最新大容量注射剂质量控制点Word文件下载.docx
《最新大容量注射剂质量控制点Word文件下载.docx》由会员分享,可在线阅读,更多相关《最新大容量注射剂质量控制点Word文件下载.docx(21页珍藏版)》请在冰豆网上搜索。
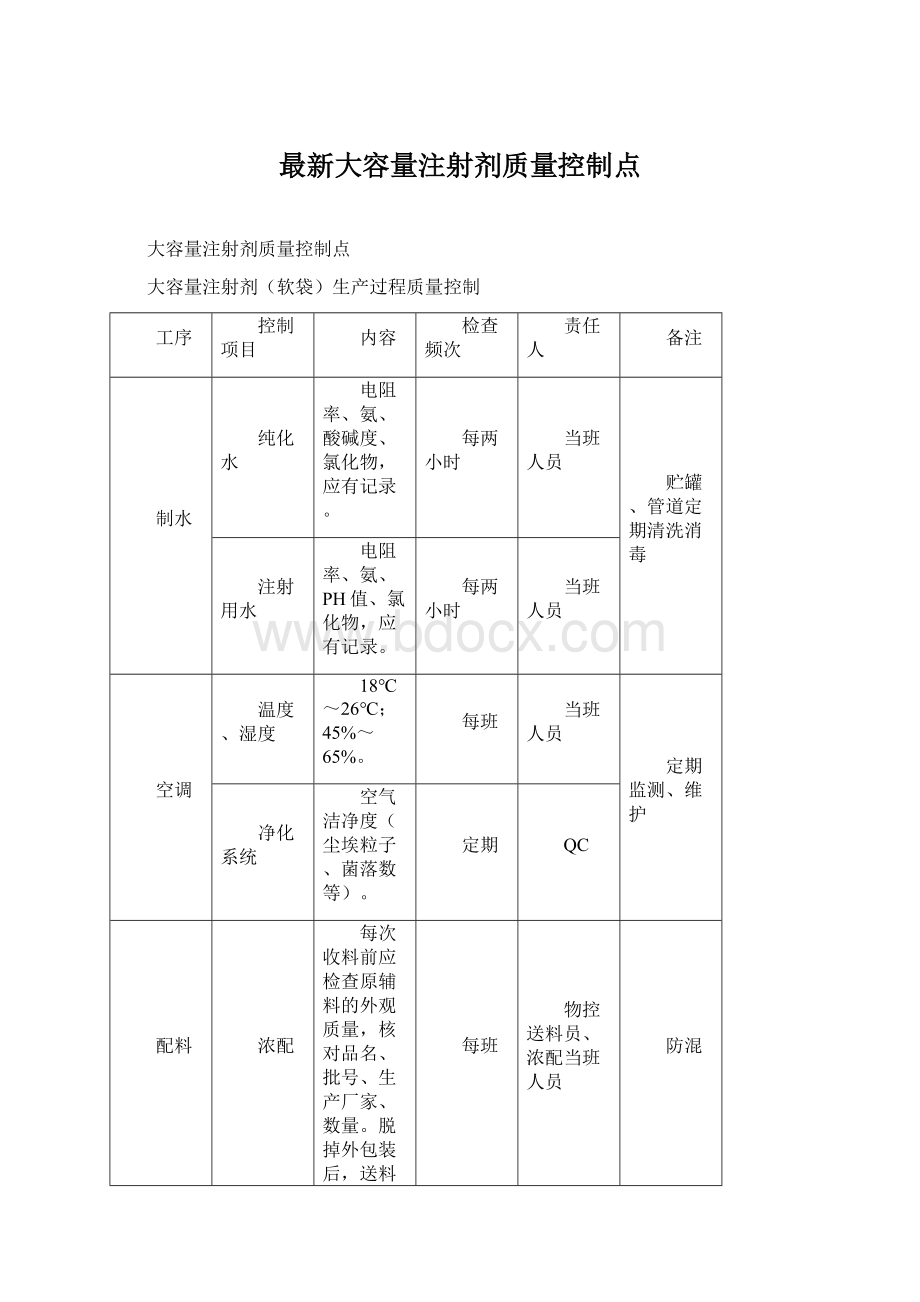
定期
QC
配料
浓配
每次收料前应检查原辅料的外观质量,核对品名、批号、生产厂家、数量。
脱掉外包装后,送料员应在内包装上贴标签,标明品名、批号,数量,否则拒收。
物控送料员、浓配当班人员
防混
投料与余料的管理
每次称量后余料应包装好后,在包装上贴好标签;
投料前复核数量,如有偏差,应在规定的范围内,如不符合偏差规定,应及时通知QA、带班长,共同分析原因,确认不影响产品质量方可投料。
称料员
稀配
1、体积准确、混合均匀。
2、QA审核符合要求才能进行下一工序;
3、如需加料加水量超出日常添加量时,及时通知带班长和现场QA,确认无潜在质量隐患后方可加料加水.
当班人员、QC、QA
取样要有代表性
配液罐、管道清洗
换品种清洗管道后,取洗净水检查理化项目,停产后再生产需取洗净水做全检。
班长、QC
制袋灌封
膜、口管
检查洁净度,是否脱外包装。
逐件
印字
确认品名、规格、批号、生产日期、有效期。
每班生产前
班长
组合盖
每桶组合盖使用前检查组合盖标识是否完整,盖是否干净无杂质。
每桶
按先进先出原则用盖
灌装前的确认
每班灌装的前6组重点检查澄明度,调节装量,合格才可继续灌装。
每班灌装前
当班人员、QA
避免污染
口管焊接
1检查焊接头温度、焊接效果。
每小时
气洗效果确认
吹针完整,能放电,吹气、吸气现象明显;
气洗管路不漏气。
每2小时
班长 QA
焊盖封口
1观察加热片温度,2观察加热片、组合盖、接口三者的位置和距离 3不定时的抽查2组产品,用人工挤压的方法检查焊接封口情况、歪头情况。
随时
班长 QA
可见异物、装量
每1小时抽查一次,每次20袋,检查可见异物、用电子称检查装量。
班长、QA
洗净水
每天
灭菌
上 袋
1检查从灌封室输送过来的产品是否焊封严密,是否有歪头,杂质,装量是否有明显差异。
2产品在灭菌车上的摆放要整齐。
摆放数量要一致。
随时
灭菌温度、时间、压力
1每次灭菌前检查柜内各点的温度探头是否完好,2控制好压力系数、灭菌时间、温度及冷却出柜温度。
3 产品出柜后必须有标识,品名,批号要完整
每柜
如有异常及时通知带班长和现场QA。
下 袋
1核对产品品名、规格、批号。
每柜
烘干
温度
检查设定温度(60~70℃)
检漏
剔除漏液
所设参数与实际是否相符。
每批
灯检
光源
照度2000LX~3000Lx。
每月
QA
注意避免视力疲劳
视力
0.9以上(不包含矫正后的视力)。
每年
灯检员
方法
按直、横、倒三步法,每次拿1袋,每袋检测10秒。
人眼与产品的距离25cm。
每袋
判断
外观:
袋身完整清洁,无砂眼,焊缝完整、印字清晰,袋身干燥无明显水珠等。
可见异物检查:
药液澄明无异物。
不合格品
不合格品必须将拉环拉掉,用剪刀剪破,倒出药液。
包装
物料
班长收料时应核对品名、数量、规格,每批包装前班长应按生产指令计数领取膜、说明书、加药便签、合格证、纸箱。
班长、当班人员
包材的领用数=使用数+残损数+剩余数。
核对
每批纸箱、合格证的批号、生产日期、有效期打样后交班长复核,确认无误后开始包装。
合格证上有对应的装箱人员签名
装箱时应每层或每箱逐袋点数,封箱前检查合格证、装箱单、说明书、加药便签是否齐全。
.
大容量注射剂(塑瓶)生产过程质量控制
洗罐封
上瓶
瓶子干净、无变形、无异物、无气泡、无杂质、瓶口、瓶身、胶口完整。
逐个
瓶的贮存
上吊环
1检查吊环 看是否完整、无毛边、无翘起现象2保证每个瓶上都能上好吊环,3发现瓶子有不合格的要剔除
焊吊环
1检查焊接头温度2吊环焊接效果
每班灌装的前40瓶重点检查澄明度,调节装量,合格才可继续灌装。
气洗管路不漏气
包括洗瓶、洗盖
封 口
1观察加热片温度,2观察加热片、瓶口、吸盖头三者的位置和距离 3不定时的抽查2组产品,用人工挤压的方法检查封口情况、歪头情况
澄明度、装量
每1小时抽查一次,每次30瓶,检查澄明度、装量。
上 瓶
1检查从灌装室输送过来的产品是否有歪头,气泡、杂质,装量是否有明显差异 2产品在灭菌车上的摆放要整齐。
摆放数量要适宜。
下 瓶
1核对产品品名、规格、批号
检测度漏检率
所设参数与实际是否相符,
每批
塑瓶:
照度2000LX~3000LX。
注意免视力疲劳
按直、横、倒三步法,每次拿1-2瓶,每瓶10秒。
每瓶
瓶身完整清洁,无砂眼、大气泡等。
药液澄明度:
澄明无异物。
不合格品必须将拉环拉掉
班长收料时应核对数量、品名、规格,每批包装前班长应按生产指令计数领取标签、说明书、合格证、纸箱。
残损标签销毁有记录
每批纸箱、标签、合格证的批号、生产日期、有效期打样后交班长复核,确认无误后开始包装。
样签附于生产记录中。
每层或每箱装完后应逐瓶点数,封箱前检查合格证、装箱单、说明书是否齐全。
有加药便签的检查给药签的数量.
物料管理过程质量控制
名称
质控点(主要物料供应商质量体系评估应符合要求,定点采购)
原
辅
料
项目
验货
请验、取样
不合格物料处理
合格物料的发放
控
制
方
法
每次到货,卸货时检查外包装的完整性、品名、批号、批准文号、有效期、厂家、数量应符合要求。
入库放固定位置后挂上待验标示及货位卡,并进帐。
不符合要求的拒收。
应有验货记录
每次入库的货物应及时填写请验单交质检科。
QC取样后,负责包装好并贴上取样封签。
收到质管科发放的不合格报告单,应及时填写“不合格物料处理申请单”,交质管科科长签审核意见,交厂长审批后,在QA监督下处理并填写处理记录。
根据生产指令,按先进先出、效期短的先出、取过样的先出的原则发料。
领、发双方确认后在交接单上签名,同时物控科当班人员在货位卡及帐上填写记录,应做到QA随时抽查帐、卡、物、相符。
当班人员、QC
仓库主管
内
包
装
材
每次到货,卸货时检查外包装的完整性、品名、批号、厂家、数量应符合要求。
应有验货记录。
QC取样后,负责包装好并贴上取样证。
根据生产指令,按先进先出、取过样的先出的原则发料。
领、发双方确认后在领料单上签名,同时物控科当班人员在货位卡及帐上填写记录,应做到QA随时抽查帐、物、卡相符。
外
每次到货,卸货时检查外包装材料颜色的均一性、品名、数量、材质应符合要求。
QC抽检后的样品,一份留样,其它送回原位。
根据生产指令,按先进先出的原则发料。
成
品
入库
不合格品处理
出库
产品入库应放指定的区域并核对数量,双方在交接单上签字,当班人员应及时填写货位卡、帐并挂待验标示。
应做到QA随时抽查帐、物、卡相符。
收到质管科发放的不合格报告单,应及时将不合格产品转入不合格区并填写“不合格品处理申请单”,交质管科科长签审核意见,交厂长审批后,在QA监督下处理并填写处理记录。
收到销售部的发货指令,按效期短的批号先出的原则发放产品,物控科应监督搬运产品的全过程,以免错发、多发、少发的情况,及时填写帐、卡、销售记录。
每批销售完毕,应及时将销售记录送质管科归档。
主管
主管、当班人员
备注:
如仓库发放的合格物料中因某些特殊原因,有极个别不合格的物料,经QA确认后,通知仓库及时收回,并在领料单上说明,此物料按“不合格物料处理”。
塑瓶成型工序质量控制
岗位
质控点(每班生产前检查现场,生产后清洁现场)
瓶
瓶胚
请验
每班两次,每模抽20个,检查:
1、肉眼观察外观,应无气泡、结块、异物等现象。
2、用电子秤称其(500ml,250ml,100ml)重量应符合规定。
应有记录。
每两小时一次,每次抽3组,检查:
1、肉眼观察外观,应无气泡、结块、异物、无凹凸等现象。
2、是否干净,瓶口是否有损伤
3.胶口是否完整,底部声深浅是否合适
每季度检一次,原料供应商有变动或模具大修后的第一批取样检测
当班人员、班长
班长、成型主管
盖
内盖
外盖
每两小时一次,每次取2模检查:
1、肉眼观察无气泡、结块、缺边、异物、毛边等现象。
2、送下工序应有合格标示。
1 当班人员应每两小时检测一次拉力。
拉力检测应小于75牛、无拉断现象,每班留两模灭菌后送中检测拉力应有记录2、无毛边、无气泡,拉环处无裂开,异物等现象。
3、每班将接班后的前十模送组盖组好后交灌装封口,然后送灭菌班灭菌,出柜后观察盖是否积水(如有外盖积水的盖子,记下盖号通知成型班进行调整或重试)根据情况4、送下工序应有合格标示。
每季度检一次,原料供应商有变动或模具大修后的第一批取样检测。
当班人员、班长 QC QA
吊
环
肉眼观察1干净,完整无缺损现象
2 无异物毛边等现象。
3无翘起,无软吊环现象
组
内、外盖,胶塞外观
组盖外观
胶塞的包装应完整,内外盖确认合格。
逐个检查:
1、内外盖组合平整,无缺胶塞、内盖现象,内外盖表面无污染物,组合后外盖无凸起现象。
2、送下工序应有合格标示。
如有异常情况应及时查找原因解决问题和增加检查次数。
 升级会员
升级会员 