数车中级加工图纸Word文档格式.docx
《数车中级加工图纸Word文档格式.docx》由会员分享,可在线阅读,更多相关《数车中级加工图纸Word文档格式.docx(47页珍藏版)》请在冰豆网上搜索。
刀
具
主轴
转速
r/min
进给量
mm/r
背吃
刀量
mm
备注
编制
审核
批准
年月日
共1页
第1页
二.数控刀具卡片
序号
刀具号
刀具名称
刀片/刀具规格
刀尖圆弧
刀具材料
年月日
1.2.1-1.2.8
盘类零件编程与仿真(一~八)
试题单
1.1.1
轴类零件编程与仿真
(一)
准考证号:
考核时间:
1、操作条件
(1)计算机。
(2)数控加工仿真软件。
(3)零件图纸(图号1.1.1)。
2、操作内容
(1)编制数控加工工艺。
(2)手工编制加工程序。
(3)数控加工仿真。
3、操作要求
在指定盘符路径建立一文件夹,文件夹名为考生准考证号,数控加工仿真结果保存至该文件夹。
文件名:
考生准考证号_FZ。
(1)填写数控加工工艺卡片和数控刀具卡片。
(2)虚拟外圆车刀和镗孔刀的刀尖圆弧半径不允许设定为零。
(3)螺纹底径按螺纹手册规定编程。
(4)螺纹左旋、右旋以虚拟仿真机床为准。
(5)每次装夹加工只允许有一个主程序。
(6)第一次装夹加工主程序名为O0001(FANUC)或P1(PA),第二次装夹加工主程序名为O0002(FANUC)或P2(PA)。
注:
盘符路径由鉴定站所在鉴定时指定。
1.2.1
盘类零件编程与仿真
(一)
(3)零件图纸(图号1.2.1)。
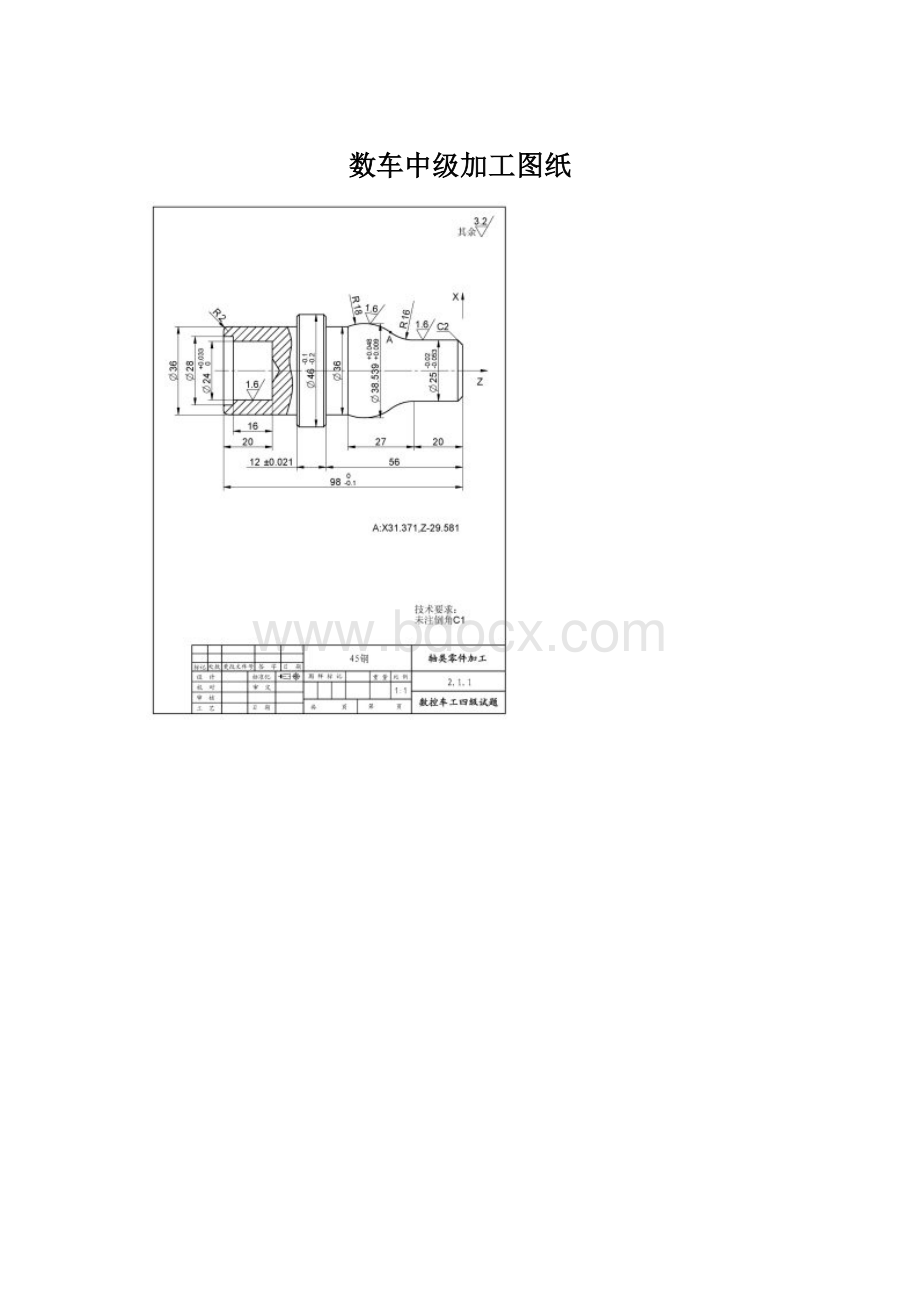
2.1.1
轴类零件加工
(一)
准考证号:
150min
(1)数控车床(FANUC或PA);
(2)外圆车刀、镗孔刀、外径千分尺、内测千分尺、游标卡尺等工量具;
(3)零件图纸(图号2.1.1);
(4)提供的数控程序已在机床中。
(1)根据零件图纸(图号2.1.1)和加工程序完成零件加工;
(2)零件尺寸自检;
(3)文明生产和机床清洁。
(1)根据零件图纸(图号2.1.1)和数控程序说明单安排加工顺序;
(2)根据数控程序说明单安装刀具、建立工件坐标系、输入刀具参数;
(3)程序中的切削参数没有实际指导意义,学员能阅读程序并根据实际加工要求调整切削参数;
(4)按零件图纸(图号2.1.1)完成零件加工;
(5)操作过程中发生撞刀等严重生产事故者,鉴定立即终止。
FANUC系统程序说明单
程序号
刀尖
圆弧
刀具、
刀补号
工件坐标系位置
主要加工内容
O2111
930外圆车刀
r0.8
T0101
工件右端面中心
Φ25、R18外圆等
O2112
工件左端面中心
Φ36、Φ46外圆
O2113
Φ16镗孔刀
r0.4
T0202
Φ28、Φ24内孔
备
注
1、本程序说明单顺序与实际加工顺序无关。
2、天山路1800号鉴定点fanuc0i系统数控车床的外圆刀装在上刀架,镗孔刀装在下刀架,全部刀面向上。
注意主轴旋转方向和X坐标正负。
PA系统程序说明单
坐标偏置
P2111
D01
G54
P2112
P2113
D02
G55
2、天山路1800号鉴定点PA系统数控车床的外圆刀、镗孔刀的刀位点为刀尖圆弧中心。
2.2.1
盘类零件加工
(一)
(3)零件图纸(图号2.2.1);
(1)根据零件图纸(图号2.2.1)和加工程序完成零件加工;
(1)根据零件图纸(图号2.2.1)和数控程序说明单安排加工顺序;
(4)按零件图纸(图号2.2.1)完成零件加工;
O2211
Φ64、Φ68外圆等
O2212
Φ60、Φ76外圆
O2213
Φ44、Φ52内孔
O2214
Φ44、Φ27内孔
P2211
P2212
P2213
P2214
试题评分表
1.1.1试题名称:
准考证号:
考核时间(min):
90min
评价要素
配分
等级
评分细则
评定等级
得分
A
B
C
D
E
工艺卡片:
工步内容、切削参数
5
工序工步、切削参数合理
1个工步、切削参数不合理
2个工步、切削参数不合理
3个及以上工步、切削参数不合理
未答题
2
其它各项(夹具、材料、NC程序文件名、使用设备等等)
填写完整、正确
漏填或填错一项及以上
3
数控刀具卡片
刀具选择合理,填写完整
1把刀具不合理或漏选
2把及以上刀具不合理或漏选
4
内外圆、槽、螺纹加工程序与实体加工仿真
16
正确而且简洁高效
正确但效率不高
不正确
Φ
符合公差要求
不符合公差要求
6
7
刀尖圆弧半径补偿
含圆锥、圆弧的外圆加工程序使用了正确的刀尖圆弧半径补偿
没使用刀尖圆弧半径补偿
合计配分
30
合计得分
1、程序简洁高效是指:
能采用正确的循环指令,循环指令参数设定正确,没有明显空刀现象。
2、程序效率不高是指:
编程指令选择不是最合适,或者参数设定不合理,有明显的空刀现象。
考评员(签名):
A(优)
B(良)
C(及格)
D(差)
E(未答题)
比值
1.0
0.8
0.6
0.2
“评价要素”得分=配分×
等级比值
1.2.1试题名称:
右外圆及内孔共2段加工程序都使用了正确的刀尖圆弧半径补偿
有1段加工程序没使用刀尖圆弧半径补偿
都没使用刀尖圆弧半径补偿
2、程序简洁高效是指:
2.1.1试题名称:
表面粗糙度Ra3.2
全部符合图纸要求
一个粗糙度超差
二个粗糙度超差
三个及以上粗糙度超差
表面粗糙度Ra1.6
二个及以上粗糙度超差
未注尺寸公差
按照GB1804-92M
10
全部符合未注公差要求
一个尺寸超差
二个尺寸超差
三个及以上尺寸超差
外圆公差
超差≤0.015
0.015<超差≤0.03
超差>0.03
内孔公差
8
长度公差
9
安全生产与文明操作
按要求整理、清洁
整理、清洁不到位
没进行整理、清洁
70
以下情况为否决项:
(出现以下情况本部分不予评分,按0分计)
1、任一项的尺寸超差>
0.3mm以上(≤2mm的倒角和倒圆除外),不予评分。
2、零件加工不完整(≤2mm的倒角和倒圆除外),不予评分。
3、零件有严重的碰伤、过切,不予评分。
4、操作过程中发生撞刀等严重生产事故者,立刻终止其鉴定。
5、同类刀片只允许使用一片。
2.2.1试题名称:
6、任一项的尺寸超差>
7、零件加工不完整(≤2mm的倒角和倒圆除外),不予评分。
8、零件有严重的碰伤、过切,不予评分。
9、操作过程中发生撞刀等严重生产事故者,立刻终止其鉴定。
10、同类刀片只允许使用一片。
《数控车工》(四级)鉴定方案
一、鉴定方式:
数控车工(四级)的鉴定方式分为理论知识考试和操作技能考核。
理论知识考试采用闭卷计算机机考方式,操作技能考核采用现场实际操作方式。
理论知识考试和操作技能考核均实行百分制,成绩皆达60分及以上者为合格。
理论知识或操作技能不及格者可按规定分别补考。
二、理论知识考试方案(考试时间90分钟)
题型、题量
题型
考试方式
鉴定题量
分值(分/题)
配分(分)
判断题
闭卷
机考
60
0.5
单选题
140
小计
-
200
100
三、操作技能考核方案
考核项目表
职业(工种)
数控车工
 升级会员
升级会员 