逆变式多功能DSP全数字化PWM逆变焊机软件用户说明书Word格式文档下载.docx
《逆变式多功能DSP全数字化PWM逆变焊机软件用户说明书Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《逆变式多功能DSP全数字化PWM逆变焊机软件用户说明书Word格式文档下载.docx(23页珍藏版)》请在冰豆网上搜索。
用户会很快就学会焊机的操作方法,学会设定焊接参数值,学会存储和调用焊机的专家库数据库。
该控制软件使用LCD显示器作为用户界面,LED显示器作为焊机的工作电流和工作电压的显示器。
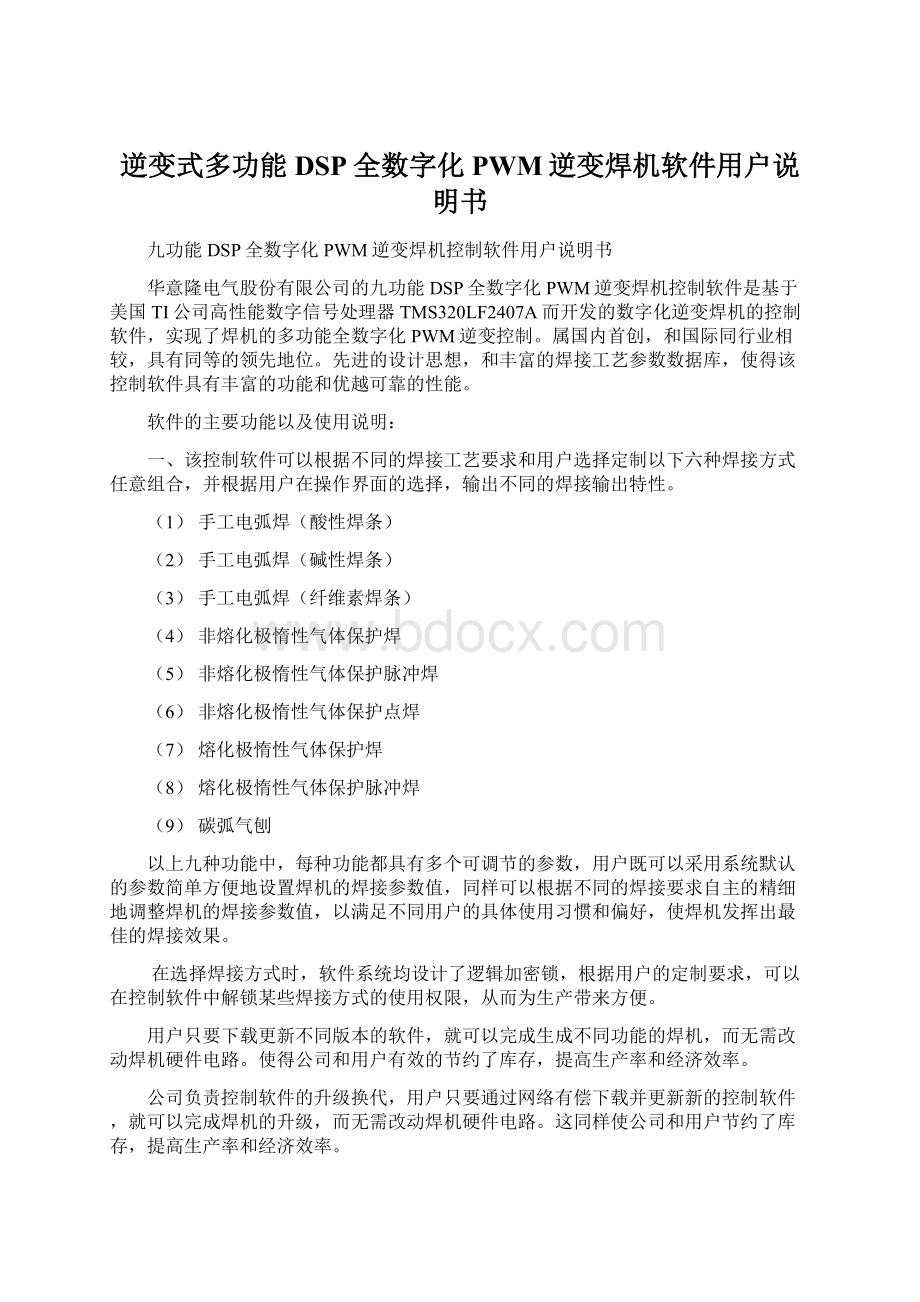
面板布局如下图示:
图1
+
按键的定义表:
LED显示器
-
1,“”增加键,用“+”表示
2,“”减少键,用“-”表示
ESC
3,“”退出键,用“ESC”表示
OK
4,“”确认键,用“OK”表示
5,“”上移键,用“↑”表示
6,“”下移键,用“↓”表示
图1表1
LCD显示器用户界面的菜单采用了包括汉字在内的六种语言,菜单操作,方便、快捷、直观。
通过面板组合按键的操作,用户可以完成控制软件提供的丰富的功能,其主要操作如下:
接通焊机电源供电系统后,开启焊机的空气开关。
焊机自动进行系统复位,初始化DSP处理器,初始化LCD液晶显示器,初始化系统设定变量、寄存器及相关标志位,并读取内部存储器数据,更新LCD及LED显示数据。
完成启动后,LED显示电压、电流数据。
LCD显示器进入上次关机时所在的焊接方式,按下“ESC”键后回到主菜单中,显示如图2、图3。
再按“↑”和“↓”键可以上下移动三角形光标选择需要的焊接方式。
图2
图3
如当三角形光标位于手工焊(酸性焊条)时,按下“OK”键,可以进入手工焊(酸性焊条)的二级子菜单,按下“↑”和“↓”键进一步调整在手工焊(酸性焊条)方式下所需要的焊接参数。
如图4、图5、图6。
图5
图4
图6
将三角形光标移动到第一行参数电流项,按“+”或“-”键改变输出电流设定值,之后再继续调整其它参数,调整完所有参数选项后,按“ESC”键退出二级子菜单,完成参数设定。
若在某选项下按“OK”下键则进入三级子菜单项,可以显示第三级子菜单的内容。
三级菜单分为三种:
一种是参数说明:
即能够显示每一个参数的含义、单位及调整说明。
当要求查询某一个参数的说明,只需将三角形光标指向该参数按“OK”键即可。
如果说明内容较多,可用上、下键“↑”和“↓”进行翻阅,退出时按“ESC”键即可。
第二种是参数存储与调用:
即用户可以将调整好的参数存入某个参数存储区,也可以从某个参数存储区调入参数,省去了每次调整参数的麻烦。
焊机每次开机后自动调入上次焊接的参数,进入上次焊接的方式,所以用户如果想用和上次一样参数进行焊接,开机后不需任何调节即可开始焊接。
(1),参数调用:
用上下键将三角形光标调到“调用焊接参数”项,然后按“OK”键进入调用焊接参数菜单,然后用加减键将存储区号调整到用户想要调用的区号,然后按“OK”键,此时焊机会提示用户“参数已调入、按ESC键退出“,再按ESC键退出即可。
整个操作过程在液晶显示器上都有汉字提示,用户根据提示操作即可。
(2),参数存储:
用上/下键“↑”和“↓”将三角形光标调到“存储焊接参数”项,然后按“OK”键进入存储焊接参数菜单,然后用加减键将存储区号调整到用户想要存储的区号,然后按“OK”键,此时焊机会提示用户“参数已存储、按ESC键退出”,再按ESC键退出即可。
第三种是显示焊机状态,即具有实时显示焊机状态的功能,可显示焊机软件版本号、输入电压值、焊机温度及当前存储区号等信息。
如用户想查看这些信息,只需进入“显示焊机状态“菜单即可,退出时按ESC键即可。
在三级菜单按ESC键即可中断当前操作退回到二级菜单。
三、灵活焊机参数设置,根据用户设定焊接参数,控制软件可以调整焊机的输出特性,使焊接电压/电流按要求输出,满足用户需求。
1、手工电弧焊(酸性焊条)
手工电弧焊(酸性焊条)有6个可调参数:
进人主菜单选择手工焊,按下“OK”键进入手工焊二级子菜单,如图7所示
图8
图7
(1)、将三角形光标移在电流项,如图7所示,按“+”或“-”键调整焊接电流值,可以根据工艺要求选择电流值,完成电流值的设定。
(2)、按“↑”或“↓”键使三角形光标移到电弧推力项,如图8所示,按“+”或“-”键调整电弧推力值,电弧推力是指短路过程中电流上升的斜率,为每毫秒电流增加的安培数。
电弧推力需根据焊条直径、设定电流大小及工艺要求而定。
通过软件调整电弧推力大小,电弧推力大则熔滴过渡快、不易粘条,飞溅相应增大;
电弧力小则飞溅小、焊缝成型好,但感觉电弧发软,容易粘条。
特别是粗焊条在小电流下焊接时应加大电弧推力,冷工件冷焊条第一次起弧时也应加大电弧推力。
一般焊接时电弧推力为10~40即可。
根据工艺要求选择电弧推力值,完成电弧推力的设定。
(3)、按“↑”或“↓”键使三角形光标移到断弧调节项,如图9示,断弧调节为强制断弧的电压参数。
图9
按“+”或“-”键调整电弧力值,软件通过该值可以调整熄弧特性,断弧调节大则不易断弧,适应于连续焊;
断弧调节小则容易拉断弧,适应于断续焊。
一般应设定到36以上。
根据工艺要求选择断弧调节值,完成断弧调节值的设定。
(4)、“↑”或“↓”键使三角形光标移到起弧电流项,如图10所示,软件通过起弧电流调节起弧瞬间的电流。
图10
通过“+”或“-”键调整起弧电流值,起弧电流大,起弧电流大容易起弧,根据焊接经验调整该参数。
根据工艺要求选择值,完成起弧电流的设定。
(5)、按“↑”或“↓”键使三角形光标移到起弧时间项,如图11所示,软件通过起弧时间调节起弧电流持续时间。
图11
图12
通过“+”或“-”键调整起弧电流值,这个参数应根据焊接条件而定,起弧电流大、起弧时间长容易引弧,但在薄板焊接时容易烧穿工件。
一般焊接时起弧电流为焊接电流的1.5~3倍,引弧时间为0.02~0.05s即可。
根据工艺要求选择值,完成起弧时间的设定。
(6)、按“↑”或“↓”键使三角形光标移到把线长度项,如图11所示,软件通过把线长度调节焊接回路电阻大小。
通过“+”或“-”键调整把线长度,焊把线和地线较长、较细时应加大此值,采用标准配置焊线和地线时,把线长度应设为零。
根据工艺要求选择该值,完成把线长度的设定。
完成以上各项参数设置后,按ESC键退出,即可进入手工电弧焊(酸性焊条)方式焊接。
通过调入和存储焊接参数项,可以将当前设定值存储起来,以备后用,而无需每次都进行参数设置。
操作界面如图13、图14。
图14
图13
通过显示焊机状态项,如图15,可以显示焊机的版本信息,焊机的工作温度等项目
图15
2、手工电弧焊(碱性焊条)
手工电弧焊(碱性焊条)有6个可调参数:
进人主菜单选择手工焊,按下“OK”键进入手工焊二级子菜单,如图16所示
图17
图16
(1)、将三角形光标移在电流项,如图16所示,按“+”或“-”键调整焊接电流值,可以根据工艺要求选择电流值,完成电流值的设定。
(2)、按“↑”或“↓”键使三角形光标移到电弧推力项,如图17所示,按“+”或“-”键调整电弧推力值,电弧推力是指短路过程中电流上升的斜率,为每毫秒电流增加的安培数。
(3)、按“↑”或“↓”键使三角形光标移到断弧调节项,如图18示,断弧调节为强制断弧的电压参数。
图18
图19
(4)、“↑”或“↓”键使三角形光标移到起弧电流项,如图19所示,软件通过起弧电流调节起弧瞬间的电流。
(5)、按“↑”或“↓”键使三角形光标移到起弧时间项,如图20所示,软件通过起弧时间调节起弧电流持续时间。
图20
图21
(6)、按“↑”或“↓”键使三角形光标移到把线长度项,如图21所示,软件通过把线长度调节焊接回路电阻大小。
操作界面如图22、图23。
图23
图22
通过显示焊机状态项,如图24,可以显示焊机的版本信息,焊机的工作温度等项目
图24
3、手工电弧焊(纤维素焊条)
手工电弧焊(纤维素焊条)有6个可调参数:
进人主菜单选择手工焊,按下“OK”键进入手工焊二级子菜单,如图25所示
图26
图25
(1)、将三角形光标移在电流项,如图25所示,按“+”或“-”键调整焊接电流值,可以根据工艺要求选择电流值,完成电流值的设定。
(2)、按“↑”或“↓”键使三角形光标移到电弧推力项,如图26所示,按“+”或“-”键调整电弧推力值,电弧推力是指短路过程中电流上升的斜率,为每毫秒电流增加的安培数。
(3)、按“↑”或“↓”键使三角形光标移到断弧调节项,如图27示,断弧调节为强制断弧的电压参数。
图27
一般应设定到45V以上。
(4)、“↑”或“↓”键使三角形光标移到起弧电流项,如图28所示,软件通过起弧电流调节起弧瞬间的电流。
图28
(5)、按“↑”或“↓”键使三角形光标移到起弧时间项,如图29所示,软件通过起弧时间调节起弧电流持续时间。
图29
图30
(6)、按“↑”或“↓”键使三角形光标移到把线长度项,如图30所示,软件通过把线长度调节焊接回路电阻大小。
操作界面如图31、图32。
图31
图32
通过显示焊机状态项,如图33,可以显示焊机的版本信息,焊机的工作温度等项目
图33
4、非熔化极惰性气体保护焊
非熔化极惰性气体保护焊有9个可调参数:
进人主菜单选择非熔化极惰性气体保护焊,按下“OK”键进入非熔化极惰性气体保护焊二级子菜单,如图34、图35、图36所示
图36
图35
图34
(1)按“↑”或“↓”键使三角形光标移到电流项,如图34所示,软件通过电流参数调节非熔化极惰性气体保护焊的焊接电流。
通过“+”和“-”键调整设定合适的电流。
根据工艺要求选择该值,完成焊接电流的设定。
(2)按“↑”或“↓”键使三角形光标移到电流缓升项,如图37所示,软件通过该参数调节焊接电流的上升时间。
通过“+”和“-”键调整设定合适的值。
电流缓升是指电流上升的速度(单位:
A/s),根据工艺要求选择该值,完成电流缓升的设定。
图38
图37
(3)按“↑”或“↓”键使三角形光标移到电流缓降项,如图39所示,软件通过该参数调节焊接电流的下降时间。
电流缓降是指电流降低的速度(单位:
A/s),根据工艺要求选择该值,完成电流缓降的设定。
图39
(4)按“↑”或“↓”键使三角形光标移到起弧电流项,如图40所示,软件通过该参数调节焊接起弧时的电流。
起弧电流大则容易引弧,但在焊薄板时不宜太大,否则容易在起弧时烧穿工件。
根据工艺要求选择该值,完成起弧电流项的设定。
图41
图40
(5)按“↑”或“↓”键使三角形光标移到维弧电流项,如图41所示,软件通过该参数调节焊接维弧时的电流。
维弧电流是在某些操作方式下电流缓降后不灭弧,在一个小电流(维弧电流)下维持电弧的电流。
根据工艺要求选择该值,完成维弧电流值的设定。
(6)按“↑”或“↓”键使三角形光标移到气体预留项,如图42所示,软件通过该参数调节非熔化极惰性气体保护焊保护气体的预留时间。
通过“+”和“-”键调整设定合适的值。
气体预流是指从按下枪开关送出氩气至非接触引燃电弧的时间。
一般应大于0.5s,以保证放电引弧时氩气已经以正常流量送到焊枪,尤其是气管较长时应加大提前送气时间。
根据工艺要求选择该值,完成气体预留值的设定。
图43
图42
(7)按“↑”或“↓”键使三角形光标移到气体滞后项,如图43所示,软件通过该参数调节非熔化极惰性气体保护焊保护气体的关断时间。
气体滞后是指从焊接电流关断至焊机内气阀关断的时间。
时间太长会造成氩气浪费,时间太短会因为停气太早而造成焊缝氧化。
一般为5~10s即可。
根据工艺要求选择该值,完成气体滞后项的设定。
(8)按“↑”或“↓”键使三角形光标移到操作方式项,如图44所示,软件通过该参数调节非熔化极惰性气体保护焊中用焊枪控制焊机的操作方式。
操作方式是指直流氩弧和脉冲非熔化极惰性气体保护焊接中,用枪
图44
开关控制焊接的操作方式,如常见的2T,4T等,另外,本软件还提供了另外7种操作方式(如下表)。
操作方式应根据工艺要求和用户的操作习惯而定。
根据工艺要求选择该值,完成操作方式的设定。
(9)按或键使三角形光标移到引弧方式项,如图22所示,软件通过该参数调节非熔化极惰性气体保护焊中引弧的方式。
通过和键调整设定合适的选项。
根据工艺要求选择该值,完成引弧方式的设定。
3、脉冲非熔化极惰性气体保护焊
脉冲非熔化极惰性气体保护焊有12个可调参数:
进人主菜单选择脉冲非熔化极惰性气体保护焊,按下键进入脉冲非熔化极惰性气体保护焊二级子菜单,如图23、图24、图25所示
(1)按或键使三角形光标移到峰值电流项,如图23所示,软件通过电流参数调节脉冲非熔化极惰性气体保护焊的峰值焊接电流。
通过和键调整设定合适的电流。
根据工艺要求选择该值,完成峰值焊接电流的设定。
(2)按或键使三角形光标移到基值电流项,如图26所示,软件通过电流参数调节脉冲非熔化极惰性气体保护焊的基值焊接电流。
基值电流是脉冲电流的低谷电流值。
根据工艺要求选择该值,完成基值焊接电流的设定。
(3)按或键使三角形光标移到基值时间项,如图27所示,软件通过该参数调节脉冲非熔化极惰性气体保护焊基值电流的持续时间。
通过和键调整设定合适的值。
基值时间是指基值电流持续的时间(单位:
s),根据工艺要求选择该值,完成基值时间的设定。
(4)按或键使三角形光标移到峰值时间项,如图28所示,软件通过该参数调节脉冲非熔化极惰性气体保护焊峰值电流的持续时间。
峰值时间是指峰值电流持续的时间(单位:
s),根据工艺要求选择该值,完成峰值时间的设定。
(5)按或键使三角形光标移到电流缓升项,如图29所示,软件通过该参数调节焊接电流的上升时间。
(6)按或键使三角形光标移到电流缓降项,如图30所示,软件通过该参数调节焊接电流的下降时间。
(7)按或键使三角形光标移到起弧电流项,如图31所示,软件通过该参数调节焊接起弧时的电流。
(8)按或键使三角形光标移到维弧电流项,如图32所示,软件通过该参数调节焊接维弧时的电流。
(9)按或键使三角形光标移到气体预留项,如图33所示,软件通过该参数调节非熔化极惰性气体保护焊保护气体的预留时间。
(10)按或键使三角形光标移到气体滞后项,如图34所示,软件通过该参数调节非熔化极惰性气体保护焊保护气体的关断时间。
(11)按或键使三角形光标移到操作方式项,如图35所示,软件通过该参数调节非熔化极惰性气体保护焊中用焊枪控制焊机的操作方式。
(12)按或键使三角形光标移到引弧方式项,如图36所示,软件通过该参数调节非熔化极惰性气体保护焊中引弧的方式。
脉冲非熔化极惰性气体保护焊焊机参数的存储、调用和焊机状态信息同非熔化极惰性气体保护焊方式。
4、氩弧点焊
氩弧点焊有4个可调参数:
进人主菜单选择氩弧点焊,按下键进入氩弧点焊二级子菜单,如图37
(1)按或键使三角形光标移到点焊电流项,如图37所示,软件通过电流参数调节氩弧点焊的焊接电流。
根据工艺要求选择该值,完成氩弧点焊焊接电流的设定。
(2)按或键使三角形光标移到点焊时间项,如图38所示,软件通过该参数调节氩弧点焊焊接的持续时间。
点焊时间是指焊接持续的时间(单位:
s),根据工艺要求选择该值,完成点焊时间的设定。
(3)按或键使三角形光标移到气体预留项,如图39所示,软件通过该参数调节氩弧点焊保护气体的预留时间。
(4)按或键使三角形光标移到气体滞后项,如图40所示,软件通过该参数调节氩弧点焊保护气体的关断时
 升级会员
升级会员 