钢结构工程竣工验收资料Word文档格式.docx
《钢结构工程竣工验收资料Word文档格式.docx》由会员分享,可在线阅读,更多相关《钢结构工程竣工验收资料Word文档格式.docx(30页珍藏版)》请在冰豆网上搜索。
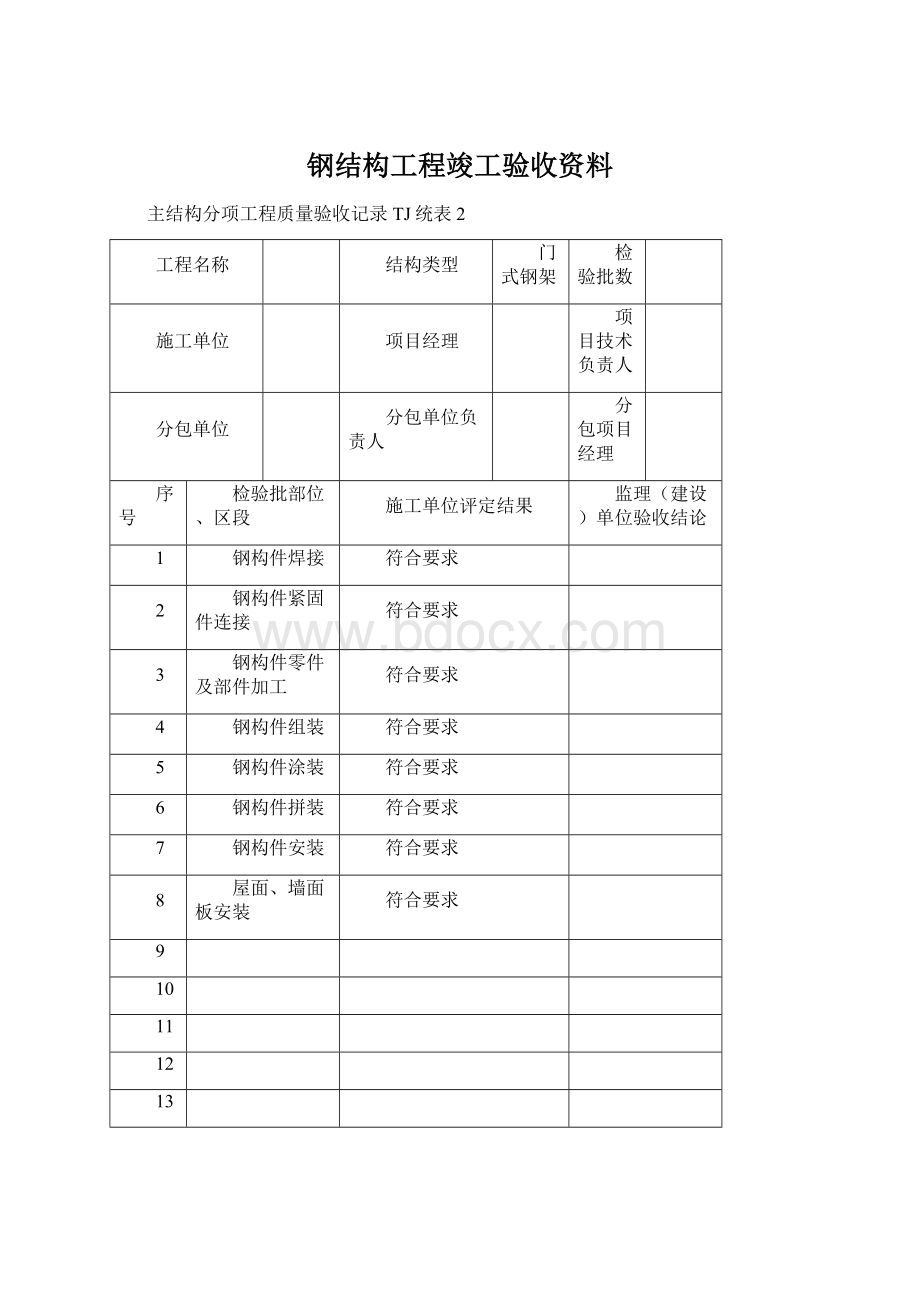
屋面、墙面板安装
9
10
11
12
13
检查
结论
经抽样检查均符合设计要求。
项目专业技术负责人:
年月日
监理工程师:
(建设单位项目专业技术负责人)
钢结构子分部工程质量验收记录GJ3.0
门式
层数
单
技术部门负责人
质量部门负责人
分包技术负责人
分项工程名称
施工单位检查评定
验收意见
质量控制资料
完整
安全和功能检验(检测)报告
合格
观感质量验收
较好
参加验收单位
设计单位
监理(建设)单位
项目经理:
项目负责人:
总经理工程师:
(建设单位项目专业负责人)
钢构件焊接分项工程检验批质量验收记录GJ3.1
检验批部位
主钢构
施工执行标准
名称及编号
GB50205-2001
专业工长
施工班组长
GB50205-2001的规定
检查评定记录
监理(建设)
单位验收记录
主
控
项
目
焊接材料进场验收
焊材品种、规格
符合设计要求
焊接材料的复检
复检符合国家标准
焊接材料与母材的匹配
焊材与母材匹配
焊工上岗证书
上岗在使用期内
焊接工艺评定
工艺评定合格
一、二级焊缝内部缺陷的检验
焊缝内部缺陷的检验合格
组合焊缝的焊接尺寸
焊接尺寸达到要求
寒风的表面缺陷
表面无气孔、裂纹
一
般
焊前预热和焊后热处理
—
项次
项目
外观质量允许偏差(mm)
缺陷类型
二级
三级
未焊满
(指不足设计要求)
≤0.2+0.02t,
且≤1.0
≤0.2+0.04t,
且≤2.0
每100.0焊缝内部缺陷总长≤25.0
根部收缩
长度不限
咬边
≤0.05t,且≤0.5;
连续长度100。
0,且焊缝两侧咬边总长10%焊缝全长
≤0.1t且≤1.0,长度不限
弧坑裂纹
允许存在个别长度≤0.5的弧坑裂纹
电弧擦伤
允许存在个别电弧擦伤
接头不良
缺口深度0.05t,
且≤0.5
缺口深度0.1t,
每1000.0焊缝不应超过1处
续表GJ3.1
表面夹渣
深≤0.2t长≤0.5t,
且≤20.0
表面气孔
每50.0焊缝长度内允许直径≤0.4t,且≤3.0的气孔2个,孔距≥6孔径
注:
表内t为连接处较薄的板厚
图例
允许偏差
对接焊缝余高C
一、二级
B<20:
0~
3.0B≥20:
4.0
4.0B≥20:
5.0
对接焊错边d
d≤0.15t,且≤2.0
d≤0.15t,且≤3.0
焊成凹形的角焊缝,焊缝金属与母材间应平缓过渡;
加工成凹形的角焊缝,不得在其表面留下切痕。
焊成凹形的角焊缝,焊缝金属与母材间平缓过渡;
加工成凹形的角焊缝,表面没有留下切痕
焊缝感观应达到:
外形均匀、成型较好、焊道与焊道、焊道与基本金属间过渡较平滑,焊渣和飞溅物基本清除干净。
外形均匀、成型较好、焊道与焊道、焊道与基本金属间过渡较平滑,焊渣和飞溅物清除干净
检查评定结果
自检抽查符合设计及规范要求。
项目专业质量检查员:
验收结论
监理工程师(建设单位项目专业技术负责人):
钢构件焊钉焊接分项工程检验批质量验收记录GJ3.2
焊接材料的品种、规格、性能等应符合国家产品标准和设计要求。
重要钢结采用的焊接材料应进行抽样复验,复验结果应符合现行国家产品标准和设计要求。
施工单位对其采用的焊钉和钢材焊接应进行焊接工艺评定,其结果应符合国家现行有关标准的规定,瓷环应按其产品说明书进行烘焙。
焊钉焊接后应进行弯曲试验检查,其焊缝和热影响区不应有肉眼可见的裂纹。
焊钉及焊接瓷环的规格、尺寸及偏差应符合现行国家标准《圆柱头焊钉》GB10433种的规定。
焊钉根部焊脚应均匀,焊脚立面的局部未熔合或不足360°
的焊脚应进行修补。
钢结构(普通紧固件连接)分项工程检验批质量验收记录GJ3.3
钢结构连接用普通螺栓、铆钉、自攻钉、拉铆钉、射钉、锚栓(机械性和化学试剂性)、地脚锚栓等紧固标准件及螺母、垫圈等标准配件,其品种、规格、性能等应符合现行国家产品标准和设计要求。
标准配件其品种、规格、性能等均符合现行国家产品标准和设计要求
普通螺栓作为永久性连接螺栓时,当涉及有要求或对其质量有疑义时,应进行螺栓实物最小拉力载荷复验,试验方法见《钢结构工程施工质量验收规范》GB50205-2001附录B,其结果应符合国家标准《紧固件机械性能螺栓、螺钉和螺柱》GB3098的规定。
符合国家标准《紧固件机械性能螺栓、螺钉和螺柱》GB3098的规定
连接薄钢板采用的自攻钉、拉铆钉、射钉等其规格尺寸应与被连接钢板相匹配,其间距、边距等应符合设计要求。
规格尺寸与被连接钢板相匹配,其间距、边距等均符合设计要求
永久性普通螺栓紧固应牢靠、可靠,外露丝扣不应少于2扣。
牢靠、可靠,外露丝扣不少于2扣。
自攻螺钉、钢拉铆钉、射钉等与连接钢板应紧固密贴,外观排列整齐。
紧固密贴,外观排列整齐
钢结构(高强度螺栓连接)分项工程检验批质量验收记录GJ3.4
高强度螺栓连接副成品进场验收
高强度螺栓连接副扭矩系灵敏或预拉力复验。
摩擦面抗滑移系数试验和复验。
高强度螺栓连接副终拧扭矩检查。
高强度螺栓连接副的包装
高强度螺栓表面硬度试验
高强度螺栓连接副的初拧、复拧扭矩
高强度螺栓连接副的连接处外观质量
高强度螺栓连接摩擦面的外观质量
高强度螺栓的扩孔
钢网架高强度螺栓的紧固质量
钢结构(构件组装)分项工程检验批质量验收记录GJ3.6
吊车梁和吊车桁架不应下挠
端部铣平精度
钢构件外形尺寸
焊接H型钢的接缝要求
焊接H型钢的精度
焊接连接组装精度
设计顶紧面检查
杆件轴线交点错位
焊缝坡口精度
铣平面保护
钢构件预拼装分项工程检验批质量验收记录GJ3.7
高强度螺栓和普通螺栓连接的多层板叠,应采用试孔器进行检查,并应符合下列规定。
1当采用比孔公称直径小1.0mm的试孔器检查时,每组孔的通过率不应小于85%;
2当采用比螺栓公称直径大0.3mm的试孔器检查时,每组孔的通过率应为100%;
构件类型
多节柱
预拼装单元总长
±
预拼装单元弯曲矢高
l/1500,且
不应大于10.0
接口错边
2.0
预拼装单元柱身扭曲
h/200,且
不应大于5.0
顶紧面至任一牛腿距离
梁桁架
跨度最外两端安装孔或两端支承面最外侧距离
-10.0
接口截面错位
拱度
设计要求起拱
l/5000
设计未要求起拱
l/2000
节点处杆件轴线错位
管构件
对口错边
l/10,且
不应大于3.0
坡口间隙
+2.0
-1.0
构建平面
总体预拼装
各楼层柱距
相邻楼层梁与梁
之间距离
3.0
各层间框架两对线之差
H/2000,且
任意两对角线之差
∑H/2000,且
不应大于8.0
单层钢结构安装分项工程检验批质量验收记录GJ3.8
基础验收
构建进场验收
设计要求顶紧的节点,接触面不应少于70%紧贴,且边缘最大间隙不应大于0.8mm。
构件垂直度和侧向弯曲矢高偏差
主体结构的整体垂直度和整体平面弯曲的偏差
地脚螺栓精度
钢柱等主要构件的中心线及标高基准点等标记齐全
当钢桁架(梁)安装的砼柱上时,其支座中心对定位轴线的偏差不应大于10mm
当采用大型砼面电极时,钢桁架(梁)间距的偏差不应大于10mm
钢柱安装精度
吊车梁安装精度
墙架、檩条等次要构件安装精度
钢平台、钢梯、防护钢栏杆安装精度
现场安装焊缝组对精度
无垫板间隙
+3.0
允许偏差:
有垫板间隙
-2.0
钢结构表面应干净,结构主要表面不应有疤痕、泥沙等污垢
亚型金属板安装分项工程检验批质量验收记录GJ3.11
金属亚型板及制造金属亚型板所采用的原材料,其品种、规格、性能等应符合现行国家产品标准和设计要求。
亚型金属泛水板、包角板和零配件的品种、规格以及防水密封材料的性能应符合现行国家产品标准和设计要求。
亚型金属板成型后,其基板不应有裂纹。
有涂层、镀层亚型金属板成型后,涂、镀层不应有肉眼可见的裂纹、剥落和擦痕等缺陷。
亚型金属板、泛水板和包角板等应固定可靠、牢固,防腐涂料刷和密封材料敷设应完好,连接件数量、间距应符合设计要求和国家现行有关标准规定。
项目(在支承构件上的搭接长度)
搭接长度(mm)
截面高度>70
≥375
截面高度≤70
屋面坡度<1/10
≥250
屋面坡度≥1/10
≥200
墙面
≥120
组合楼板中亚型钢板与主体结构(梁)的锚固支承长度应符合设计要求,且不应小于50mm,端部锚固件连接应可靠,设置位置应符合设计要求。
亚型金属板的规格尺寸及允许偏差、表面质量、涂层质量等应符合设计要求和钢结构规范的规定。
亚型金属板的尺寸允许偏差应符合规范要求。
亚型金属板成型后,表面应干净,不应有明显凹凸和皱褶。
亚型金属板安装应平整、顺直,板面不应有施工残留物和污物。
檐口和墙面下端应呈直线,不应有未经处理的错钻孔洞。
亚型金属板安装的允许偏差应符合规范要求。
钢结构(防腐涂料涂装)分项工程检验批质量验收记录GJ3.12
钢结构防腐涂料、稀释剂和固化剂等材料的品种、规格、性能等应符合现行国家产品标准和设计要求。
涂装前钢材表面除锈应符合设计要求和国家现行有关标准的规定。
处理后的钢材表面不应有焊渣、焊疤、灰尘、油污、水和毛刺等。
当设计无要求时,钢材表面除锈等级应符合下标的规定。
涂料品种
除锈等级
油性酚醛、醇酸等底漆或防锈漆
高氯化聚乙烯、氯化橡胶、氯横化聚乙烯、环氧树脂、聚氨酯等底漆或防锈漆
无机富锌、有机硅、过氯乙烯等底漆
涂料、涂装遍数、涂层厚度均应符合设计要求。
当设计对涂层厚度无要求时,涂层干漆膜总厚度:
室外应为150um,室内应为125um,其允许偏差-25um。
每遍涂层干漆膜厚度的允许偏差为-5um。
防腐涂料和防火涂料的型号、名称、颜色及有效期应与其质量证明文件相符。
开启后,不应存在结皮、结块、凝胶等现象。
构件表面不应误除、漏涂,涂层不应脱皮和返锈等。
涂层应均匀、无明显皱皮、流坠、针眼和气泡等。
当钢结构处在有腐蚀介质环境或外露且设计有要求时,应进行涂层附着力测试,在检测处范围内,当涂层完整程度达到70%以上时,涂层附着力达到合格质量标准的要求。
涂装完成后,构件的标志、标记和编号应清晰完整。
钢结构(防火涂料涂装)分项工程检验批质量验收记录GJ3.13
钢结构防火涂料的品种和技术性能应符合设计要求,并应经过具有资质的检测机构检测符合国家现行标准的规定。
防火涂料涂装前钢材表面除锈及防锈底漆涂装应符合设计要求和国家现行有关标准的规定。
钢结构防火涂料的粘结强度、抗压强度应符合国家现行标准《钢结构防火涂料应用技术规程》CECS24:
90的规定。
检验方法应符合现行国家标准《建筑构件防火喷涂材料性能试验方法》GB9978的规定。
 升级会员
升级会员 