齿轮失效分析实例.docx
《齿轮失效分析实例.docx》由会员分享,可在线阅读,更多相关《齿轮失效分析实例.docx(14页珍藏版)》请在冰豆网上搜索。
齿轮失效分析实例
齿轮失效分析实例
齿轮是传递运动和动力的一种机械零件。
齿轮的类型以及特点不仅可决定齿轮的运转特性,并且也决定了它是否会过早地失效。
齿轮失效的类型可划分为四种:
(1)磨损失效,是指轮齿接触表面的材料损耗;
(2)表面疲劳失效,是指接触表面或表面下应力超过材料疲劳极限所引起的材料失效。
进一步又可分为初始点蚀、毁坏性点蚀和剥落。
(3)塑性变形失效,是指在重载荷作用下表面金属屈服所造成的表面变形。
它又可进一步分为压塌和飞边变形、波纹变形和沟条变形。
(4)折断失效,是指整个轮齿或轮齿相当大的一部分发生断裂。
可以进一步分为疲劳折断、磨损折断、过载折断、淬火或磨削裂纹引起的折断等。
本章主要介绍变速箱齿轮及被动齿轮的失效分析实例,供读者参考。
变速箱齿轮失效分析
1.45号钢齿坯裂纹分析
45号钢齿坯,由φ80mm圆钢落料后直接粗车成外径为φ78mm的柱体形状。
其化学成分为:
C:
0.49%,Mn:
0.68%,Cr<0.2%。
热处理工艺过程:
在X—45箱式电炉中加热,到温度(820℃)装炉,装炉量109只,保温时间为一小时(工件达到温度后计算时间),工件用盐水冷却(冷却液不循环),水温20~30℃。
回火温度为520~530℃(零件淬火后隔天回火)。
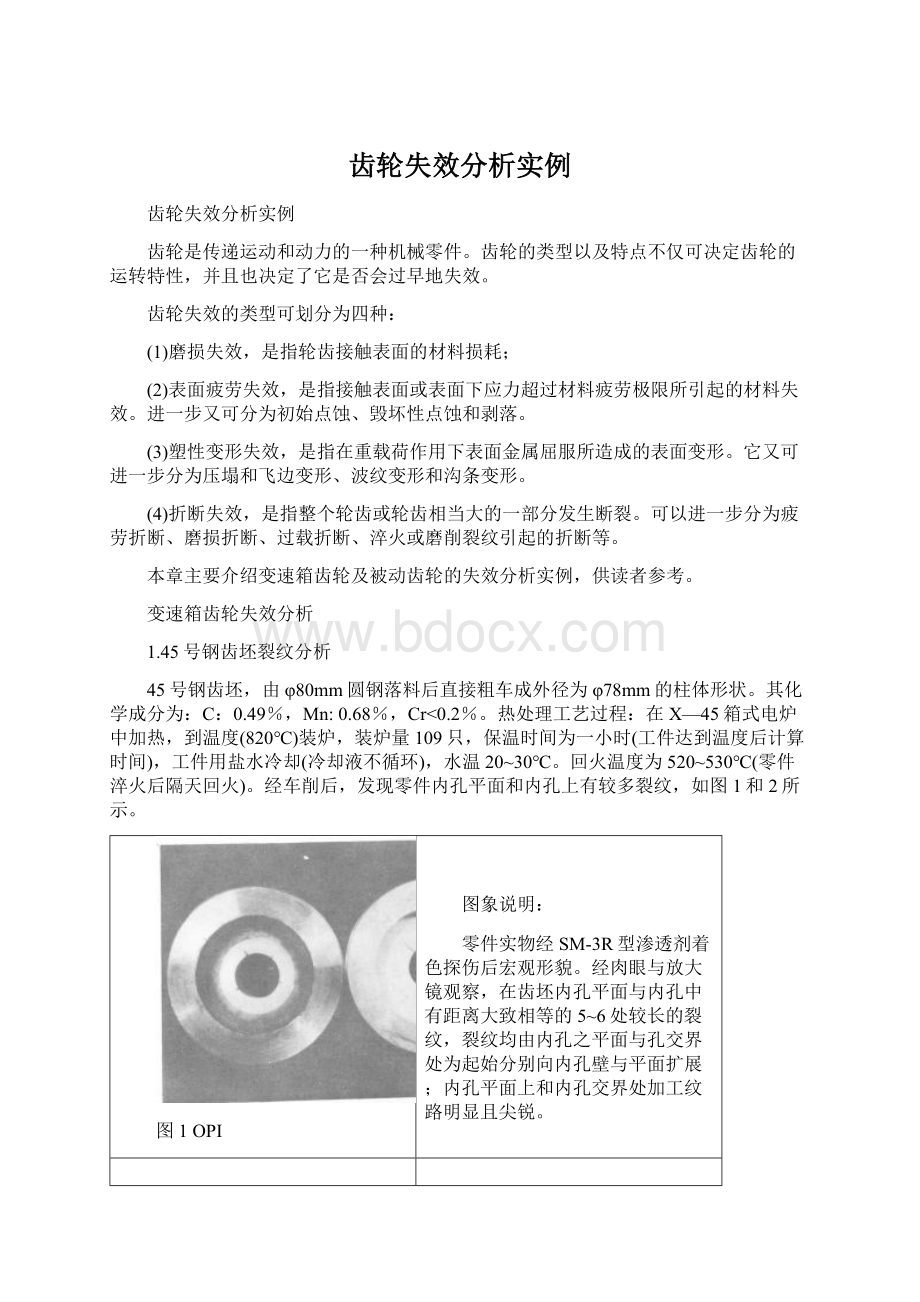
经车削后,发现零件内孔平面和内孔上有较多裂纹,如图1和2所示。
图1OPI
图象说明:
零件实物经SM-3R型渗透剂着色探伤后宏观形貌。
经肉眼与放大镜观察,在齿坯内孔平面与内孔中有距离大致相等的5~6处较长的裂纹,裂纹均由内孔之平面与孔交界处为起始分别向内孔壁与平面扩展;内孔平面上和内孔交界处加工纹路明显且尖锐。
图象说明:
内孔平面试样作金相观察,有数条裂纹交叉分布,其内充满氧化皮夹杂。
其微观裂纹长度不等,分别为0.63mm,0.29mm,0.23mm及0.19等。
图2OMI200×
2.汽车变速箱齿轮失效
失效齿轮为载重汽车变速箱一挡齿轮,由渗碳钢制造,在进行台架试验时,未达到设计要求就发生断齿现象。
根据断口的形貌可断定该齿轮的断裂为高应力作用下引起的快速断裂。
主动齿轮心部断口基本为韧窝,被动齿轮具有准解理断裂形貌,说明主动齿轮韧性较好,但强度较低。
显微硬度证实了主动齿轮硬度较被动齿轮低。
两只齿轮渗碳层中均有网状渗碳体析出,这将使表层韧性较低,致使在运转过程经受不了启动冲击应力的作用。
本次断裂事故是由主动齿轮先断裂,进而引起被动齿轮崩齿,故在被动齿轮上还能看到碰伤的痕迹。
因此,可以认为齿轮失效的原因为渗碳工艺控制不当(热处理不当)而引起断齿。
变速箱一挡齿轮发生断齿后的宏观实物如图3所示。
主动齿轮及被动齿轮断齿后的宏观断口形貌见图4所示。
图象说明:
变速箱齿轮发生断齿后的宏观实物形貌。
图3OPI
图4OPI
图象说明:
被动齿轮的断口形貌。
沿齿根断裂,断口形貌与主动齿轮断口相似,断齿附近几个齿不同程度都发生小块崩裂及碰伤。
3.车床变速箱齿轮失效
发生失效齿轮的车床为日本制造,齿表层为渗碳处理,使用已达30多年,使用过程中发生断齿现象,事故现场检查发现在加工工件时切削进刀量过大。
断口形貌如图5所示。
齿轮断口属于高应力作用下的快速断裂。
齿根边缘断口呈现韧窝和沿晶断裂特征,是与渗碳层中沿晶析出的碳化物及晶界处碳浓度较高有关。
对微观组织与材料检查结果均属正常。
对损坏齿轮进行检验分析后可以断定,所有断齿断口都属本次事故中形成的新裂纹。
而对现场检查结果发现,工件上留有相当多的、很深的切削车刀痕,由此可说明,齿轮主要是由于制造工艺不当,引起应力集中而破断。
图5OPI
图象说明:
齿轮断口宏观形貌。
整只齿轮有7个断齿,裂源均产生于齿根,断口边缘两侧较平坦,中间较粗糙,并能观察到小刻面特征。
前6个齿的宏观形貌基本相同,第7齿可观察到塑性变形特征,其形貌呈剪切唇状。
4.L-B号远洋货轮变速箱齿轮轴的断裂失效
进口新造远洋货轮从试航到服役共运行三十六天,在正常航行途中,于1986年12月19日突然发生变速箱齿轮轴断裂。
齿轮部分直径为φ=500mm,齿宽360mm,齿轮轴在齿轮中间部位沿径向断成两截。
齿轮轴材料为20CrMnMo钢。
根据国外制造厂家提供资料,齿轮轴为整体锻造而成,表面经硬化处理。
其断裂部位见图6,宏观断口全貌见图7。
据此可见,齿轮轴是疲劳断裂,明显的疲劳痕在牙齿上,见图8,它是图7大箭头a所指牙齿的放大。
齿轮轴断裂主要在于材料本身质量不良所致。
冶金缺陷如未经锻合的铸造内裂,组织偏析,夹杂物沿晶分布,都是造成零件脆断的主要因素。
牙齿表面合金化处理时,淬火后回火不足之组织应力,热处理时的热应力未充分消除也是引起裂纹的重要因素。
未经消除的铸造缺陷在内外应力作用下,容易成为扩展裂纹,故牙齿部分首先产生疲劳,再加上齿轮轴内部存在的多达百条内裂纹,因此迅速发生瞬间脆断。
图象说明:
断裂部位如白色箭头所指。
黑色箭头所指的是在齿轮轴断裂之后,由于齿轮箱内零部件相互撞击,使牙齿部分变形歪扭、断裂。
断裂齿轮与轴颈是个整体,没有破坏的大齿轮直径约800mm,它与轴颈为“红套”紧固在一起。
照片所示部分重约2吨。
图6OPI0.1×
图7OPI0.2×
图象说明:
断口的宏观全貌。
在箭头a所指区间有宏观疲劳特征,大箭头a所指牙齿疲劳特征特别明显,其它地区具有一次断裂特征。
箭头b所指为齿轮热处理硬化层。
箭头c所指为放射状台阶,几乎布满整个齿轮圆周,这是应力集中的表现,箭头d所指为内裂纹。
整个宏观断口表现为很大的脆性倾向。
图8OPI0.8×
图象说明:
具有明显疲劳特征的牙齿的宏观形貌。
疲劳起源于沿淬硬层或过渡区,如白色箭头所指。
由于齿轮轴断裂后的碰撞,箭头所指区的淬硬层已有崩落。
疲劳裂纹扩展方向如黑色箭头所指。
传动齿轮失效分析
1.电动凿岩机齿轮机芯失效
电动凿岩机的机芯由11个零件组成,它在工作时要求其施加给钎杆的冲击周次为1800~2000次/分,扭转周次为200次/分,冲击力为70~100MPa。
除外壳外,机芯的全部零件均采用20号钢,经渗碳+淬火+低温回火处理。
据制造厂家说,热处理是按标准工艺进行的。
当机器装备好后,投入使用不到两小时,机芯的7个主要零件全部破坏。
破坏情况如图9、10所示。
主要是破裂和变形。
典型的断口如图11所示,都具有一次断裂特征。
根据检查结果分析,上述各零件的断裂属一次脆断失效,其主要原因是渗碳淬火加热温度过高,回火不足,造成过热组织,内部出现淬火裂纹,大大增高了零件脆性。
其次选材不当,低碳渗碳不能满足零件使用时对心部的强度要求,如关键零件有明显变形。
经建议改用40Cr钢进行氰化处理后,问题得圆满解决。
图9OPI
图象说明:
展示了四个主要零件的失效概况。
1号零件箭头所指处表层剥落,杆体弯曲;2号,3号,4号零件除表层有剥落外,均破裂成两半。
图10OPI
图象说明:
展示了三个齿轮的失效情况。
5号齿轮破裂成两半。
6号齿轮的中轴孔却不见了,从圆孔处剪切掉。
在齿轮中心钻了八个孔,目的是为了减轻重量,但严重地削弱了强度。
7号齿轮有一个齿掉落,如白箭头所指,破断情况虽不严重,但有明显变形,四个小孔有三个明显不圆,如黑箭头所指。
此外,三个齿轮都有不同程度的剥落,如大白箭头所指。
图11OPI
图象说明:
3号,4号,5号三个零件的断口。
3号件是一个内齿圈断成两截;4号件在内六孔的尖角处,有明显的淬火裂纹,如箭头所指;5号件也有内部缺陷,如箭头所指。
这三个断口都无疲劳特征,而只具有一次断裂的特征。
断口呈瓷状,有相当多的内点(结晶状)。
2.8E150型柴油机齿轮失效
失效的柴油机安装于渔船上,功率为198千瓦,工作时转速750转/分,在使用700多小时后,发生大舵齿轮断齿而引起柴油机损坏事故。
该齿轮材料为45号钢,齿轮制造工艺为锻造→正火→粗加工→调质→精加工→滚齿→齿面淬火→磨齿。
事故发生后拆下齿轮,发现从齿轮上断下数只齿,并掉下一大块。
齿轮的宏观断口形貌特征如图12、13、14所示;电子断口图象如图15所示;
该柴油机齿轮断裂属多源疲劳断裂。
引起疲劳的主要原因是由于热处理工艺控制不当,齿根及齿侧面未淬硬,经显微硬度测量结果仅为HRC26~28,因此造成齿根部材料的疲劳强度远低于设计要求,而齿根处所受工作应力较高,故导致在齿根处产生早期疲劳断裂。
图12OPI
图象说明:
齿轮上掉块的断口形貌。
在断口上能观察到贝壳状条纹,裂源区有许多宏观疲劳台阶条纹,裂源产生于齿根处,并有多个疲劳源。
图象说明:
上图掉块的另一断面宏观形貌,
同样具有宏观疲劳台阶、贝壳状条纹及多源等特征。
另外由于断口保护不当,断面上有较严重的锈斑。
图13OPI
图14OPI
图象说明:
在齿轮上掉下的数只断齿中的一只,其宏观形貌同样有贝壳状条纹、疲劳台阶及多源等特征。
图象说明:
对断口作SEM观察,可看到裂纹源起始于齿根表面,并能观察到裂纹向内扩展的台阶条纹。
图15OPI
3.大型推土机被动齿轮失效
断裂失效的构件系大型推土机被动齿轮,热处理工艺为渗碳后淬火及回火。
热处理后,由于该齿轮发生形变,采用局部加热后校正再进行回火。
四个月后,在磨内孔时发现该齿轮开裂。
大型推土机被动齿轮宏观断口形貌如图16所示。
根据断口的形貌特征可断定:
被动齿轮断裂失效是由于构件基体内含氢虽较高使其脆化,并在较大的拉应力共同作用下产生开裂的。
而基体内氢含量过高的来源在于渗碳过程中应用了煤油、三乙醇胺饱和链羟和不饱和链羟的混合物,在高温下产生大量氢,加上在低温回火中回火不充分(原回火时间仅为2小时),而构件较大,回火时间太短,造成构件基体内仍保留较高含量的氢,在外加较大的正应力作用下导致氢脆断裂。
图16OPI
图象说明:
可观察到许多裂纹沿中心花键轴槽底呈放射状开裂。
根据裂纹的形状可看出,键槽开裂时受应力较大。
该花键轴槽底角呈直角。
4.滚筒式采煤机齿轮失效
EDW-300-L滚筒式采煤机齿轮材质为17CrNiM06E钢,热处理工艺为调质处理,在运行中断裂。
齿轮轮齿宏观断口形貌如图17所示,具有疲劳断裂的宏观特征,电子显微图象如图18所示。
综上分析,可知17CrNiM06E钢齿轮轮齿断裂属单向弯曲低周疲劳断裂,裂源区基本上呈现沿晶及穿晶准解理断裂形貌;随着裂纹生长,疲劳扩展速率逐渐增加,即疲劳辉纹增大。
瞬断区为准解理形貌特征。
图象说明:
单齿弯曲低周疲劳裂纹与齿轮齿槽成倾斜断裂。
齿轮轮齿裂纹由工作面齿根部位萌生及扩展,裂纹扩展方向由工作面指向非工作面,裂纹扩展过程方向不断变化,最后到达非工作面形成断口。
轮齿断口周围较平坦,这可能是由于硬化层所致。
轮齿裂纹成扇形向内部扩展。
图17OPI
图18TEM10000×
图象说明:
采煤机齿轮轮齿断口。
裂源区的电子图象为沿晶脆性断裂形貌特征。
5.锥形齿轮的断裂失效
小汽车用锥形齿轮选用18CrMnTi材料,经渗碳、淬火后低温回火处理,表面渗碳层硬度HRC56~58。
服役的时间很短,在一次突然起动时绝大多数齿自根部断裂失效,见图19。
宏观断口平整,隐约可见材料轧制流线与齿面平行,故呈现较大的脆性,断口上未发现疲劳痕迹。
金相检查:
渗碳层厚0.5~0.8mm(不均匀)。
除渗碳层有网状渗碳体析出外,其金相组织仍属正常。
图19OPI
图象说明:
锥形齿轮断口宏观形貌。
12个齿中有8个齿从齿根部位断裂,一个齿从齿根开裂,而只剩三个齿尚处
 升级会员
升级会员 