倒装模装配图零件图.docx
《倒装模装配图零件图.docx》由会员分享,可在线阅读,更多相关《倒装模装配图零件图.docx(16页珍藏版)》请在冰豆网上搜索。
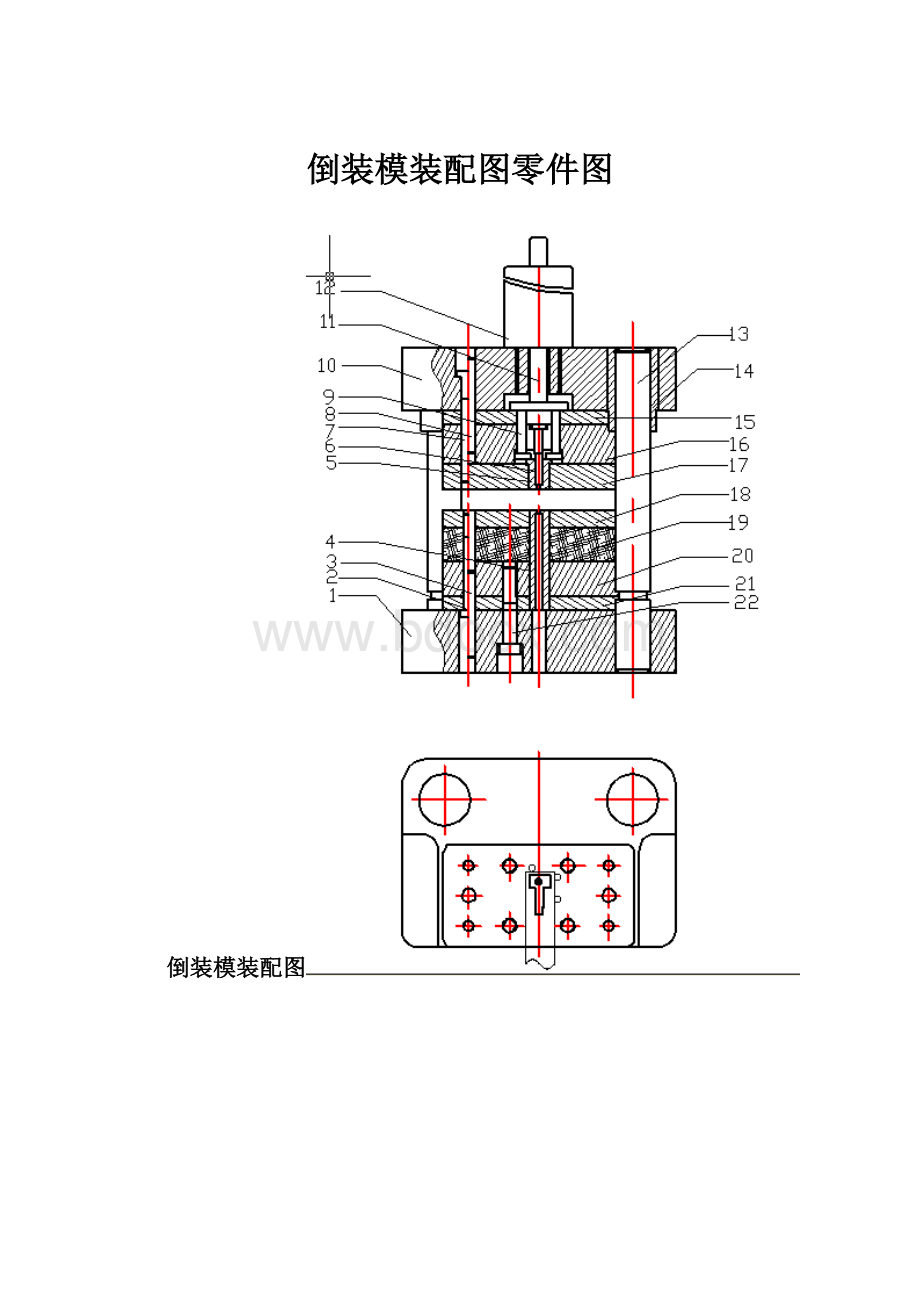
倒装模装配图零件图
倒装模装配图
装配图的技术要求:
1导套与上模座的连接采用整体式压入,2模具装配后上模座的上平面与下模座底平面的平行度允许0.03/300mm。
零件图
附加技术要求:
上下两平行面的平行度为0.02mm
序号
工序名
工序内容
1
备料
120x65x20mm
2
粗铣
加工到112.2x60.2x15.2mm保证相邻的两个垂直面基本垂直
3
磨平面
两个大平面的垂直尺寸为15.1mm
4
钳加工
划线画穿孔线的中心线
钻孔配钻各孔钻穿丝孔
铰孔两个销孔
攻丝攻螺纹到要求
5
热处理
达到HRC60-63
6
平面磨
使两个大面尺寸为15mm
7
线切割
割出凹孔留0.01mm余量
8
钳加工
用小精锉凹模孔使表面光洁度0.8微毫米
9
总装配
序号
工序名
工序内容
1
备料
120x65x25mm
2
粗铣
加工到112.2x60.2x23.2mm保证相邻的两个垂直面基本垂直
3
磨平面
两个大平面的垂直尺寸为23.1mm
4
铣
铣槽保证图纸尺寸
5
钳加工
钻孔配钻各孔
铰孔两个销孔
6
平面磨
使两个大面尺寸为23mm
7
总装配
上模垫板
序号
工序名
工序内容
1
备料
120x65x10mm
2
粗铣
加工到112.2x60.2x8.2mm保证相邻的两个垂直面基本垂直
3
磨平面
两个大平面的垂直尺寸为8.1mm
5
钳加工
钻孔配钻各孔
6
平面磨
使两个大面尺寸为8mm
7
总装配
序号
工序名
工序内容
1
备料
用50的圆钢要48.2mm的长
2
平面磨
磨两个端面使尺寸达到48mm
3
线切割
割出凸模留0.01mm的余量
4
热处理
硬度HRC60-64
5
钳加工
用油石保证好尺寸和光洁度
6
总装配
凸模固定板
序号
工序名
工序内容
1
备料
115x65x20mm
2
粗铣
加工到112.2x60.2x20.2mm保证相邻的两个垂直面基本垂直
3
平面磨
两个大平面的垂直尺寸为20.1mm
4
钳加工
划线画穿孔线的中心线
钻孔配钻各孔钻穿丝孔
铰孔两个销孔
攻丝攻螺纹到要求
5
线切割
割出内孔留0.01mm的余量
6
钳
用小精锉修孔壁保证粗糙度为0.8微米
7
平面磨
尺寸达到20mm
8
总装配
下模垫板
序号
工序名
工序内容
1
备料
120x65x10mm
2
粗铣
加工到112.2x60.2x8.2mm保证相邻的两个垂直面基本垂直
3
磨平面
两个大平面的垂直尺寸为8.1mm
5
钳加工
钻孔配钻各孔
6
平面磨
使两个大面尺寸为8mm
7
总装配
橡胶垫
序号
工序名
工序内容
1
备料
一根长点的圆钢直径是15的
2
车
根据图纸车出小凸模留0.05mm的余量
3
热处理
硬度为HRC60以上
4
钳加工
修余量
5
总装配
序号
工序名
工序内容
1
备料
120x65x20mm
2
粗铣
加工到112.2x60.2x10.2mm保证相邻的两个垂直面基本垂直
3
磨平面
两个大平面的垂直尺寸为10.1mm
4
钳加工
划线画穿孔线的中心线
钻孔配钻各孔钻穿丝孔
攻丝攻螺纹到要求
5
热处理
调质
6
平面磨
使两个大面尺寸为10mm
7
线切割
割出凹孔留0.01mm余量
8
钳加工
用小精锉凹模孔使表面光洁度0.8微米
9
总装配
序号
工序名
工序内容
1
备料
用50的圆钢要18.2mm的长
2
平面磨
磨两个端面使尺寸达到18mm
3
线切割
割出凸模留0.01mm的余量
铣
按图纸铣出三个台阶
4
热处理
硬度HRC60-64
5
钳加工
用油石保证好尺寸和光洁度
6
总装配
整套模具的一部分加工顺序
1利用机加工,把厚度保证好图纸尺寸表面粗糙度保证在0.8微米,长度各留2mm的余量到最后保证尺寸。
2做凸模、卸料快用线切割,割出凸模单边留0.01mm的余量,用油石精修余量,卸料快没要求。
3用线切割把固定板、卸料板。
凹模的内孔割出来。
步骤a把三块板需要装夹的面铣一刀保证三块办的尺寸一样。
B划线钻孔线切割需要,三块一起钻。
C按固定板的尺寸割出来。
D用小精锉修卸料板、凹模,要用凸模配。
4以下模部分为基准把零件组装好。
步骤:
a用凸模固定板与模座配钻。
B垫板、卸料板与固定板配钻
C固定板、卸料板攻丝。
D组装。
5以下模部分为基准,配钻上模部分的孔.。
 升级会员
升级会员 