施工升降机振动和摆动原因与解决初探Word文件下载.docx
《施工升降机振动和摆动原因与解决初探Word文件下载.docx》由会员分享,可在线阅读,更多相关《施工升降机振动和摆动原因与解决初探Word文件下载.docx(8页珍藏版)》请在冰豆网上搜索。
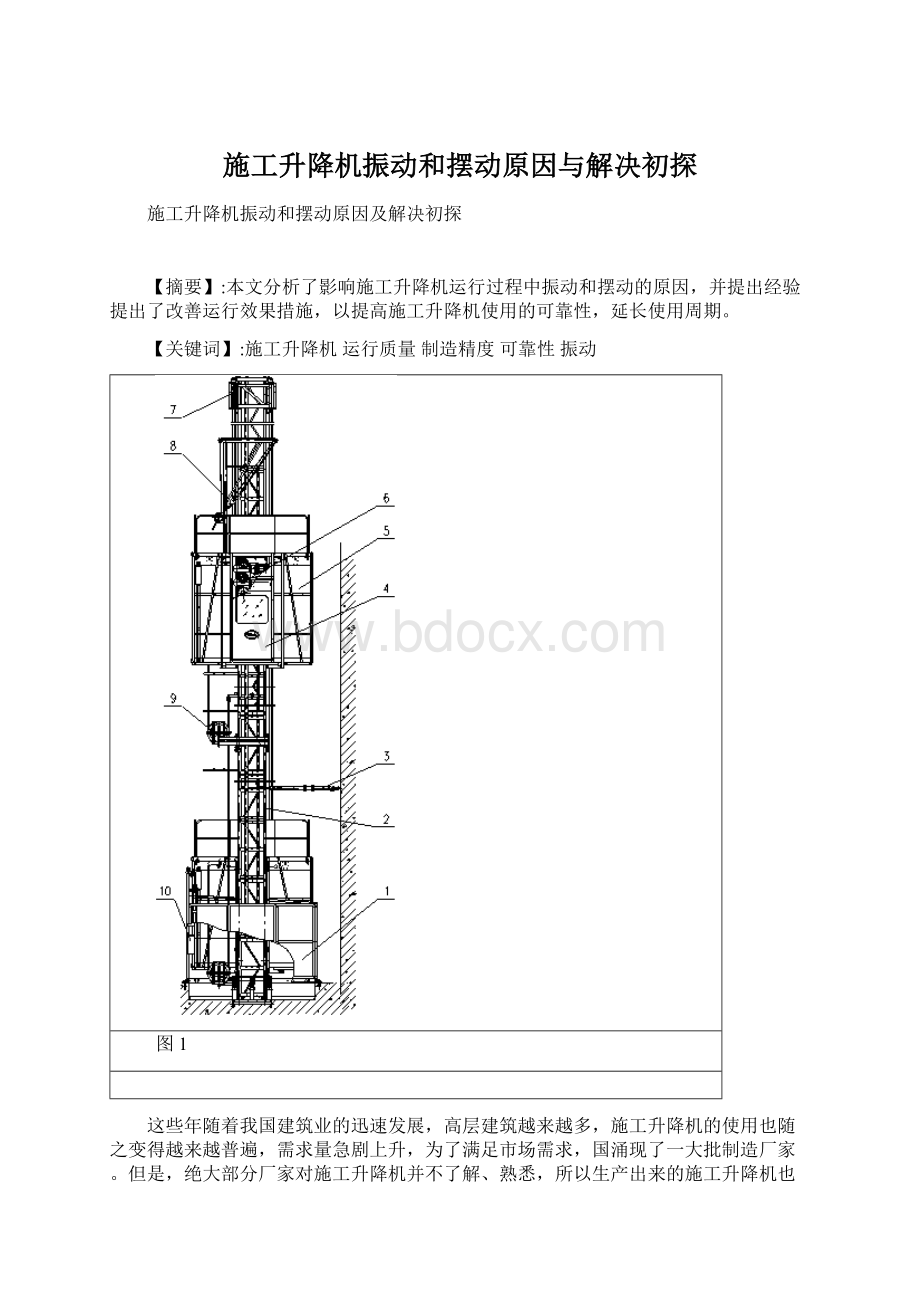
1吊笼在运行过程中产生振动和摇摆的原因
施工升降机主要1、防护围栏;
2、导轨架;
3、附墙支撑;
4、驾驶室;
5、吊笼;
6、驱动安全机构;
7、平衡系统(根据需要配置);
8安装起重机;
9、电缆系统;
10、电控系统,见图1。
施工升降机工作原理为安装在吊笼上的传动机构带动齿轮与固定导轨架上的齿条啮合,从而使吊笼沿导轨架爬升或下降,导轨架既是主要的承载结构件又是吊笼运行轨道。
吊笼依靠安装在其上的滚轮作运行导向(如图2所示)。
导轨架通过附墙架及支架将力传递到建筑物上,使其成多跨柔性支座连续梁受力状态,见图3。
图2图3
吊笼在运行过程中产生抖动和摇摆的因素很复杂,主要有下列几个方面:
1.1开式齿轮与齿条啮合过程中产生的固有振动,属正常状况;
1.2齿轮与齿条啮合过程中产生的突发性或间隙性振动,属于非正常状况;
产生这种振动的因素主要有齿条制造误差、齿条对接处留有间隙造成公法线变化、齿条对接错位、齿条弯曲(见图4);
1.3标准节制造误差;
标准节制造误差对施工升降机的抖动影响特别大,尤其是立筒对接处错位影响巨大,见图4。
(a)齿轮节距误差
(b)齿条对接错位
(c)齿条弯曲
(d)立柱对接错位
(e)侧导向轮与方柱间隙过大
图4标准节制造、调整误差引起非正常振动摇摆的几种情况简图
1.4侧导向滚轮及齿条压轮间隙过大;
间隙过大会引起齿轮齿条啮合轨迹变化产生非正常振动,同时侧导向滚轮一与导轨架间隙过大会导致吊笼产生大幅度摇摆(见图2、图4);
1.5由于启动、停止、人员走动、货物偏心、风压等产生的振动和摇摆;
1.6由于导轨架、附墙架刚性差产生变形而造成的振动和摇摆,以及两只吊笼运行中导轨架产生的共振;
1.7传动板安装前不平整
传动底板是焊接件,焊接后容易发生焊接变形。
因此,在传动底板在装焊前应滚平处理,在装焊后应先校正再机加工。
向驱动架上安装前需进行调平处理,否则可能使驱动齿轮与齿条啮合达不到均匀的线接触,造成齿轮单侧受力,易造成吊笼运动时的振动。
1.8导向轮轮在直径超差或表面加工粗糙;
滚轮表面曲线应光滑,如果滚轮直径超差,则会使施工升降机安装后滚轮调整困难,如果滚轮调整不合适,必然造成施工升降机吊笼运动时的振动;
同时,如果滚轮表面加工粗糙或外形曲线不圆滑,施工升降机吊笼在运动时滚轮与导轨架立柱管之间的摩擦力会加大,同时也会造成吊笼的振动。
1.9传动底板安装不垂直、不平行;
会造成驱动齿轮轴线与齿条齿形所在平面不平行,使驱动齿轮与齿条啮合达不到均匀的线接触,造成齿轮单侧受力,如同锥齿轮啮合,易造成吊笼运动时的振动。
1.10导轨架安装垂直度大部到要求,引起齿轮齿条啮合出现1.9中发生的现象;
1.11采外挂传动形式连接方式不合理,发生过定位造成的振动;
外挂传动形式驱动部分置于吊笼顶部,与吊笼使用销轴连接,如图5所示。
采用这样的结构,可以扩大吊笼空,吊笼高度可相对减小,提高吊笼整体刚度。
1、外挂架上侧导向轮
2、外挂架上侧导向轮
3、外挂架下侧导向轮
4、外挂架下侧导向轮
5、吊笼上侧导向轮
6、吊笼上双导向轮
7、吊笼
8、销轴
9、外挂架
图5
外挂架上导向轮的设置参照吊笼结构设计,这种导向轮的布置方式仅对外挂传动机构而言十分合理,但当使用销轴如图5连接后后会出现严重的过定位,在导轨架制作精度不高的情况下会发生振动和摆动。
2解决办法和采取的措施
2.1制造精度的提高
由于齿条对标准节制造误差影响很大,所以在齿条加工中必须确定合理的精度要求,使齿条的精度符合标准节总体要求。
目前国使用的齿条主要是由几家专业厂家生产,制造精度基本上都能满足要求。
但市场上也出现过部分厂家将制作超差的齿条以较低价格成批处理的现象,所以齿条的入厂检验至关重要。
在立柱的加工上大多数厂家采取图6的加工工艺:
以立柱两端外圆定位、铣端面、两端镗孔、由定位块保证长度尺寸,这样理论上既保证了立柱两端孔与外圆同心,同时也保证了长度公差。
部分厂家也采用简易车床加工立筒,既可以保证孔与外圆的同心,同时也可以避免原材料外径超差的现象。
图6立筒两端镗孔图
目前国部分厂家的立柱钢管原材料就有弯曲现象,厂家为了节约成本,省去了钢管矫直工序,而立筒钢管是否弯曲将直接影响到标准节制造误差。
为了避免立筒钢管弯曲超差对标准节质量的影响,建议立筒钢管在加工前上平台验直,如果弯曲超出许可围应淘汰用做他用。
部分厂家为了节约成本,将标准节上、中、下三方框与立柱连接圆弧采用气割成型的加工方式,这样会造成圆弧与立筒间隙过大,焊接变形大的问题。
为控制标准节焊接变形,圆弧采用冲切加工或者铣加工等方式,保证使其与立筒拼装间隙保留在0.5mm左右,同时方框先在工装上拼装焊接成形。
对于标准节最好采用立筒、方框等在工装上一次装配焊接成形,斜腹杆在工装上装配,出胎后焊接的加工工艺,从而确保标准节的精度和互换性要求。
吊笼上导向滚,尤其是侧导向轮与导轨架的间隙是引起吊笼振动和摆动的重要因素,根据现场调试经验得出其间隙控制在0.5~1.5mm之间较为合理。
同时由于导向滚轮位置偏差,会加大吊笼运行阻力。
因此,导向滚轮安装孔的定位也尤为关键。
为保证精度,我认为立柱装焊校正后机加侧面导向轮安装基面,然后上钻模钻孔,最后工装定位,保证导向滚轮安装孔的相对位置。
制作滚轮过程中,应加强检验,保证滚轮的外径符合图纸上的尺寸及公差要求,而且滚轮沿轴向应能够窜动5mm左右,以弥补导轨架制作上的误差,如滚轮不能轴向窜动,容易引起滚轮的轴承损坏,同时,要保证滚轮的外圆弧面粗糙度要求。
通过以上方法加工,造的导轨架,其齿条错位、立柱错位明显减少,即使出现局部有错位现象也控制在很小的围,低于国标要求,导向轮相对位置准确,与导轨配合间隙合理想,从而有效地降低吊笼运行时的抖动,提高了吊笼运行平稳性。
2.2导轨架及附墙支承架的改变
国产施工升降机标准节截面主要有850mm×
850mm,650mm×
650mm两种,其主立筒分别是Ф89×
6,Ф76×
4.5的无缝钢管。
附墙间距为9m。
根据计算,前者主立柱应力值过小,不经济。
而后者应力值为强度和稳定性均满足要求,但结构截面小,刚度差。
采用650rnm×
650cnm截面导轨架,吊笼运行中摆动较大,尤其是在导轨安装高度较高,两个吊笼运行到同一处时。
标准节在原设计计算中,考虑了垂直方向冲击载荷,但对来自水平方向的冲击载荷振动、风力、人员走动、侧导向轮与立柱间隙过大等产生摇摆,偏心受力,附着架销轴间隙等考虑不足。
而为抗击水平方向的冲击载荷,恰恰需要提高导轨架的刚性。
通过计算,在综合考虑强度和经济性的基础上,我们将导轨架的标准节截面设计为650mm×
900mm,主立筒仍采用Ф76×
这样与650mm×
650mm截面比较在制造成本略微提高的情况下,刚性提高了30%,主立柱应力值也相应降低。
而且对于整机仅需要修改防护围栏和基础部分。
如图3所示,导轨架是通附墙支撑将力传递到建筑物上。
现在国多使用一次附墙,但也有少部分还在继续使用二次附墙。
一次附墙相对于二次附墙提高导轨架抗扭性能,从而可减少吊笼摆动,同时成本也相对降低。
2.3提高安装与调试质量
很多厂家和使用者都忽略了安装调试对施工升降机的稳定性的影响。
在吊笼和外挂架插入导轨架后调整导向轮时单个调整,而不进行整体调整,这样造成的后果可能是在运行过程中部分导向轮无法与导轨架立筒接触,部分导向轮出现啃立筒现象。
也可能造成齿轮和齿条啮合出现问题,如同锥齿轮啮合,这些会造成升降机的剧烈抖动。
这种情况下部分安装调试人员为了减小抖动,便将压轮与齿条的间隙调为零,甚至使压轮受力。
这样做生日能一时解决抖动问题,但是因为施工升降机驱动小齿轮在设计的时候都没有变为系数,当导向轮调整不合适,压轮也调整出问题的时候会发生啃齿现象。
很多安装人员在导轨架垂直度的调整时使用铅垂吊线调整垂直度,但是当垂直度超差,调整过程中因为缺少力点,在调整左右垂直度时只能斜拉导轨架,这样造成导轨架扭曲。
导轨架不垂直、弯曲、扭曲都可能导致齿轮齿条的核如同锥齿轮啮合,造成升降机的抖动,加速磨损。
施工升降机标准节联接螺栓松动或附着架螺栓松动,会使导轨架联接后的整体刚度降低,导轨架整体虽并不会倾倒,但是施工升降机在上下运动时必然会引起振动。
2.4缓解振动和冲击的措施
前面我们提到了升降机运行过程中齿轮啮合正常与非正常振动,尽管从制造精度和安装调试方面采取减振的措施,降低了非正常振动可能,但有些振动仍为不可避免的。
所以,必须采取有效的减少冲击,缓解振动的措施。
如图7所示,吊笼是通过安装在其上的传动机构拖动运行的。
1、吊笼
2、导向轮
3、压轮
4、标准节齿条
5、驱动小齿轮
6、被动齿轮
图7传动机构与标准节齿条位置示意图
齿轮啮合的振动和冲击通过传动板传递到吊笼上。
因此,应在传动板与吊笼顶部联接处增加减振垫,同时在传动板与吊笼联接螺栓处增加尼龙套,使得传动板在运行过程中沿水平方向有适量位移,克服因齿条弯曲、错位等引起的齿轮、齿条啮合过紧的现象,同时也缓减振动(见图8)。
1、吊笼2、避震条
3、传动底板4、螺栓
5、压板6、尼龙防震垫
7、隔套8、防震垫
图8传动机构与吊笼减震构件简图
2.4避免过定位的措施
为消除图5中过定位,可以考虑取消外挂加下侧导向轮或外挂架下侧导向轮
部分导向轮,两者之间建议取消前者。
如取消的是下侧导向轮,吊笼在运行一段时间后其齿轮与齿条的啮合将出现误差;
如取消的是下侧导向轮,既能保证齿轮齿条的啮合,因取消侧导向轮而可能引起的外挂架下端左右可以靠吊笼上的连接耳板消除。
在取消侧导向轮的同时建议对吊笼连接耳板孔比销轴大1毫米(如图9所示),可以起到揉动作用,减少因导轨架误差对运动稳定性的影响。
图9
因为图5外挂架所采用的导向轮布置方式对独立的外挂架稳定性很好,所以这里推荐一种新的避免过定位的方法,如图10所示。
将连接销改为上下连接,销轴与空连接处有一定锥度,这样的连接有如一个万向铰,可适应运动过程中导轨架的各种变化,避免了过定位,同时上下加入蝶形垫片,可有效的吸收启动和制动时冲击。
图10
按照本文提到的方法改进施工升降机的加工工艺和结构形式等,应该可以有效的改善施工升降机的技术性能,降低振动,阻止故障的频繁发生,使施工升降机五故障期大大延长,提高工作可靠性。
THANKS!
!
致力为企业和个人提供合同协议,策划案计划书,学习课件等等
打造全网一站式需求
欢迎您的下载,资料仅供参考
 升级会员
升级会员 