国产耐热钢焊条和耐热钢焊丝Word下载.docx
《国产耐热钢焊条和耐热钢焊丝Word下载.docx》由会员分享,可在线阅读,更多相关《国产耐热钢焊条和耐热钢焊丝Word下载.docx(42页珍藏版)》请在冰豆网上搜索。
δ5
(%)
Akv*
(J)
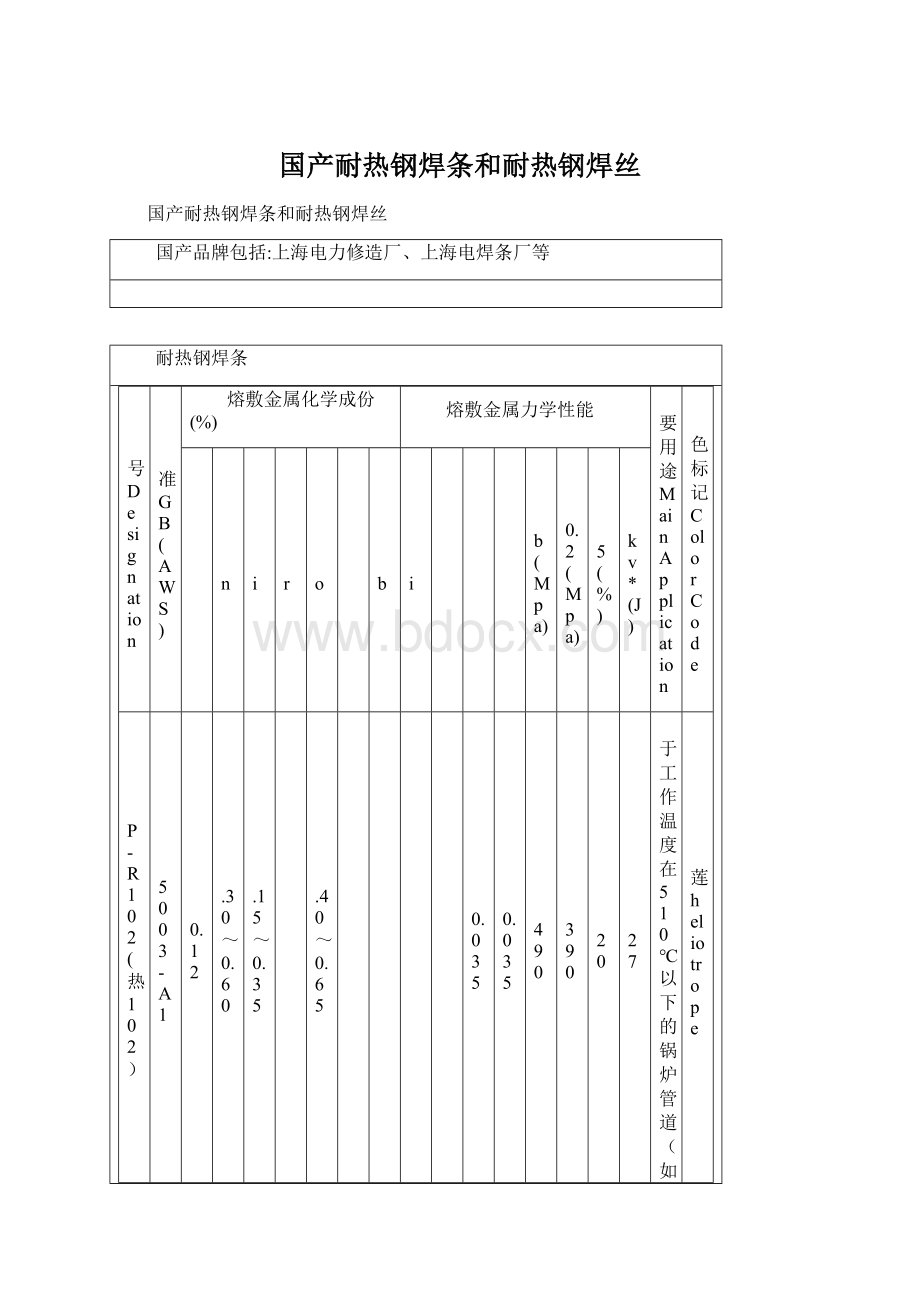
PP-R102
(热102)
E5003-A1
≤
0.12
0.30
~
0.60
0.15
0.35
0.40
0.65
0.035
≥
490
390
20
27
用于工作温度在510℃以下的锅炉管道(如15Mo等)经氩弧焊打底后的盖面焊。
青莲
heliotrope
PP-R107
(热107)
E5015-A1
(E7015-A1)
0.50
0.90
0.20
22
47
用于工作温度在510℃以下的锅炉管道(如15Mo等)珠光体耐热钢的焊接,也可焊接一般的低合金高强度钢。
PP-R202
(热202)
E5503-B1
0.05
540
440
16
用于工作温度在510℃以下的如12CrMo等珠光体耐热钢经氩弧焊打底后的盖面焊。
白色
white
PP-R207
(热207)
E5515-B1
(E8015-B1)
17
用于工作温度在510℃以下的珠光体耐热钢(如12CrMo等)和高温高压管道、化工容器等相应钢种的焊接。
PP-R302
(热302)
E5503-B2
1.00
1.50
用于工作温度在520℃以下的1%Cr-0.5%Mo耐热钢蒸汽管道(如15CrMo等)经氩弧打底的盖面焊。
中蓝
neutralblue
PP-R306Fe
(热306铁)
E5518-B2
(E8018-B2)
用于工作温度在520℃以下的如15CrMo等珠光体耐热钢锅炉管道、高压容器的焊接,熔敷效率达110-115%。
PP-R307
(热307)
E5515-B2
(E8015-B2)
用于工作温度在520℃以下的如15CrMo等珠光体耐热钢锅炉管道石油精炼设备的焊接,也可焊接30CrMnSi。
PP-R312
(热312)
E5503-B2-V
0.10
用于工作温度在540℃以下的如12Cr1MoV等珠光体耐热钢锅炉管道经氩弧焊打底后的盖面焊。
大红
scarlet
PP-R316Fe
(热316铁)
E5518-B2-V
用于工作温度在540℃以下的如12Cr1MoV等珠光体耐热钢锅炉管道、石油裂化设备的焊接、熔敷效率达110-115%。
PP-R317
(热317)
E5515-B2-V
用于工作温度在540℃以下的如12Cr1MoV等珠光体耐热钢锅炉管道、石油裂化设备的焊接。
PP-R327
(热327)
E5515-B2-VW
0.70
1.10
0.25
用于工作温度在570℃以下的如15CrMoV等珠光体耐热钢的焊接。
棕色
brown
PP-R337
(热337)
E5515-B2-VNb
银粉
silver
PP-R347
(热347)
E5515-B3-VWB
2.50
0.80
B0.001
0.003
用于工作温度在620℃以下的如钢102等珠光体耐热钢高温高压锅炉管道的焊接。
墨绿
blackishgreen
PP-R402
(热402)
E-6003-B3
2.00
1.20
590
14
用于工作温度在550℃以下的如10CrMo910等珠光体耐热钢高温高压锅炉管道经氩弧焊打底后的盖面焊。
中黄
neutralyellow
PP-R406Fe
(热406铁)
E6018-B3(E9018-B3)
15
用于工作温度在550℃以下的如10CrMo910等珠光体耐热钢高温高压锅炉厚壁管的焊接,熔敷效率达110-115%。
PP-R407
(热407)
E6015-B3
(E9015-B3)
用于工作温度在550℃以下的如10CrMo910等珠光体耐热钢高温高压锅炉管道、合成化工机械的焊接。
PP-R417
(热417)
E5515-B3-VNb
2.40
3.00
用于工作温度在620℃以下的如12Cr3MoVSiTiB(∏11)等珠光体耐热钢高温高压锅炉管道的焊接。
粉红
pink
PP-R427
(热427)
E5515-B3-VWNb
0.55
用于工作温度在620℃以下的如12Cr2MoWVB(钢102)以及12Cr3MoVSiTiB(∏11)等珠光体耐热钢高温高压锅炉管道的焊接。
桔红
tangerine
PP-R507
(热507)
E5MoV-15
4.50
6.00
0.030
用于工作温度在400℃的Cr5Mo类珠光体耐热钢高温抗氢腐蚀管道的焊接。
淡灰
lightgrey
PP-R517
(热517)
用于工作温度在600℃以下的T91、F9钢与12Cr1MoV等钢的异钢种焊接。
黑色
black
耐热钢焊丝
焊丝类别
Classi
fication
焊丝化学成份(%)
Main
Application
B
Cu
Mpa
Akv
TIG-J50
(TG50)
钨极
氩弧焊丝
ER50-4
0.85
0.025
400
≥22
-30℃
≥27
用于各种位置的管子手工钨极氩弧焊打底及全氩焊,除了焊接A3.20g钢之外,还可焊接某些低合金钢,如09Mn2Si,09Mn2V,16Mn等。
TIG-R10
(TGR50M)
ER55
-D2-Ti
0.75
1.05
0.45
47*
用于工作温度在510℃以下的锅炉蒸汽管道(如15Mo3、16Mo等)的手工钨极氩弧焊打底及全氩焊,也可焊接一般的低合金钢结构。
TIG-R30
(TGR55CM)
ER55-B2
1.40
≥17
用于工作温度在520℃以下的锅炉蒸汽管道、高压容器、石油精炼设备(如15Cr1Mo、13Cr1Mo44等)的手工钨极氩弧焊打底及全氩焊,以及30CrMnSi的修补和打底。
TIG-R31
(TGR55V)
钨极氩弧
焊丝
ER55B2MnV
用于工作温度在540℃以下的锅炉蒸汽管道、石油裂化设备、高温合成化工机械的手工钨极氩弧焊打底及全氩焊(如12Cr1MoV等)。
TIG-R34
(TGR55WB)
1.80
2.20
0.005
用于工作温度在620℃以下的12Cr2MoWVB(钢102)耐热钢结构,如高温高压锅炉中的蒸汽管道、过热器管等的手工钨极氩弧焊打底及全氩焊。
TIG-R40
(TGR59C2M)
ER62-B3
0.95
1.25
≥15
用于工作温度在550℃以下的Cr2.5Mo类(如10CrMo910等)耐热钢结构,如高温高压蒸汽管道和容器、合成化工机械、石油裂化设备等的手工钨极氩弧焊打底及全氩焊。
TIR-G21
0.08
12.00
14.00
680
27*
用于焊接0Cr13、1Cr13、2Cr13不锈钢结构,如汽轮机叶片的补焊及对接,也可用作耐蚀、耐磨的表面堆焊。
TIR-R71
8.50
9.50
0.03
0.07
≥16
用于焊接工作温度在600-650℃的Cr9MoNiV类耐热钢,(如T91或F9),蒸汽管道和过热器管等。
H08MnRe
氧-乙炔
气焊丝
1.30
Re
加
入
量
Al
420
330
0℃
用于焊接低碳钢及某些低合金钢结构,如锅炉的中温蒸汽管道(A3、20g)等。
H08Mn2SiA
(MG49-1)
CO2气体
保护焊丝
ER49-1
0.11
2.10
372
≥20
用作CO2气体保护焊焊丝,焊接低碳钢及某些低合金钢结构。
H08A
埋弧焊丝
410
550
配合焊剂用于碳钢和相应强度级别的低合金钢,如16Mn等锅炉、压力容器的埋弧焊。
H08MnA
0.070
配合焊剂HJ430,HJ431,HJ433等焊接低碳钢及某些低合金钢(如16Mn等)结构。
H08CrMoA
配合焊剂250,251,350,351焊接1%Cr-0.5%Mo的珠光体耐热钢(如15CrMoV)的埋弧焊。
H08CrMoVA
配合焊剂250,251,350,351焊接1%Cr-0.5%Mo-V的珠光体耐热钢(如12Cr1MoV)的埋弧焊,也可用于相应强度等级的低合金高强度钢结构的埋弧焊。
H08Cr2MoA
配合焊剂250,251,350,351焊接铬2..5钼类珠光体耐热钢的埋弧焊,如各类容器、合成化工机械、石油裂化设备等的埋弧焊。
 升级会员
升级会员 