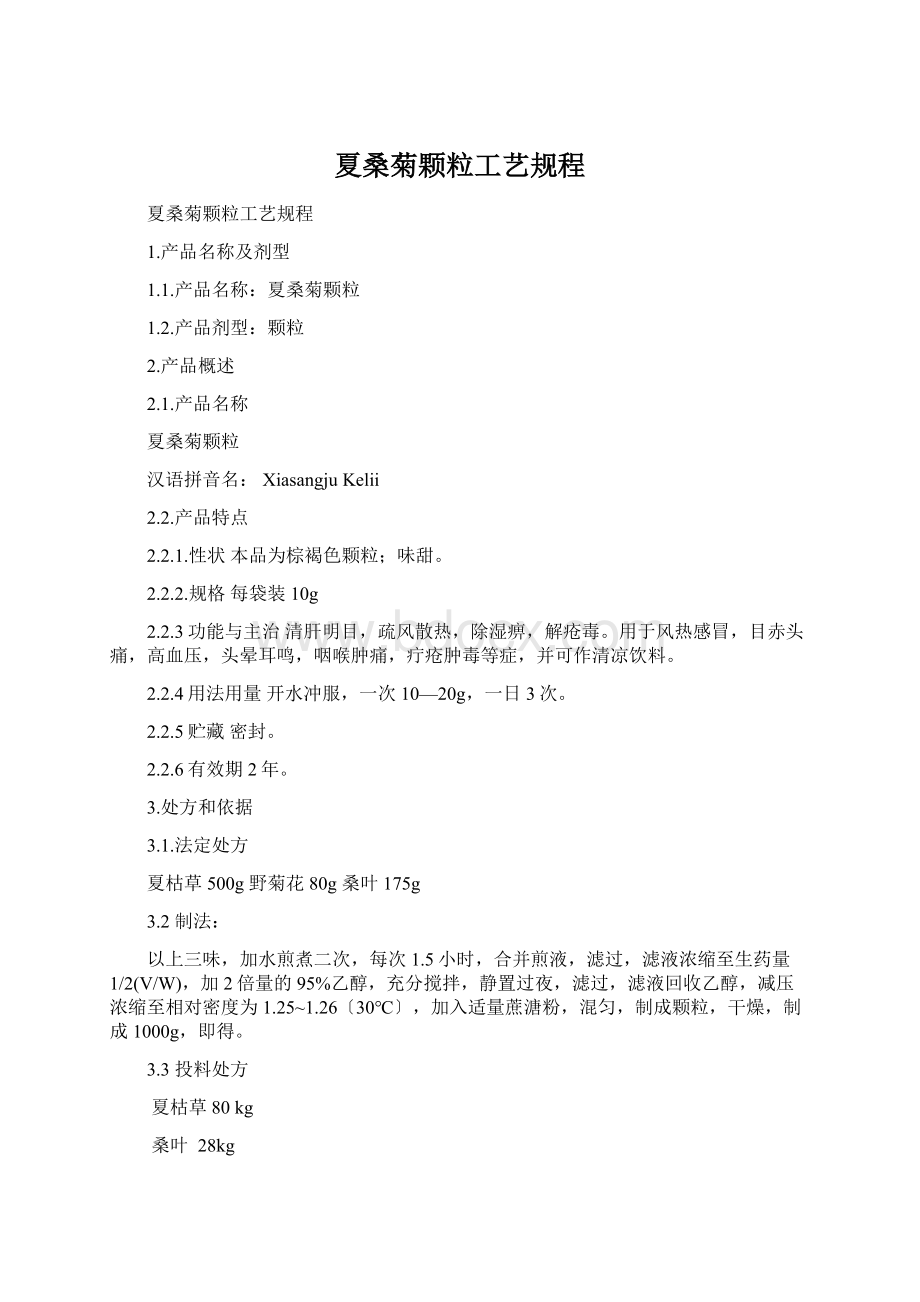
200目至生药量的1/2〔V/W〕
加入清膏体积的2倍量
24h以上
d=1.25~1.26(30℃)
80目
按洁净区治理
虚线框内为十万级洁净区
5.生产操作过程及工艺条件
5.1提取
5.1.1领料、配料
按生产指令单从药材库领取各种净药材核对品名、数量。
按生产指令逐一称取各味药材并存放于药材周转箱内,贴上«
桶笺»
,转入药材暂存间。
5.1.2提取过滤
5.1.2.1煎煮
将提取的3味药材投入提取罐,分别加饮用水10倍量、8倍量,煎煮2次,每次保持微沸煎煮1.5小时,200目不锈钢过滤网滤过至储液罐,合并两次煎煮液。
将煎煮滤液吸入三效浓缩器中浓缩至生药量的1/2。
5.1.3醇沉
将准确计量的浓缩液抽入醇沉周转罐中,搅拌下加入浓缩液2倍量的95%乙醇,搅拌平均,转入醇沉罐中静置24小时。
5.1.4乙醇回收、浓缩
将醇沉液用板框过滤器过滤,滤液吸入三效浓缩器中,浓缩同时回收乙醇,浸膏浓缩至相对密度1.25~1.26(30℃测)。
5.1.5收膏
浸膏泵入洁净区收膏间,装桶,贴上«
,抽检,检验合格后,将浸膏入冷库。
5.2制剂
5.2.1备料
5.2.1.1领料从库房领取合格原辅料,送入车间称量暂存间。
5.2.1.2粉碎、过筛按以下物料依次粉碎、过筛,过筛后再次称量,并严格复核。
物料编号
物料名称
粉碎目数
过筛目数
蔗糖
80目
5.2.1.3配料
批配料量〔1.6万包〕
夏桑菊浸膏
提取所得浸膏总量
152
95%乙醇
4L
5.2.2制粒
5.2.2.1配浸膏液取95%乙醇加入提取浓缩后的全部稠膏中,搅拌使稠膏分散使平均,备用。
5.2.2.2制软材每槽76kg蔗糖粉及上述1/2浸膏液加入槽形混合机中,混合成色泽均一的适宜制粒的软材。
5.2.2.3制粒将上述软材加入制粒机,通过12目筛网,制成湿颗粒。
5.2.2.4干燥先设定好沸腾制粒机工艺参数〔进风温度120±
5℃,干燥温度70±
℃,出风温度30±
5℃〕,开引风,先将湿颗粒吸入沸腾制粒机中,开进风加热,在引风拉动下物料呈流化态干燥约20-30分钟,出料,水份操纵在小于5%。
5.2.2.5整粒将干燥后的颗粒转入快速整粒机中,用10筛网整粒。
5.2.2.6筛粒将整粒后的颗粒转入振荡筛中用10目和60目不锈钢筛网筛粒。
5.2.3总混将筛粒后的颗粒投入三维运动混合机中,混合5分钟,装入无毒塑料袋中,称量,贴上桶签,转入中间站待验。
5.2.3包装
5.2..3.1内包装规格20袋×
50中袋/件
5.2.3.2领料从库房领取检验合格的内包装材料,并认真核对品名、数量。
5.2.3.3包材批耗用量
物料类别
单位
批耗用量〔以2万袋〕
内包装材料
夏桑菊颗粒复合膜
kg
8.24
外包装材料
夏桑菊颗粒说明书
张
809
夏桑菊颗粒无毒塑料袋
根
813
夏桑菊颗粒纸箱
个
16
5.2.3.4内包装
5.2.3.4.1将检验合格的颗粒用颗粒包装机进行包装,冲切速度60~80次/分,横封温度105~110℃,纵封温度110~115℃;
每隔30分钟测装量一次,装量差异为±
5%。
药袋成型好,封口严密,批号等打印清晰、正确。
5.2.3.4.2将内包装好的药袋经传递窗送入外包装间。
5.2.3.5外包装
5.2.3.5.1领料从库房领取检验合格的外包装材料,专人领取,计数发放。
5.2.3.5.2打码按«
批生产指令»
要求在无毒塑料袋或纸盒上打印批号、生产日期、有效期;
在纸箱上打印出批号、生产日期及有效期。
5.2.3.5.3包装规格:
10g/小袋×
20小袋/中袋×
检查合格的小袋,每20小袋放入差不多打印好批号、有效期、生产日期的无毒塑料袋中(中袋),放入一张夏桑菊颗粒说明书,于多功能薄膜封口机上热合封口,温度150+10℃,速度适宜,批号清晰、正确,密封好;
每50中袋装入纸箱中,上下各垫一纸板,放入一张装箱单,用不干胶带封箱成件。
将所有成品全部移入待检品暂存间,待检验合格后,入库。
6.质量监控
6.1按生产工序设置监控点,不得遗漏。
各监控点如下:
提取配料、提取、三效浓缩、醇沉、浓缩收膏、制剂配料过筛、制粒、内包装、外包装。
6.2监控方法
6.2.1开工前及生产终止后,重点监控人、机、料、环,要求符合工艺标准。
清洁状态达到要求;
物料数量、质量、标记、贮存条件及治理符合要求;
设备及计量器具须处于完好状态,并有状态标记,计量器具有〝检定合格证〞;
相应的生产记录须齐全。
达到规定要求,方可签字承诺生产或判定清场合格。
6.2.2生产过程重点监控工艺规程和岗位SOP的贯彻执行情形,生产现场治理须有序规范,状态标记须齐全、正确,批生产记录须及时填写,各工序中间体的质量须达到标准。
对物料放行作出判定,为批产品审核提供依据。
6.3重点工序监控
工序
质量操纵项目
质量操纵频次
要求
药材配料
品名、数量、批号称量及复核
1次/批
符合批生产指令
提取
投料
1次/次投料
符合工艺要求
加水量
1次/次加水
第1次10倍量,第2次8倍量
煎煮次数、时刻
2次,每次1.5小时
煎煮温度
随时
50℃温浸,保持液面微沸
三效浓缩
浓缩温度、真空度
一效浓缩温度50~60℃,
真空度0.03~0.04Mpa;
二效浓缩温度60~70℃,
真空度0.05~0.06Mpa。
三效浓缩温度70~80℃,
真空度0.07~0.08Mpa
清膏量
浓缩至生药量的1/2〔V/W〕
醇沉
浸膏计量、复核
准确
醇沉用乙醇计量及复核
95%乙醇,加清膏2倍量
静置时刻
24小时
乙醇回收、
浓缩、收膏
过滤
8μm
乙醇回收
浓缩温度40~45℃
真空度0.06~0.08Mpa
浓缩温度60~70℃
浸膏相对密度
1.25~1.26(30℃)
浸膏称量及复核
制粒
干燥
颗粒水分<5%
整粒、筛粒
粒度<15%
总混
平均
颗粒外观性状
棕褐色颗粒;
内包装
溶化性
全部溶化或轻微浑浊,但不得有焦屑异物。
装量
3次/批
重量差异在±
5%内
热封质量
热封严密,端正;
批号清晰
批号等印制
清晰、正确
外包装
批号印制
装袋
数量正确
装箱
有装箱单、打包严实、美观
8.物料.技术经济指标的运算及原料、辅料、包装材料的消耗定额
8.1单耗
单耗=
8.2原辅包材的消耗定额及技术经济指标
原辅包材的消耗定额以厂订夏桑菊颗粒相应规格的单耗为基准;
假设消耗显现专门,应分析找出具体缘故所在,作好记录以便为以后修订提供依据。
8.2.1原辅包材的消耗定额
物料类别
单耗〔10g〕
(以1.6万包计)
原料
夏枯草
㎏
桑叶
野菊花
辅料
包装材料
夏桑菊颗粒无毒塑料袋
8.3偏差处理
生产中假设显现偏差,那么按«
偏差处理程序»
进行处理。
生产中产生的零头物料,按«
零头处理SOP»
9.物料平稳
9.1运算公式
物料平稳率=〔实际产量+抽样量+损耗量〕/理论产量×
100%
理论值:
按照所用的原料(包装材料)量在生产中无任何缺失或差错的情形下得出的最大量。
实际值:
为生产过程实际产出量。
包括:
本工序产出量、收集的废品、生产中取样量(检品以及丢弃的其他不合格物料(如捕尘系统、真空系统、管道系统中收集的废弃物)等。
车间
提取车间
制剂车间
运算工序
配料、过筛
内包装
包装
范畴
20-25.0%
97.0-100.0%
98.0-100.0%
100%
10.要紧设备一览表
序号
设备名称
设备编码
设备型号
数量(台)
生产厂家
1.
多功能提取罐
1
2.
三效浓缩器
3.
醇沉罐
4.
药液储罐
5.
酒精回收塔机组
6.
可倾式夹层蒸发锅
2
7.
电子台称
8.
万能粉碎机
40B-X
常州先锋
9.
槽形混合机
CH-200
10.
制粒机
ZL-300D
11.
沸腾制粒机
FL-120
12.
快速整粒机
KZL-200
13.
振荡筛
ZS-515
14.
三维运动混合机
SYH-1000
15.
自动颗粒包装机
16.
塑料薄膜封口
17.
打包机
11.卫生工艺
生产开始前和生产终止后,人员、物料、设备、环境均须符合相关卫生治理程序要求,清场按«
清场治理程序»
及相关清洁SOP进行。
12.技术安全及劳动爱护
12.1技术安全
12.1.1车间一样生产区及洁净区应有应急灯及紧急出口。
12.1.2生产区的人行道和车行道必须平坦、畅通,夜间要有足够的照明设施。
12.1.3劳动场所必须符合防火要求,并配备符合规定的消防设施和器材。
12.1.4防爆区的人员、物料进出和设备操作必须符合«
消防安全治理程序»
的规定。
12.1.5生产设备不准超温、超压、超负荷和带故障运行。
12.1.6凡发散大量热量的设备和蒸汽管道,必须要有保温或隔热层。
12.1.7为防止和排除生产过程中的伤亡事故,应采取相应安全措施,进行安全培训。
12.2劳动爱护
12.2.1依照工种需要,应供给生产岗位人职员作衣、帽、鞋、手套、口罩、肥皂等劳动爱护品,并适当配备防尘设施。
12.2.2机器和工作台等设备、设施的布置应便于工人安全操作,通道宽度不得小于1米。
12.2.3操作间温度、相对湿度应适宜,通风设备良好。
12.2.4洁净室内要紧工作室照度不低于300lax。
12.2.5保证洁净室内人均每小时新奇空气量许多于40m3。
13.动组织定员定岗、生产周期
13.1劳动组织定员定岗
岗位名称
人数〔人〕
提取过滤岗位
4
浓缩岗位
2
醇沉淀及乙醇回收岗位
收集浸膏
粉碎、过筛岗位
2
配料岗位
制粒岗位
4
总混岗位
内外包装岗位
8
13.2生产周期
序号
工序名称
工时
提取过滤
24
浓缩
9
3
28
乙醇回收浓缩
10
5
收膏
6
浸膏检验
7
8
制粒、总混
内外包装
成品检验
生产周期合计
注:
1、工序生产周期以在岗人员完成一批料〔2万包〕所需的时刻计。
[工序生产周期=工序实际生产一批料所需的时刻〔小时〕]
2、产品批生产周期:
指从原料投入到成品合格入库所需的时刻。
即和工序生产周期总和加上检验周期。
14.环境爱护
14.1废水的治理和处理生产过程中产生的废水经处理符合国家排放标准后,排放入下水道。
14.2废渣的治理和处理生产过程中产生的废料转运到规定垃圾站倾倒。
14.3锅炉房及生产中产出的废气经处理符合国家排放标准后,排入大气。
14.4关于粉尘较大的工序,车间应备有相应捕吸尘设施。
附录:
 升级会员
升级会员 