模具制造过程检验标准.docx
《模具制造过程检验标准.docx》由会员分享,可在线阅读,更多相关《模具制造过程检验标准.docx(29页珍藏版)》请在冰豆网上搜索。
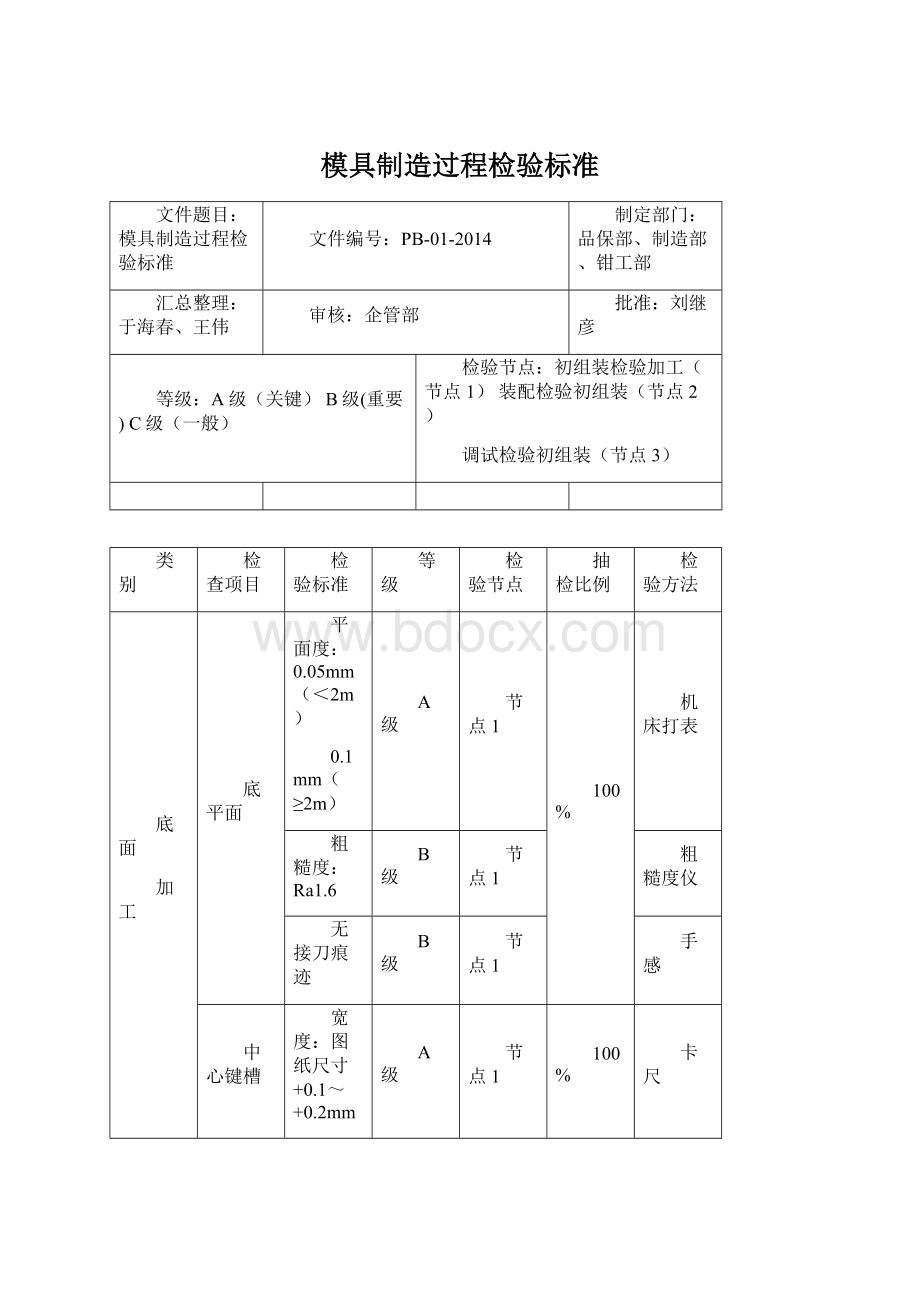
模具制造过程检验标准
文件题目:
模具制造过程检验标准
文件编号:
PB-01-2014
制定部门:
品保部、制造部、钳工部
汇总整理:
于海春、王伟
审核:
企管部
批准:
刘继彦
等级:
A级(关键)B级(重要)C级(一般)
检验节点:
初组装检验加工(节点1)装配检验初组装(节点2)
调试检验初组装(节点3)
类别
检查项目
检验标准
等级
检验节点
抽检比例
检验方法
底面
加工
底平面
平面度:
0.05mm(<2m)
0.1mm(≥2m)
A级
节点1
100%
机床打表
粗糙度:
Ra1.6
B级
节点1
粗糙度仪
无接刀痕迹
B级
节点1
手感
中心键槽
宽度:
图纸尺寸+0.1~+0.2mm
A级
节点1
100%
卡尺
深度:
图纸尺寸+0~+0.5mm
B级
节点1
卡尺
长度:
图纸尺寸+0~+1mm
B级
节点1
卡尺
U沟
粗糙度:
Ra3.2
B级
节点1
100%
卡尺
尺寸:
0~0.5
B级
节点1
卡尺
结构面加工
板件定位销安装孔
孔径:
图纸尺寸,公差H7
A级
节点1
100%
设备检验
位置度:
±0.03mm
A级
节点1
设备检验
深度:
图纸尺寸-0.2mm~-0.5mm
B级
节点1
设备检验
粗糙度:
Ra1.6
B级
节点1
设备检验
垂直度:
0.02mm
B级
节点1
设备检验
凹模套孔
孔径:
图纸尺寸,公差H7
A级
节点1
100%
设备检验
深度:
图纸尺寸-0.1~0mm
B级
节点1
设备检验
位置度:
±0.02mm
A级
节点1
设备检验
粗糙度:
Ra1.6
B级
节点1
设备检验
垂直度:
0.02mm
B级
节点1
设备检验
防转销孔
孔径:
图纸尺寸,公差H7
A级
节点1
100%
设备检验
位置度:
±0.02mm
A级
节点1
设备检验
粗糙度:
Ra1.6
B级
节点1
设备检验
垂直度:
0.02mm
B级
节点1
设备检验
凹模孔
孔径:
图纸尺寸,公差H7
A级
节点1
100%
设备检验
深度:
16±1mm
A级
节点1
设备检验
位置度:
±0.02mm
A级
节点1
设备检验
粗糙度:
Ra1.6
B级
节点1
设备检验
垂直度:
0.02mm
A级
节点1
设备检验
压板冲头过孔
孔径:
图纸尺寸±0.05mm
A级
节点1
100%
设备检验
位置度:
±0.05mm
B级
节点1
设备检验
冲头定心孔
孔径:
图纸尺寸,公差H7
A级
节点1
100%
设备检验
深度:
图纸尺寸-0.2mm~-0.5mm
B级
节点1
设备检验
位置度:
±0.03mm
A级
节点1
设备检验
粗糙度:
Ra1.6
B级
节点1
设备检验
垂直度:
0.02mm
A级
节点1
设备检验
冲头安装面
高度:
图纸尺寸±0.1mm
A级
节点1
100%
设备检验
平面度:
0.02mm
A级
节点1
设备检验
粗糙度:
Ra1.6
B级
节点1
设备检验
落料孔
位置度:
±0.2mm
A级
节点1
100%
设备检验
孔径:
图纸尺寸±0.2mm
B级
节点1
设备检验
粗糙度:
Ra3.2
B级
节点1
设备检验
销孔
孔径:
图纸尺寸,公差H7
A级
节点1
100%
设备检验
深度:
图纸尺寸-0.2mm~-0.5mm
B级
节点1
设备检验
位置度:
±0.03mm
A级
节点1
设备检验
粗糙度:
Ra1.6
B级
节点1
设备检验
垂直度:
0.02mm
B级
节点1
设备检验
定位键槽
宽度:
图纸尺寸,公差H7
A级
节点1
100%
设备检验
深度:
图纸尺寸±0.5mm
B级
节点1
设备检验
位置度:
±0.03mm
A级
节点1
设备检验
粗糙度:
Ra1.6
B级
节点1
设备检验
导柱孔
孔径:
图纸尺寸,公差H7
A级
节点1
100%
设备检验
深度:
图纸尺寸±0.1mm
B级
节点1
设备检验
位置度:
±0.02mm
A级
节点1
设备检验
粗糙度:
Ra1.6
B级
节点1
设备检验
垂直度:
0.02mm
B级
节点1
设备检验
导套孔
孔径:
图纸尺寸,公差H6
A级
节点1
100%
设备检验
深度:
图纸尺寸0~0.2mm
B级
节点1
设备检验
位置度:
±0.02mm
A级
节点1
设备检验
粗糙度:
Ra1.6
B级
节点1
设备检验
垂直度:
0.02mm
A级
节点1
设备检验
导板面
位置公差:
过切0.015~0.05mm
A级
节点1
100%
设备检验
垂直度:
150以内0.01,150以上0.02
A级
节点1
设备检验
粗糙度:
Ra1.6
B级
节点1
设备检验
导滑面
位置公差:
过切0.015~0.05mm
A级
节点1
100%
设备检验
垂直度:
0.02mm(导板150*150mm)
A级
节点1
设备检验
粗糙度:
Ra1.6
B级
节点1
设备检验
平衡台
高度:
图纸尺寸±0.02mm
(需保证相对位置等高)
A级
节点1
100%
设备检验
墩死台
高度:
图纸尺寸±0.02mm
(需保证相对位置等高)
A级
节点1
100%
设备检验
限位块平台
高度:
图纸尺寸±0.03mm
(需保证相对位置等高)
A级
节点1
100%
设备检验
四角平台(非限位)
高度:
图纸尺寸±0.5mm
B级
节点1
100%
设备检验
导柱、导套平台(非限位)
高度:
图纸尺寸±0.2mm
B级
节点1
100%
设备检验
平衡汽缸安装台
高度:
图纸尺寸±0.03mm
(需保证相对位置等高)
B级
节点1
100%
设备检验
弹簧台
高度:
图纸尺寸±0.5mm
(需保证相对位置等高)
B级
节点1
100%
设备检验
氮汽缸安装面
高度:
图纸尺寸±0.5mm
(需保证相对位置等高)
B级
节点1
100%
设备检验
弹簧窝孔
高度:
图纸尺寸±0.5mm
(需保证相对位置等高)
B级
节点1
100%
设备检验
位置度:
图纸尺寸±0.5mm
B级
节点1
设备检验
粗糙度:
Ra3.2
B级
节点1
设备检验
侧销孔
孔径:
图纸尺寸,公差H9
B级
节点1
100%
设备检验
位置度:
0.05mm
B级
节点1
设备检验
粗糙度:
Ra1.6
B级
节点1
设备检验
侧销面
位置:
图纸尺寸±0.2mm
B级
节点1
100%
设备检验
粗糙度:
Ra3.2
B级
节点1
设备检验
侧销行程
长/宽:
图纸尺寸±0.5mm
B级
节点1
100%
设备检验
行程限位点:
高度差±0.05mm
B级
节点1
设备检验
粗糙度:
Ra1.6
B级
节点1
设备检验
非互换镶块安装面
高度:
图纸尺寸±0.1mm
B级
节点1
100%
设备检验
平面度:
0.02mm
B级
节点1
设备检验
粗糙度:
Ra1.6
B级
节点1
设备检验
非互换镶块挡墙
位置:
图纸尺寸±0.1mm
B级
节点1
100%
设备检验
垂直度:
0.02mm
B级
节点1
设备检验
粗糙度:
Ra1.6
C级
节点1
设备检验
互换类镶块安装面
高度:
图纸尺寸±0.015mm
A级
节点1
100%
设备检验
平面度:
0.02mm
B级
节点1
设备检验
粗糙度:
Ra1.6
B级
节点1
设备检验
互换类镶块挡墙
位置:
图纸尺寸±0.015mm
A级
节点1
100%
设备检验
垂直度:
0.02mm
B级
节点1
设备检验
粗糙度:
Ra1.6
B级
节点1
设备检验
斜楔安装面
高度:
图纸尺寸±0.02mm
A级
节点1
100%
设备检验
平面度:
0.02mm
B级
节点1
设备检验
粗糙度:
Ra1.6
B级
节点1
设备检验
斜楔挡墙
位置:
图纸尺寸±0.02mm
A级
节点1
100%
设备检验
垂直度:
0.02mm
B级
节点1
设备检验
粗糙度:
Ra1.6
B级
节点1
设备检验
型面
加工
型面
尺寸公差:
±0.05mm
A级
节点1
100%
设备检验
接刀:
0.01mm
B级
节点1
设备检验
粗糙度:
Ra0.8
B级
节点1
设备检验
修边轮廓
尺寸公差:
±0.02mm
A级
节点1
100%
设备检验
接刀:
0.01mm
A级
节点1
设备检验
粗糙度:
Ra0.8
B级
节点1
设备检验
垂直度:
0.01mm(20mm)
B级
节点1
设备检验
翻边整形轮廓
尺寸公差:
±0.05mm
A级
节点1
100%
设备检验
接刀:
0.05mm
A级
节点1
设备检验
粗糙度:
Ra1.6
B级
节点1
设备检验
垂直度:
0.03mm(50mm)
B级
节点1
设备检验
轮廓空刀
尺寸公差:
-0.3~0mm
B级
节点1
100%
设备检验
粗糙度:
Ra3.2
B级
节点1
设备检验
自制滑块座
导板面
高度:
图纸尺寸±0.02mm
A级
节点1
100%
设备检验
平面度:
0.02mm
B级
节点1
设备检验
粗糙度:
Ra1.6
B级
节点1
设备检验
压板面
高度:
图纸尺寸,
B级
节点1
设备检验
到导板面距离公差:
+0.02~+0.04mm
B级
节点1
设备检验
粗糙度:
Ra1.6
B级
节点1
设备检验
导滑面
一侧位置:
图纸尺寸±0.01mm
B级
节点1
100%
设备检验
两导滑面间距公差:
0~+0.03mm
B级
节点1
设备检验
两侧导滑面平行度:
0.02
B级
节点1
设备检验
粗糙度:
Ra0.8
B级
节点1
设备检验
弹簧安装面
高度:
图纸尺寸±0.1mm
B级
节点1
100%
设备检验
粗糙度:
Ra1.6
B级
节点1
设备检验
弹簧挡墙
位置:
图纸尺寸±0.1mm
B级
节点1
100%
设备检验
粗糙度:
Ra1.6
B级
节点1
设备检验
缓冲块安装面
位置:
图纸尺寸±0.1mm
B级
节点1
100%
设备检验
粗糙度:
Ra1.6
B级
节点1
设备检验
缓冲块挡墙
位置:
图纸尺寸±0.01mm
B级
节点1
100%
设备检验
粗糙度:
Ra1.6
B级
节点1
设备检验
自制滑块
底面导滑面
平面度:
0.02mm
B级
节点1
100%
设备检验
粗糙度:
Ra0.8
B级
节点1
设备检验
压板面
高度:
图纸尺寸,
B级
节点1
100%
设备检验
到导滑面距离公差:
±0.01mm
B级
节点1
设备检验
粗糙度:
Ra1.6
B级
节点1
设备检验
V型导板面
位置:
图纸尺寸,
B级
节点1
100%
设备检验
到导滑面距离公差:
±0.01mm
B级
节
 升级会员
升级会员 