二代滚筒工艺文件过程卡工序卡Word文档下载推荐.docx
《二代滚筒工艺文件过程卡工序卡Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《二代滚筒工艺文件过程卡工序卡Word文档下载推荐.docx(13页珍藏版)》请在冰豆网上搜索。
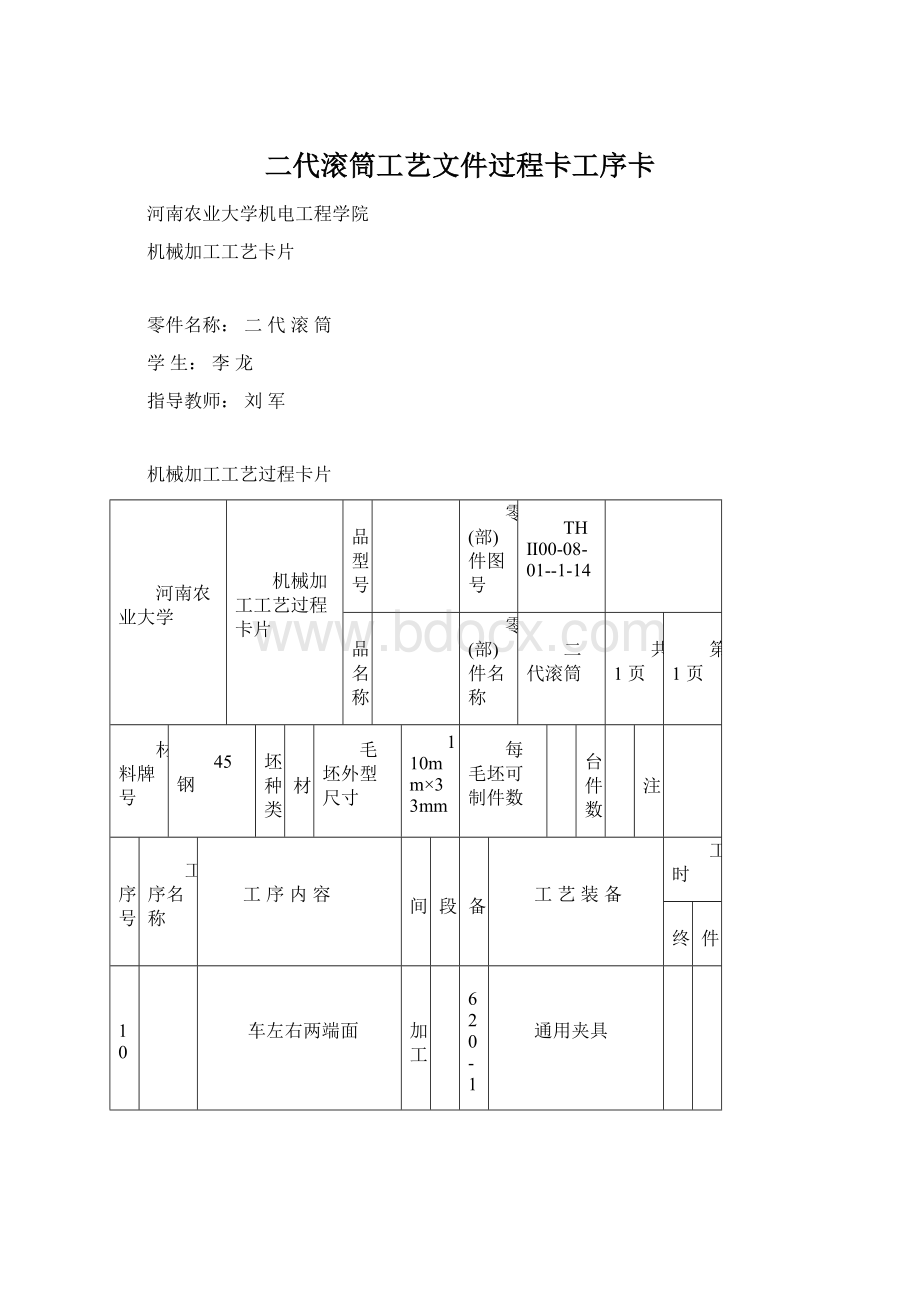
产品名称
零(部)件名称
二代滚筒
共1页
第1页
材料牌号
45钢
毛坯种类
型材
毛坯外型尺寸
110mm×
33mm
每毛坯可制件数
1
每台件数
2
备注
工序号
工序名称
工序内容
车间
工段
设备
工艺装备
工时
准终
单件
010
车左右两端面
机加工
C620-1
通用夹具
020
粗车各个外圆表面
030
半精车φ18,φ20,右端φ24外圆
040
粗磨φ18,φ20,右端φ24外圆
M114W
050
精磨φ18,φ20,右端φ24外圆
060
去毛刺
070
终检
机械加工工序卡片
THⅡ00-08-01-01-14
共7页
车间
设备名称
设备型号
设备编号
同时加工件数
卧式车床
CA620-1
夹具编号
夹具名称
切削液
冷却液
工位器具编号
工位器具名称
工序工时
工步号
工步内容
主轴转速
r/min
切削速度
m/min
走刀长度
mm
切削深度
进给次数
工步工时
机动
辅动
车左端面,钻左中心孔
YT15,90°
端面车刀
1200
124
16.5
2.5
2.06
车右端面,钻右中心孔
第2页
°
走刀长度mm
粗车φ30外圆
外圆车刀
105
1.5
13.12
粗车φ24外圆
95
3
11.87
粗车φ20外圆
30
3.75
4
粗车右端φ24外圆
5
2.25
0.62
THⅡ00--08-01-01-14
第3页
半精车φ20外圆
0.65
半精车φ24外圆
0.42
第4页
卧式磨床
轴向进给量
径向进给量
走到长度
粗磨φ20的外圆表面
=10mm/r
=0.015mm/r
20
9.12
粗磨φ24的外圆
2.28
第5页
摇臂钻床
精磨φ20的外圆表面
4.27
精磨φ24的外圆表面
3.04
二代轴承支座
第6页
进给量
mm/r
THⅡ00-02-01-05
第7页
专用夹具
 升级会员
升级会员 