16车床主轴箱拆装Word格式文档下载.docx
《16车床主轴箱拆装Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《16车床主轴箱拆装Word格式文档下载.docx(27页珍藏版)》请在冰豆网上搜索。
清洗滚动轴承等精密零件要用绸布,以防纤维脱落影响零件正常工作。
任务1CQ6136车床主轴箱的拆装
1.CQ613车床的主轴箱的结构
CQ613车床的主轴箱是由主轴部件、其它传动轴部件及操纵机构等组成。
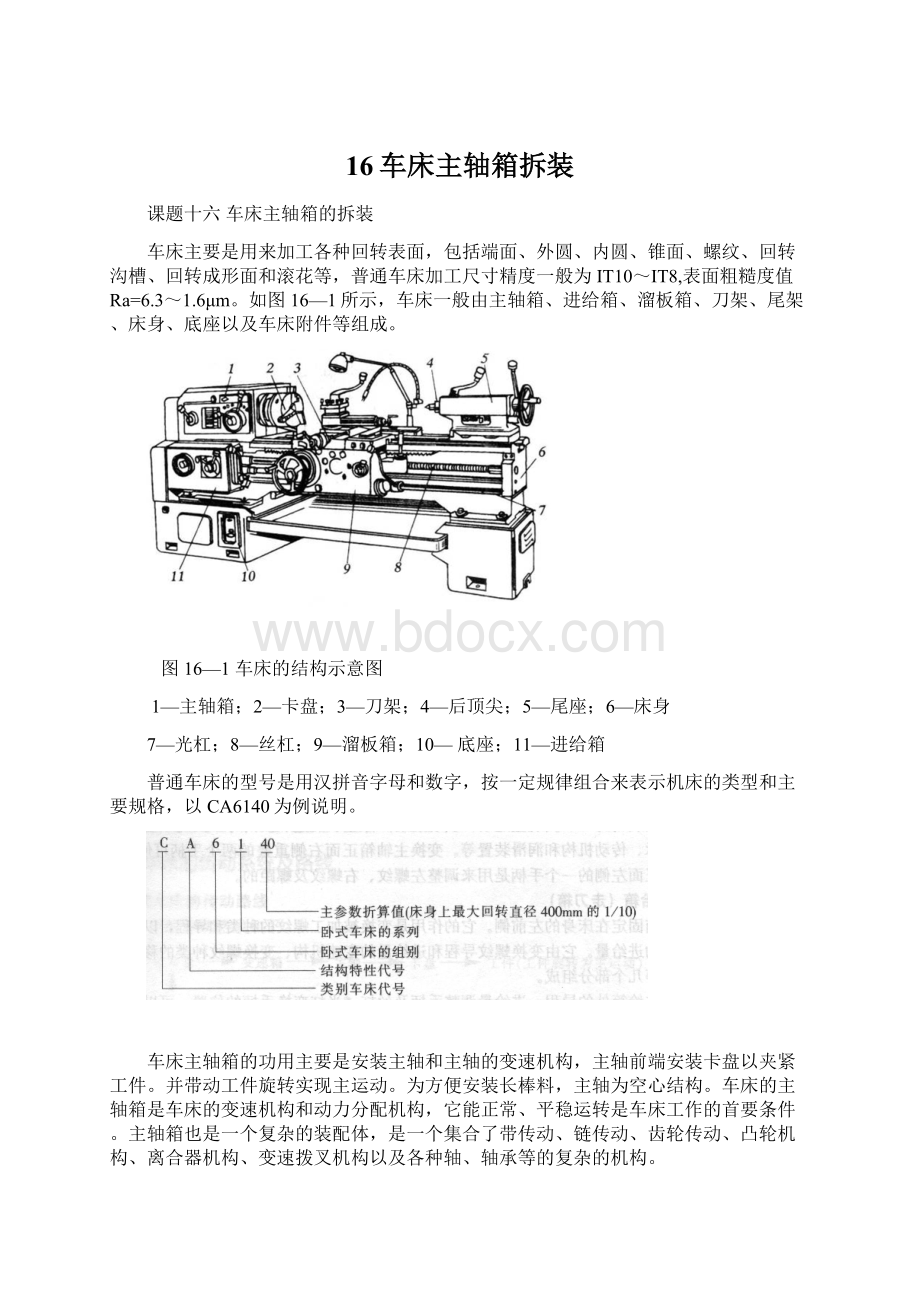
主轴箱内各传动件的传动关系,传动件的结构、形状、装配方式及其支承结构,常采用展开图的形式表示,如图16—2所示。
图16—2CQ6136车床主轴箱展开图
主轴部件及其支承主轴部件主要由主轴、主轴支承及安装在主轴上的齿轮组成。
主轴是空心阶梯轴。
主轴的内孔可通过长棒料或用于通过气动、液动、电动夹紧装置。
主轴前端内孔为莫氏5号,用于安装顶尖;
主轴前端外部采用短锥法兰式结构,用于安装卡盘等夹具。
短锥面便于定位和装拆,具有定心精度高,轴的悬伸短;
法兰上4个螺纹孔,便于用螺钉把卡盘固定在主轴上。
主轴采用三支承结构。
前、中支承采用精密圆锥滚子轴承,型号分别为3212/P6X和3211/P6,两轴承大口朝外,以增强轴系刚度;
后支承采用深沟球轴承6210。
主轴上圆锥滚子轴承的游隙调整用圆螺母,圆螺母上径向螺钉,起防松作用。
传动轴及其支承的结构主轴箱内的Ⅰ、Ⅱ轴转速较高,采用深沟球轴承支承,其中Ⅰ轴较短,采用二支承结构,Ⅱ轴较长,采用三支承结构。
Ⅱ轴上的齿轮通过花键联接,实现周向固定轴向滑移。
Ⅳ轴上的空套齿轮与轴之间装有铜套(滑动轴承)。
操纵机构Ⅱ轴、Ⅴ轴上的滑移齿轮采用摆动式操纵机构,如图16—3所示。
当扳动手柄4时,经转轴3、摆杆2、滑快1拨动滑移齿轮作轴向移动而改变齿轮的位置,达到变速的目的。
钢球6起定位作用,以保证滑移齿轮轴向位置正确。
螺钉5通过弹簧可调节对钢球的压紧力,由扳动手柄4时的感觉确定。
1—滑快;
2—摆杆;
3—轴;
4—手柄;
5—螺钉;
6—钢球
图16—3摆动式操纵机构
2CQ6136车床主轴箱的拆卸
先拆卸主轴箱盖,扳动Ⅰ轴上V带轮,观察各轴的运动;
分别变动三个操纵手柄位置,观察箱内滑移齿轮位置的变化和主轴转速、转向变化。
读主轴箱装配图,搞清各轴部件结构及其装配关系。
CQ6136车床主轴箱按下列顺序拆卸:
Ⅲ轴部件→Ⅱ轴部件→Ⅵ轴部件→Ⅰ轴部件→Ⅶ轴部件→Ⅷ轴部件→Ⅳ轴部件→Ⅴ轴部件→Ⅸ轴部件;
拆卸Ⅲ轴部件前,拆卸Ⅰ轴上的V带轮。
2.1主轴(Ⅲ轴)部件拆卸
主轴(Ⅲ轴)部件如图16—4所示,主要由双联齿轮、大齿轮、小齿轮、深沟球轴承、圆锥滚子轴承、法兰和弹性挡圈等组成。
图16—4主轴部件结构图
1、11—弹性挡圈;
2—深沟球轴承;
3—双联齿轮;
4、6—平键;
5—圆螺母;
7—大齿轮;
8—法兰;
9、12—圆锥滚子轴承;
10—小齿轮
先拆卸主轴两端端盖的螺钉、取下后端盖,用挡圈钳拆卸主轴后端的挡圈1;
用圆螺母扳手旋松圆螺母5直至完全脱开外螺纹,用挡圈钳拆卸主轴中间部位的挡圈11,使之向后(左端)退20mm左右,拿粗铜棒垫在主轴后端(左端)用手锤予以施力;
在挡圈11退到螺纹始端位置时,停止敲击,用挡圈钳把挡圈11退出轴上螺纹,然后继续敲击,使主轴完全脱开;
从前端(右端)抽出主轴,再取出轴上各零件,按顺序依次放好,参见图16—4。
在拆卸主轴过程中,注意前端水平托起;
在双联齿轮脱离平键时拆下平键,以免损坏圆螺母5的内螺纹;
不要用铜棒敲打圆螺母,更不能用手锤敲击螺丝刀松圆螺母。
2.2Ⅱ轴部件的拆卸
Ⅱ轴部件结构如图16—5所示,主要由四联齿轮、双联齿轮、花键轴、深沟球轴承和弹性挡圈等组成。
图16—5Ⅱ轴部件结构图
1、4、7—深沟球轴承;
2—弹性挡圈;
3—四联齿轮
5—平键;
6—双联齿轮;
8—螺钉;
9—花键轴
拆卸Ⅱ轴左端盖螺钉及左端盖,用细铜棒垫在Ⅱ轴左端传力,顶出右端的闷盖。
用细铜棒垫在轴的右端传力,直到把双联齿轮6拆卸下来为止;
再调头敲击Ⅱ轴左端,用同样的方法拆卸四联齿轮,并从右端卸出花键轴Ⅱ;
取出轴上零件按顺序依次放好,如图16—4所示。
在拆卸双联齿轮6时,注意先把四联齿轮3拨到轴的最左端。
2.3Ⅵ轴部件的拆卸
Ⅵ轴部件结构如图16—6所示,主要由拨叉、连杆、手柄、手柄座、钢球、O型圈、圆锥销和挡圈等组成。
图16—6Ⅵ轴部件结构图
1—拨叉;
2—钢球;
3、6、10—螺钉;
4—挡圈;
5—弹簧
7、11—圆锥销;
8—手柄座;
9—手柄;
12—O型圈;
13—连杆
拆卸手柄座上的标牌,用螺丝刀旋出手柄座上的螺钉6,取出弹簧5和钢球2;
用冲头冲出圆锥销7,取下手柄座,用螺丝刀旋松轴上的紧定螺钉3,用冲头冲出圆锥销11,从右端抽出Ⅵ轴,如图16—6所示。
用冲头冲圆锥销,注意方向。
旋出手柄座上的螺钉6时,防止弹簧弹出伤人。
2.4Ⅰ轴部件的拆卸
Ⅰ轴部件结构如图16—7所示,主要由V带轮、齿轮、轴承、隔套和弹性挡圈等组成。
图16—7Ⅰ轴部件结构图
1—螺母;
2—垫圈;
3—平键;
4—V带轮;
5—弹性挡圈;
6—深沟球轴承;
7、8、9、10—齿轮;
11—隔套;
12—弹性挡圈;
13—平键
前面已拆掉Ⅰ轴左端的螺母1、垫片2及V带轮4。
用细铜棒把箱体右端的闷盖卸掉,用挡圈钳拆卸Ⅰ轴右端的挡圈12;
拆卸左端透盖螺钉,然后用铜棒垫在轴的右端敲击,直至把四个齿轮卸下来,左端轴承与轴从轴承座孔中抽出;
再把轴上左端的挡圈5卸下,用轴承拉子拆卸轴承6,拆轴承座螺钉及轴承座,把轴上零件按顺序放好;
如图16—7所示。
在用细铜棒敲打轴的右端时,要对准轴头进行敲打,以免把右端轴承同轴一起打出,增加拆卸难度;
拆轴承座时用铜棒垫在其右端施力,不能用螺丝刀撬结合面。
2.5Ⅶ轴部件的拆卸
Ⅶ轴部件结构如图16—8所示,主要由Ⅶ轴、手柄、手柄座、O型圈和圆锥销等组成。
图16—8Ⅶ轴部件结构图
1—圆锥销;
2—O型圈;
3—Ⅶ轴;
4—沉头螺钉;
5—圆锥销;
6—手柄;
7—手柄座
用冲头冲出圆锥销5,取下手柄座7,用冲头冲出圆锥销1,取出Ⅶ轴;
如图16—8所示,在用冲头冲圆锥销时注意方向。
2.6Ⅷ轴部件的拆卸
Ⅷ轴轴系结构如图16—9所示,主要由齿轮、拨叉、连杆、O型圈和圆锥销等组成。
图16—9Ⅷ轴部件结构
1、3—圆锥销;
2—齿轮;
4—拨叉;
5—连杆;
6—O型圈
用小冲头冲出右端的圆锥销1;
用专用拔销器拔出左端的圆锥销3,从右端抽出Ⅷ轴,同时卸下拨叉5,如图16—9。
用冲头冲圆锥销1时注意方向,拔圆锥销3时防止破坏螺纹。
2.7Ⅳ轴部件的拆卸
Ⅳ轴部件的结构如图16—10所示,主要由齿轮、Ⅳ轴、轴承、弹性挡圈和O型密封圈等组成。
图16—10Ⅳ轴部件结构图
1—螺钉;
3—深沟球轴承
4—齿轮;
5—O型密封圈;
6—Ⅳ轴
用螺丝刀旋出Ⅳ轴右端的螺钉1,用挡圈钳把弹性挡圈2卸出,用细铜棒垫在轴的右端进行敲击,轴Ⅳ从左端抽出,同时拆卸右端滑动轴承,取出轴上各零件,按顺序依次放好,如图16—10所示。
在把轴从左端打出时,不要损坏O型密封圈。
2.8Ⅴ轴部件的拆卸
Ⅴ轴部件结构如图16—11所示,主要由透盖、轴承、轴承座、套、弹性挡圈和油封等组成。
图16—11Ⅴ轴部件结构图
1—透盖;
2、12—弹性挡圈;
3—油封;
4—平键;
5—螺母;
6—套
7—轴承座;
9、11—深沟球轴承;
10—垫片
用扳手松开螺母5,取出套6和键4,用内六角扳手松开螺钉8,用挡圈钳卸出弹性挡圈12,用细铜棒垫在Ⅴ轴右端进行敲击,直至把透盖1、轴承11卸出,左端轴承与Ⅴ轴从轴承座孔中抽出;
拆卸密封圈,用弹性挡圈钳卸掉弹性挡圈2,然后用轴承拉子卸下轴承9,再拆轴承座,把轴上零件按顺序放好,如图16—11所示。
拆卸密封圈时不能用螺丝刀硬撬,以免损坏密封圈。
2.9Ⅸ轴部件的拆卸
Ⅸ轴部件结构如图16—12所示,主要由Ⅸ轴、钢球、盖板、手柄座、手柄、定位板、圆锥销和弹簧等组成。
拆卸掉手柄座上的标牌5,用螺丝刀旋下手柄座上的螺钉3,取出孔内的弹簧2和钢球1,用冲头把手柄座上的圆锥销9冲出,取下手柄座。
再用小冲头把Ⅸ轴上的销子10冲出,取出挡圈11及Ⅸ轴,如图16—12。
冲圆锥销时注意方向;
旋下手柄座上的螺钉3时,防止弹簧弹出伤人。
图16—12Ⅸ轴部件结构图
1—钢球;
2—弹簧;
3—螺钉;
4—Ⅸ轴;
5—盖板;
6—手柄座
7—手柄;
8—定位板9—圆锥销10—圆锥销11—挡圈
3CQ6136车床主轴箱的装配
装配应遵循“先拆后装”的原则。
在装配之前仔细检查各零件有无毛刺、损伤、刮痕及变形,用工具(锉刀等)进行修整,如有损坏的零件应更换;
所有零件清洗干净;
再读装配图,搞清零部件装配关系,准备装配。
装配顺序为:
Ⅸ轴部件→Ⅴ轴部件→Ⅳ轴部件→Ⅷ轴部件→Ⅶ轴部件→Ⅰ轴部件→Ⅵ轴部件→Ⅱ轴部件→Ⅲ轴部件;
装Ⅰ轴上的V带轮和箱盖。
3.1CQ6136车床主轴箱装配的技术要求
1.装配每根轴后,应对其进行检查,若有轴向窜动或运转过紧现象,应进行调整。
2.装配各操纵手柄轴时,应保证旋转灵活自如,各换挡位置定位可靠,各对啮合齿轮轴向错位不得大于1mm。
注意手柄上定位调整螺钉的松紧。
3.箱体中各齿轮传动应平稳,响声均匀、不得有冲击声、噪音及周期性的杂音。
4.滑移齿轮轴向移动时无啃住和阻滞现象。
5.主轴轴肩支承面的跳动公差为0.023mm。
主轴心轴轴颈的颈向跳动公差为0.013mm。
6.各轴承盖、法兰盘、油杯、油孔不应有渗漏现象。
7.箱盖与箱体的结合面应无渗油现象。
3.2CQ6136车床主轴箱的装配过程
1.Ⅸ轴的装配
装Ⅸ轴,装挡圈11,装拨叉及圆锥销10;
再装手柄座6及圆锥销9,最后装钢球1、弹簧2、调整螺钉3及盖板
2.Ⅴ轴的装配
装垫片10、轴承座7,紧固螺钉9,右端轴承11装入箱体轴承孔中;
轴承9装到Ⅴ轴上,弹性挡圈2装入轴的挡圈槽内;
Ⅴ轴从左端装入轴承座孔,装上齿轮,轴的右端轴颈装入轴承11的内孔,装弹性挡圈12;
装透盖1及密封圈,旋紧螺钉。
最后装上平键4、挂轮、套6并旋紧螺母5。
3.Ⅳ轴的装配
把轴承装入齿轮4孔中,再装到轴上,并把弹性挡圈2固定在轴的挡圈槽内;
Ⅳ轴左端轴颈装入箱体孔中,右端装上滑动轴承,用细铜棒垫在滑动轴承的右端施力,至要求位置,再把螺钉1旋紧。
4.Ⅷ轴的装配
装入Ⅷ轴,装齿轮2、连杆5至要求的位置,装锥销1、锥销3。
5.Ⅶ轴的装配
先把手柄座7装到Ⅶ轴上,销5装入销孔;
再把轴装入箱体孔中至要求的位置,装齿轮及锥销1;
装手柄座盖板。
6.Ⅰ轴的装配
先装左端轴承座,固紧螺钉,把右端的轴承装入箱体轴承孔;
平键装入Ⅰ轴键槽内,把左端轴承6及弹性挡圈5装到Ⅰ轴上,把Ⅰ轴从左端装入,装齿轮7、齿轮8、齿轮9、齿轮10、隔套11,装右端轴承及弹性挡圈12;
最后装工艺闷盖
7.Ⅵ轴的装配
先把手柄9装到手柄座8上,把手柄座装到Ⅵ轴上,锥销7装入销孔中;
轴从前面装入箱体孔至要求位置,装挡圈4及紧定螺钉3使之与轴固紧;
装连杆及锥销11;
最后装钢球2、、弹簧5、调整螺钉6及盖板。
8.Ⅱ轴的装配
先把中间轴承4和左端轴承分别装入箱体轴承孔中,从右端把Ⅱ轴装入,装上四联齿轮3,然后用细铜棒垫在轴的右端施力,使轴的中间轴颈和左端轴颈分别装入两轴承孔;
装两联齿轮6,再用细铜棒垫在轴的左端施力,使轴至要求的位置,装轴的右端轴承;
装左端的端盖及右端闷盖。
9.主轴(Ⅲ轴)的装配
先把大齿轮7与小齿轮10放入主轴箱内,键6装入主轴键槽内,主轴从右端装入一段,装弹性挡圈11;
把轴继续装入,超出中间轴承孔40—70mm时,装圆锥滚子轴承12及圆螺母5;
再把轴装入一段,把键4装入键槽内(过早装键易发生因敲击震动脱落),装上双联齿轮3;
把轴装到要求的位置,装轴承2;
把前后弹性挡圈分别装入挡圈槽内,旋紧并调整好圆螺母5,最后把左右端盖螺钉旋紧。
最后装Ⅴ带轮、垫圈2、螺母1。
检查箱体内的零件装配是否已到位,运转是否灵活;
扳动拨叉,检查齿轮啮合位置是否正确;
最后盖上盖板,旋紧盖板上的螺钉。
任务2CA6140车床主轴轴组的拆装
CA6140型车床的主轴箱与CQ6136车床的主轴箱相比较,其内部传动部件复杂很多。
CA6140型车床的主轴箱主要由卸荷式皮带轮、双向多片式摩擦离合器和制动器及操纵机构、主轴组件、滑动齿轮的变速操纵机构等组成。
如图16—13所示为CA6140型卧式车床主轴箱展开图,它是将传动轴沿轴心线剖开,按照传动的先后顺序将其展开而形成的。
图16—13CA6140主轴箱展开图的剖切面
1CA6140车床主轴箱的结构
卸荷带轮主电动机通过带传动使轴I旋转,为提高轴I旋转的平稳性,轴I上的带轮采用了卸荷结构。
如图16—14所示,带轮1通过螺钉与花键套2联成一体,支承在法兰3内的两个深沟球轴承上。
法兰3则用螺钉固定在主轴箱体4上。
当带轮1通过花键套2的内花键带动轴I旋转时,传动带作用于带轮上的拉力经花键套2通过两个深沟球轴承经法兰3传至箱体4。
从而使轴I只受转矩,而免受径向力作用,减少轴I的弯曲变形,从而提高传动的平稳性及传动件的使用寿命。
我们把这种卸掉作用在轴I上由传动带拉力产生的径向载荷的装置称为卸荷装置。
图16—14CA6140型车床主轴箱展开图
1-卸荷式带轮;
2—花键套筒;
3—法兰;
4—箱体;
5—导向轴;
6—调节螺钉
7—螺母;
8—拨叉;
9、10、11、12—齿轮;
13—弹簧卡圈;
14—垫圈;
15—三联齿轮;
16—轴承盖;
17—螺钉;
18—锁紧螺母;
19—压盖
双向式多片摩擦离合器及制动机构轴I上装有双向多片式摩擦离合器M1,其结构及工作原理见图16—15。
摩擦离合器由内摩擦片3、外摩擦片2、压块8和螺母9、销子5、推拉杆7等组成,离合器左右两部分的结构是相同的。
图16—15a)表示的是左离合器结构,内摩擦片3的孔是花键孔,装在轴I的花键上,随轴I旋转,其外径略小于双联空套齿轮1套筒的内孔,不能直接传动空套齿轮1。
外摩擦片2的孔是圆孔,其孔径略大于花键轴的外径,其外圆上有4个凸起,嵌在空套齿轮1套筒的4个缺口中,所以空套齿轮l随外摩擦片一起旋转,内外摩擦片相间安装。
当推拉杆7通过销子5向左推动压块8时,将内外摩擦片压紧。
轴I的转矩由内摩擦片3通过内外摩擦片之间的摩擦力传给外摩擦片2,再由外摩擦片2传动空套齿轮1,使主轴正转。
同理,当压块8向右压时,主轴反转。
压块8处于中间位置时,左右内外摩擦片无压力作用,离合器脱开,主轴停转。
离合器由手柄18操纵,手柄18向上扳绕支撑轴19逆时针摆动,拉杆20向外,曲柄21带动齿扇17作顺时针转动(由上向下观察),齿条轴22向右移动,带动拨叉23及滑套12右移,滑套12右面迫使元宝形摆块6绕其装在轴I上的销轴顺时针摆动,其下端的凸缘向左推动装在轴I孔中的推拉杆7向左移动,推拉杆7通过销子5带动压块8向左压紧内外摩擦片,实现主轴正转。
同理,将手柄18扳至下端位置时,右离合器压紧,主轴反转。
当手柄18处于中间位置时,离合器脱开,主轴停止转动,为了操纵方便,支撑轴19上装有两个
操纵手柄18,分别位于进给箱的右侧和滑板箱的右侧。
摩擦离合器的摩擦片传递转矩大小在摩擦片数量一定的情况下取决于摩擦片之间压紧力的大小,其压紧力的大小是根据额定转矩调整的。
当摩擦片磨损后,压紧力减小,这时可进行调整,其调整方法是用工具将防松的弹簧销4压进压块8的孔内,旋转螺母9,使螺母9相对压块8转动,螺母9相对压块8产生轴向左移,直到能可靠压紧摩擦片,松开弹簧销4,并使其重新卡入螺母9的缺口中,防止其松动。
为了在摩擦离合器松开后,克服惯性作用,使主轴迅速降速或停止,在主轴箱内的轴Ⅳ上装有制动装置(如图16—15(b)所示),制动装置由通过花键与轴Ⅳ连接的制动盘16、制动钢带15、杠杆14以及调整装置等组成。
制动钢带一端通过调节螺钉13与箱体连接,另一端固定在杠杆上端。
当杠杆14绕其转轴逆时针摆动时,拉动制动钢带,使其包紧在制动轮上,并通过制动钢带与制动轮之间的摩擦力使主轴得到迅速制动。
制动力矩的大小可通过调节螺钉13进行调整。
a)b)
c)
图16—15摩擦离合器、制动器及其操纵机构
(a)离合器;
(b)制动器;
(c)离合器与制动器联动装置
1—空套齿轮;
2—外摩擦片;
3—内摩擦片;
4—弹簧销;
5—销子;
6—元宝形摆块;
7—推拉杆;
8—压块;
9—螺母;
10、11—止推片;
12—滑套;
13—调节螺钉;
14—杠杆;
15—制动钢带;
16—制动盘;
17—齿扇;
18—手柄;
19—支撑轴;
20—拉杆;
21—曲柄;
22—齿条轴;
23—拨叉
双向式多片摩擦离合器与制动装置采用同一操纵机构控制,如图16—15(c)所示。
要求停车(即离合器M1处于中位)时,主轴能迅速制动;
开车(即离合器M1处于左或右位)时,制动钢带应完全松开。
当抬起或压下手柄18时,通过拉杆20、曲柄21及扇齿17,使齿条轴22向左或向右移动,再通过元宝形摆块6、推拉杆7使左边或右边离合器结合,从而使主轴正转或反转。
此时杠杆14下端位于齿条轴圆弧形凹槽内,制动钢带处于松开状态。
当操纵手柄18处于中间位置时,齿条轴22和滑套12也处于中间位置,摩擦离合器左、右摩擦片组都松开,主轴与运动源断开。
这时,杠杆14下端被齿条轴两凹槽间凸起部分顶起,从而拉紧制动钢带,使主轴迅速制动。
主轴组件主轴组件是车床的关键部分。
工作时工件装夹在主轴上,并由其直接带动旋转做主运动。
1)主轴前端结构
主轴前端如图16—16
所示,主轴前端采用精密的
莫氏6号锥孔,用于安装卡
盘或拨盘。
拨盘或卡盘座4
由主轴3端部的短圆锥面和
法兰端面定位,由卡口垫2
和插销螺栓5紧固,螺钉1
锁紧。
这种结构装卸方便,
工作可靠,定心精度高,主图16—16主轴前端的结构
轴前端的悬伸长度较短,有1—螺钉;
2—卡口垫;
3—主轴
利于提高主轴组件的刚度。
4—卡盘座;
5—插销螺栓;
6—螺母
2)主轴组件
CA6140车床的主轴组件的轴承支承方式有三支承和两支承两种形式。
如图16—17所示,为两支承结构。
主轴的前支承为双列圆柱滚子轴承4,用于承受径向力。
后支承有两个滚动轴承,角接触球轴承18用于承受径向力和主轴受的向右的轴向力,向心推力球轴承16用于承受主轴受的向左的轴向力。
主轴轴承应在无间隙(或少量过盈)条件下运转,故主轴组件在结构上应保证能够调整轴承间隙。
调整前支承的间隙时,逐渐拧紧螺母6,通过阻尼套筒5内套的移动,使双列圆柱滚子轴承4的内圈做轴向移动,迫使内圈胀大。
用百分表触及主轴前端轴颈处,撬动杠杆使主轴受200—300N的径向力,保证轴承径向间隙在0.005mm之内,且大齿轮转动灵活,最后将螺母6锁紧。
后轴承的调整,先将螺母6松开,再旋转螺母21,逐渐收紧角接触球轴承18和推力球轴承16。
用百分表触及主轴前端面,用适当的力前后推动主轴,保证轴向间隙在0.01mm之内。
同时用手转动大齿轮8,若感觉不太灵活,可以在角接触球轴承内、外后端敲击,直到手感觉主轴旋转灵活自如后,再将两螺母锁紧。
图16—17CA6140型卧式车床主轴组件
l—主轴;
2—密封套;
3—前轴承端盖;
4—双列圆柱滚子轴承;
5—阻尼套筒;
6、21—螺母;
7、15—垫圈;
8、11、13—齿轮;
9—衬套;
10、12、14—开口垫圈;
16—推力球轴承;
17—后轴承壳体;
18—角接触球轴承;
19—锥形密封套;
20—盖板21—螺母
主轴上装有三个齿轮8、11、13,前端处齿轮8为斜齿圆柱齿轮,可使主轴传动平稳,传动时齿轮作用在主轴上的轴向力与进给力方向相反,因此,可减少主轴前支撑所承受的轴向力。
斜齿轮8空套在主轴上,当它移动到右端位置时,主轴低速运转;
移到左端时,主轴高速运转;
处于中间空挡位置时,主轴与轴Ⅲ及轴V问的传动联系断开,这时可用手转动主轴,以便进行测量主轴精度及装夹工件时的找正等工作。
左端的齿轮固定在主轴上,用于传动进给系统。
变速操纵机构换挡机构的作用是改变滑移齿轮位置,以控制主轴的转速,车床主轴箱的变速原理如图16—18所示,转动手柄1,通过链传动装置带动凸轮转动,驱动杠杆拨动齿轮,变换Ⅱ、Ⅲ轴上的滑移齿轮,就可以实现主轴变速。
图16—18车床主轴箱变速操纵机构
l—手柄;
2—链条;
Ⅱ—主轴箱Ⅱ轴;
Ⅲ—主轴箱Ⅲ轴
2CA6140车床主轴箱的拆卸
⑴.主轴箱外围附件的拆卸
打开床头箱盖和带轮上的防护罩,拆下Ⅱ一Ⅲ轴上变速操纵机构的支架,取出盘形凸轮和小轴,拆下分油器。
⑵轴I的拆卸
先拆下卸荷式带轮,然后从左孔移出轴I部件,再拆卸轴上零件;
旋下I轴左端挡圈上的螺钉,拆下带内螺纹的挡圈;
旋下带轮上的螺钉和定位销,拆下带轮和花键套筒;
调松左边的摩擦片离合器,使元宝销能从滑套中顺利滑出;
旋下法兰上的螺钉,用法兰上起盖螺孔取出法兰;
法兰内的滚动轴承可用铜棒向右敲出;
向左取出I轴部件;
拆左边的摩擦片离合器(用铜棒向左敲出空套双联齿轮1,接着旋松止推片10、11上的螺钉,使止推片槽与花键槽对齐,然后向左移出止推片和内外摩擦片);
打出元宝销上的销轴,拆下元宝销,并拆下平键;
用弹簧卡钳撑开轴承右边的轴用弹性挡圈,并从轴上向右移出;
用轴承拆卸工具拆右边的滚动轴承,并取出轴套;
用木棒向右打出空套齿轮14;
拆右边的摩擦片离合器;
向下打出圆销5,向左移出拉杆7;
拆下压块8和螺母9。
⑶轴Ⅳ的拆卸
由于轴Ⅳ与其左边的导向轴处于同一轴线上,因此,轴Ⅳ的拆卸应先拆出导向轴,然后向左打出轴Ⅳ
 升级会员
升级会员 