引风机检修规程Word格式文档下载.docx
《引风机检修规程Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《引风机检修规程Word格式文档下载.docx(16页珍藏版)》请在冰豆网上搜索。
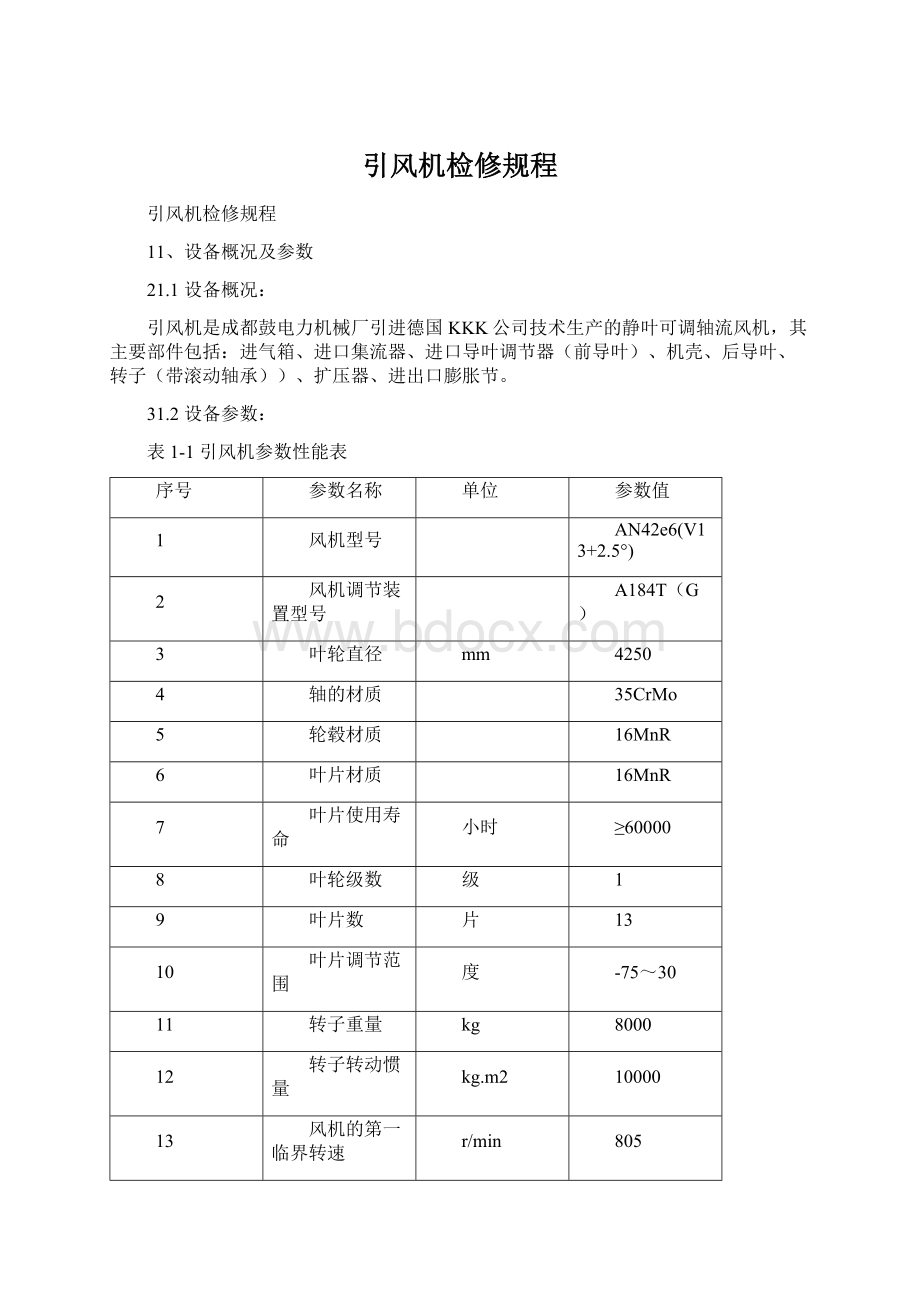
叶片调节范围
度
-75~30
11
转子重量
kg
8000
12
转子转动惯量
kg.m2
10000
风机的第一临界转速
r/min
805
14
进风箱材质/壁厚
/mm
Q235/8
15
机壳材质/壁厚
Q235/22
16
扩压器材质/壁厚
17
风机轴承型式
滚动轴承
18
风机轴承规格、型号
NU2647264
19
轴承润滑方式
脂润滑
20
轴承冷却方式
风冷
21
风机旋转方向(从电机侧看)
逆时针旋转
22
风机总重量
95000
23
冷却风机型号/数量
G9-19№5A/2
24
冷却风机功率
kW
单台7.5
25
冷却风机风量、风压
1610~3166m3/h
5697~5323Pa
26
安装时最大起吊重量/高度
kg/m
12000/10(距基础0平面)
27
检修时最大起吊重量/高度
8000/10(距基础0平面)
28
电机型号
YKK1120-10
29
电动机类别
异步
30
额定功率
6100
31
额定电压
kV
32
额定电流
A
710
33
额定频率
Hz
50
34
额定转速
rpm
590
35
极数
36
冷却方式
空空冷
37
安装方式
室外卧式
38
工作制
S1
39
效率
%
97.0
40
加速时间及启动时间
(额定负荷工况下)
s
41
电动机转动惯量
2940
42
噪音
dB(A)
<85
43
相数
44
测温元件
Pt100
45
轴承型式
RENK轴承
46
轴承油牌号
N46
47
循环油+油池
48
49
电动机重量
36800
轴承润滑油流量(L/min)
42、检修类别及检修周期
5检修类别
6检修周期
7备注
8A级检修
9每6年
11C级检修
12每1.5年
143、检修项目
15A级检修标准项目;
(1)引风机电机翻瓦检查
(2)前导叶检查调整
(3)进出口膨胀节检查
(4)转子、机壳密封检查
(5)引风机主轴承油管路清理及检查
(6)风机磨损检查
(7)联轴器找正
(8)电机油系统的检修
(9)冷却风机检修
(10)风机试运行
16C级检修标准项目。
(2)前导叶检查
(3)叶轮、机壳密封检查
(4)引风机主轴承油管路清理及检查
(5)风机磨损检修
(6)联轴器找正
(7)电机油系统的检修
(8)冷却风机检修
(9)风机试运行
174、检修前试验项目及标准
试验项目
试验内容
试验方法
试验标准
5、主要备品备件
说明:
主要备品备件、主要材料及专用工器具等。
名称
规格型号
数量
材质
膨胀节
φ6000
只
电机浮动密封环
750612/13-06
750612/11-06
件
后导叶防磨陶瓷
U型
若干
围带
8360*170
油站滤网
油泵联轴器
擦机布
煤油
清洗剂
755
瓶
白面
标粉
保险丝
5A
盒
红丹粉
0.2
密封胶
587
记号笔
粗白
支
耐油石棉板
2mm
砂纸
#80
张
金相砂纸
杯型钢丝刷
φ100
个
密封绳
10mm
电动扳手
轻型
套
角磨机
台
手拉葫芦
1t*3m
3t*6m
5t*6m
手锤
2磅
把
扭力扳手
开口扳手
6-27
活扳手
300
梅花扳手
14-36
平口螺丝刀
150
十字螺丝刀
三角刮刀
6´
游标卡尺
0-200
塞尺
百分表座
6c
百分表
0-5
手压水压试验泵
测振仪
测温仪
引风机拆装工具
专用工具
6、检修工艺步骤及质量标准
检修项目
工艺步骤
质量标准
拆卸挠性联轴器
1.1拆开联轴器罩螺栓并做标记。
1.2测量记录原始联轴器的弹片之间间隙及张口尺寸、磁力中心线尺寸。
1.3检查弹性联轴器磨损情况,弹片是否有断裂。
1.4.做好回装标记,做好中间轴的支撑工作。
拆联轴器隔垫,与电机脱离。
叶轮侧联轴器拆卸方式相同。
1.3联轴器端面平整光滑,销孔及销磨损小于孔径的3/10,弹簧片无裂纹、变形。
电机轴承翻瓦检查
2.1电机轴承座放油并拆卸油管道,检查与轴承箱接口处半月弯情况,注意回装时角度,管道法兰用塑料布包扎,通知热工将温度测点、振动测点拆除。
2.2电机前后轴承翻瓦检查应依次进行,待其中一个瓦恢复后方可进行另一个轴瓦的检查。
2.3准备吊装用吊环,上方挂设葫芦拆除电机侧盖、轴承上盖。
2.4在电机内部将轴支起,将瓦翻出。
2.5对轴瓦、轴颈进行检查,若不符合要求进行修刮,必须有刮瓦经验的人进行修刮。
对轴瓦端面与轴台阶处是否有磨擦进行检查。
2.6对浮动密封环进行检查,有无破损,若有破损进行更换,检查密封环导油孔方向是否正确。
2.7用面粉团清理轴承箱,轴瓦修刮好以后进行回装。
2.5轴颈与工作瓦面的接触角为45°
~90°
,用色印检查工作瓦面,接触不少于1点/cm2;
轴颈直径250~300mm,轴瓦顶部间隙为0.3~0.6mm,侧隙为顶隙的一半。
轴承外壳与轴瓦要有0.02~0.04mm的过盈(紧力)。
电机转子在磁力中心线位置时,轴与两瓦之间的单边游动间隙不小于11mm。
叶轮、叶片、出口导叶、中心筒、各支撑清理检查磨损
3.1清理、检查风叶轮、叶片、出口导叶、中心筒、各支撑磨损程度,并做好记录,根据磨损情况进行更换。
有裂纹的进行补焊处理,局部磨损的进行堆焊处理,磨损达1/3以上应补焊防磨板或更换。
3.2检查防磨陶瓷是否有脱落,对脱落的陶瓷进行重新粘贴。
粘前先用磨光机打磨干净,陶瓷专用胶水按7:
1比例调制。
3.2叶片磨损不得超过1/4,导叶磨损不得超过1/3,否则更换。
陶瓷粘贴牢固,磨损缺陷处理合格。
1711.3 拆卸风机大盖
4.1拆除机壳外保温、喘振测管。
拆围带螺丝,将围带拆下移离大盖。
4.2拆引风机大盖法兰螺丝和定位销。
4.4借助顶开螺钉将风机大罩顶起。
4.5将风机大盖垂直起吊,横向移出,吊至安全地点放置平稳,为防止大盖变形,大盖表面禁止承受外力冲击。
风机转子的拆卸
5.1首先检查测量叶片顶部与外壳之间的径向间隙。
检查叶片是否有变形、凹坑、裂纹及严重磨损等缺陷。
5.2拆除连接轴前端保护芯筒,吊出芯筒。
5.3测量联轴器中心间隙及轴向、径向偏差。
5.4卸下短连接轴两端螺栓,拆除短连接轴。
5.5拆除联轴器螺栓,查看联轴器状况、检查叶轮固定螺栓是否有松动。
5.6需要拆装叶轮按5.7和8步骤进行。
5.7取下叶轮固定螺栓,用螺栓顶丝顶下叶轮,吊出叶轮,叶轮捆绑牢固,应吊住叶轮上方约45度区域的4~5个叶片,稳住叶轮,防止吊装过程中滑落。
5.8拆除冷却风罩。
5.9拆除轴承箱,并对轴承进行解体。
根据轴承检查情况决定是否更换轴承。
5.1径向间隙:
4mm~10mm。
前导叶及芯筒检修
6.1检查前导叶外部铰接装置是否有松动。
6.2查看内部各叶片是否角度一致。
6.3看是否有偏转、螺栓断裂等现象。
6.4检查24个轴头磨损情况,根据磨损严重情况决定进行更换。
6.5检查、处理导叶法兰结合面密封。
6.6检查内部导叶开度是否一致,核对内外开度,外侧刻度盘0度位置对应内部叶片与气流方向一致,外侧-75度位置为叶片全关位置,+30度位置为叶片全开位置,与热控一起进行执行机构调试。
6.6内部各导叶角度一致,开关灵活,内外开度无偏差。
引风机机壳漏烟处理。
7.1拆除机壳保温检查机壳漏点。
7.2检查后导叶泄漏情况,更换密封绳。
7.3在漏风的结合面重新添加密封,然后紧固螺栓。
7.4更换、清理锈蚀严重的保温板。
7.4机壳无漏点,保温无锈蚀。
转子装配
8.1回装轴承箱,检查垂直度0.05mm/m。
8.2叶轮经检查无缺陷,测量轮毂内孔与轴直径,检查配合情况。
8.3与拆卸工序相反,上紧叶轮固定螺栓。
8.4待风机大盖盖完后检查并记录叶轮径向间隙。
对不符合处进行处理。
8.3压盖螺栓紧力950N.m。
8.4径向间隙:
风机盖大盖
9.1盖大盖前对法兰面进行清理。
9.2完成以上工作后,装配风机大盖,结合面应涂满密封胶。
9.3吊入大盖,先装好定位销后再紧固螺丝。
主轴承加油管路检查
10.1拆开与主轴承箱连接头,外部加油将原存油排出,观察出油是否干净、顺畅。
对主轴承排油孔进行检查排油是否正常。
10.1出油干净,通畅。
引风机进出口膨胀节
11.1检查进出口膨胀节是否破损,破损严重的进行整体更换成耐腐蚀膨胀节。
11.1膨胀节安装严密。
联轴器找中心
12.1电机就位前底板清理干净,将原垫片放好。
12.2电机就位,将电机侧联轴器插入中间轴联轴器槽内,用螺栓固定。
12.3用刀口尺先粗略找一下电机左右高低偏差,高低找好后,电机及风机侧各架上2套百分表。
12.4如电机需增减垫片,可采取此公式计算:
w=L×
ɑ/d,注:
w为偏差值;
L为电机前或后地脚螺丝至联轴器中心距;
ɑ为联轴器张口;
d为联轴器直径。
12.5找中心时,电机及风机侧联轴器测量的数值,作为参考数值,决定电机左右移动。
12.6中心找好后,紧固电机地脚螺栓后,复测中心。
12.7装联轴器螺栓及防护罩,装配中间轴防护罩。
12.8叶轮侧联轴器同时进行测量。
12.6弹片间隙值46~46.5mm;
电机侧预留上张口0.20~0.35mm、叶轮侧预留下张口:
0.20~0.35mm;
左右张口径向位移≤0.2mm。
电机油站检修:
13.1检查过滤器元件,有无磨损或漏油现象,对双筒过滤器滤芯进行清洗或更换。
13.2检查油泵、联轴器、弹性体。
13.3检查、清洗油冷却器,水压检查严密性。
13.4消除各管接头及阀门渗漏点。
13.5对油箱取油样进行化验粘度、颗粒度、水分等指标,不符合进行滤油或换油。
13.7电机油站试运。
13.1油滤芯清洗干净,并将过滤器内的残油放净清理干净。
13.2无磨损,开裂现象。
13.3清洗油冷却器外壳及内部管壁,做水压试验压力为工作压力的1.25倍。
13.4油系统各接头及结合面、阀门不得有渗漏油现象。
13.5颗粒度8级以下。
冷却风机检修
14.1清理检查冷却风机叶轮、主轴、机壳等部位有无裂纹、变形、严重磨损等缺陷,如发现则进行更换。
通知电气进行电机、轴承检修。
14.2清理风机滤网。
14.3解体检查冷却风机出口切换挡板、灵活性、严密性。
14.3冷却风机叶轮、主轴、机壳等部位有无裂纹、变形、严重磨损,切换挡板灵活、严密。
完工前内部清洁度检查
15.1完成以上工作后,清点检修工器具,清扫风机内部及检修现场,不得有杂物、机工具遗留。
15.2更换密封绳,关闭人孔门,,紧固螺栓。
15.2关闭人孔门前检查风机内部无人员、工具、杂物。
风机试运
16.1测试各种工况下,转动部件轴承的振动、温度值。
16.2记录前导叶全开全关时间。
16.1各种标志、指示清晰准确,无漏风灰油水现象。
挡板开关灵活指示准确。
记录齐全、准确,现场整洁,设备干净。
风机无异常声音,电流正常平稳;
风机振动<4.6mm/s,轴承温度<85℃。
7、检修后试验项目及标准
 升级会员
升级会员 