扇形段基础框架安装方案Word下载.docx
《扇形段基础框架安装方案Word下载.docx》由会员分享,可在线阅读,更多相关《扇形段基础框架安装方案Word下载.docx(17页珍藏版)》请在冰豆网上搜索。
(i)香蕉支座及底座安装调整好后,用扇形段支座点检测装置(图号:
ll5.03SB010040)对香蕉支座进行检查。
(j)香蕉支座上的扇形段支座的位置通过调整修磨垫片组(见下图)来满足扇形段的安装要求。
定位端
5.3.4.1.5扇形段落于基础框架后,用液压螺母固定。
扇形段4个液压螺母的预紧打压如打压图所示,在2台高压手动泵的加压下,使螺杆伸长,产生预紧力。
此时件308与件307之间出现间隙,然后拧动圆螺母把间隙消除。
在卸去油压,此时扇形段即固定完成,具体操作见后面详述。
1)螺杆(图中件302)摆正到锁紧位置(垂直位)。
2)转动M20的螺钉(图中件101),使螺杆下降,使上面的螺母(件303)接触到扇形段。
3)继续转动M20的螺钉,使之端头与销轴(件307)之1'
日-3有5mm的间隙,而这时销轴(件307)与液压螺母垫板(件308)之间的间隙大约有15mm。
4)对扇形段两侧的液压螺母同时加载(充压力油),压力为200bar,以消除上述的l5mm的间隙。
5)进一步对两侧同步加载到1325bar,注意液压螺母的行程不得超过20mm,必要时可以适当调整上面螺母(件303)的位置。
6)旋转液压螺母上的圆螺母,使之贴紧液压螺母本体,然后将液压系统卸载。
b液压螺母卸载松开操作步骤(见液压螺母结构图)
1)对扇形段两侧的液压螺母加载950bar,使液压螺母上的圆螺母能够拧动。
2)拧松液压螺母上的圆螺母。
3)逐渐对扇形段两侧的液压螺母卸载到200bar,但应保证液压螺母本体与圆螺母之间有间隙。
4)完全卸去液压系统压力,然后转动M20螺钉并将液压螺母中的液压油排出,使其活塞(309)完全缩进去。
5)旋转M20的螺钉(件101),使螺杆(件302)上升l5mm。
6)将螺杆向侧面摆开,使扇形段能顺利吊出。
5.3.4.2扇形段各基础框架的安装
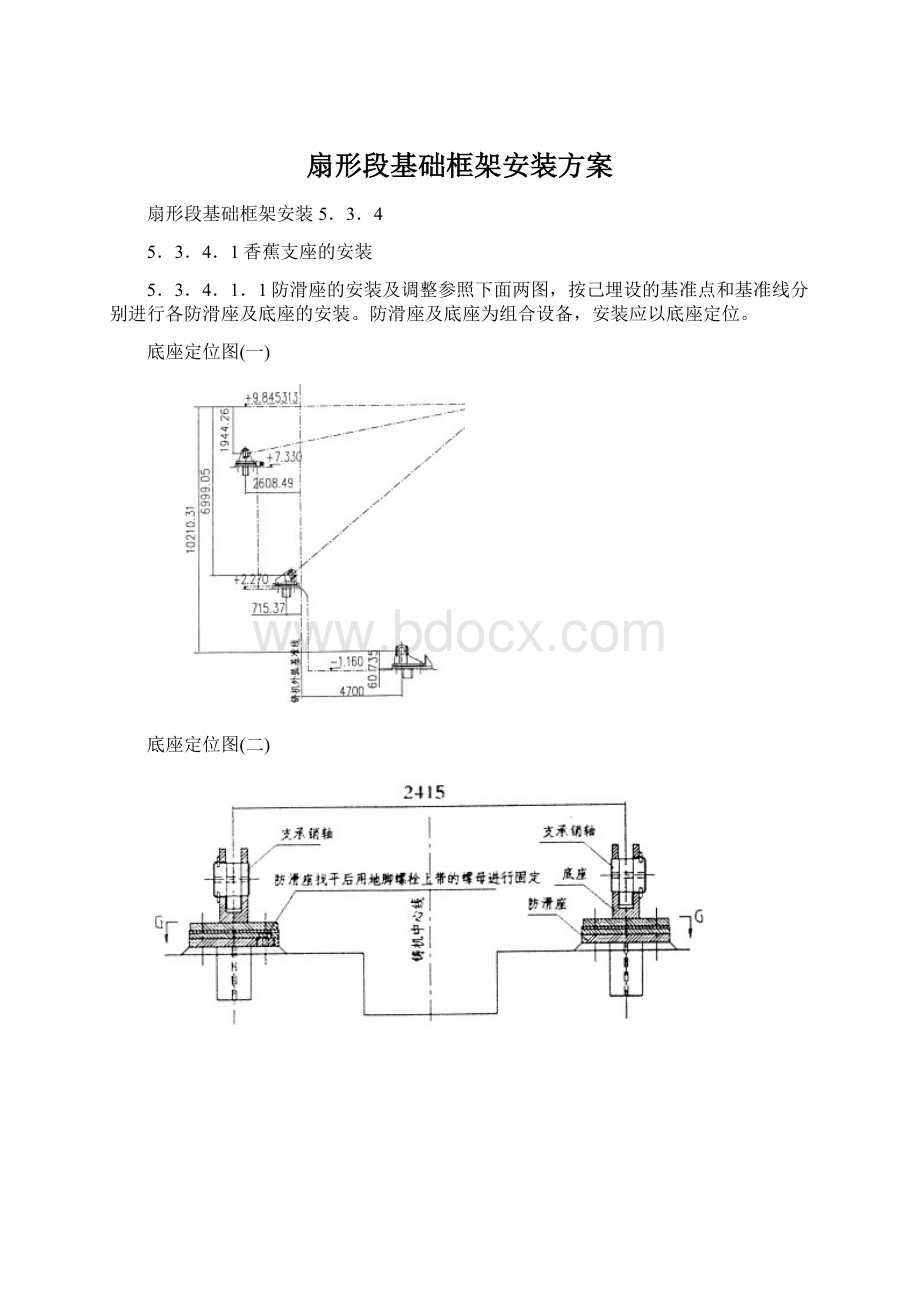
参照下图和有关图纸,按已埋设的基准点和基准线将防滑座安装就位。
防滑座及底座为组合设备,安装时应以底座定位。
(a)防滑座的安装和调整
◇以铸流中心及外弧基准线为基准,仔细测定后,按规定尺寸要
求进行防滑座的定位和调整。
◇调整时以固定端为测定对象。
固定端是辊列弯曲弧段及铸流外
弧基准线的基准。
因此,要特别细心的进行调整。
◇防滑座的安装精度参照下表和有关图纸检查。
防滑座安装精度表
序号
测定项目
测定值及测定方法
目标值
容许值
1
2
3
同J夏
H
位置度
A、A’
B、B’
水平度
单独
横跨
Y一水准仪直尺,钢琴线,
坠子,直尺
水平仪,平尺
±
0.2
0.15
0.3
≤0.04
≤O.O6
O.25
0.5
≤0.O6
≤O.08
(b)底座的安装
◇以铸流中心及外弧基准线为基准,仔细测定,按规定尺寸要求
进行底座的定位和调整。
◇底座的调整用组合垫进行。
调整时以固定端底座的销轴为测定
对象。
固定端支承销轴是辊列弯曲弧段及铸流外弧基准线的基准。
因
此,.要特别细心的进行调整。
◇底座的安装精度参照下表和有关图纸检查。
底座安装精度表
1
2
3
同/更
7354.87
11789.87
14474.87
18154.87
坠子,平尺
0
士0.5
土0.5
兰0.04
三0.06
士1
兰O.06
耋O.08
(c)底座安装调整好后,将基础框架装配
(一)~(三)逐一安放到底座上,并用扇形段支座点检测装置(图号:
115.03SB010040)对基础框架进行检查。
5.3.5扇形段更换导轨的安装
(a)扇形段更换导轨由传动侧导轨和非传动侧导轨两部分组成。
其两侧的安装图如下:
(b)划线:
将前面图中顶部尺寸,在导轨上口处的平台上划线,作为导轨安装的基准。
(c)吊装:
在每一根导轨上的适当位置临时焊接两个吊耳,用于吊装导轨和调整导轨的角度、位置。
(d)预安装与调整:
导轨按照上图中所示的方式吊装到位后,使用导轨检测装置,逐一进行调整,然后将定位支架点焊在铸机两侧墙的预埋钢板上,初步固定住导轨。
按照115.03SB010036,
115.03SB010037图中的尺寸要求,检查安装尺寸。
(e)使用导轨检测装置,(图115.03SB010039)逐一检查导轨安装位置精度。
(参照下图、精度表和有关图纸进行检查,通过调整定位支架来调整导轨的位置)
(d)扇形段更换导轨安装检验精度表:
检测项目
测量值
标准值(mm)
备注
导轨出口中心线偏差
<
±
两侧导轨中心线之差
导轨直线段垂直度
0.5/1000
4
两侧导轨的导向板间导向宽度
4485
-2
(e)检查调整完成后,焊牢定位支架和导轨,安装完成。
5.3.6扇形段l~11段的安装(图号:
115.03SB010025~010032)在扇形段基础框架和扇形段更换导轨安装结束后,方可进行扇形段的安装。
安装按下列步骤进行。
a准备工作
◇扇形段在线外对好弧,并进行对弧精度检查正确无误。
◇将扇形段1~6的开口度调到最小。
◇扇形段更换吊具检查符合使用要求。
◇所有软管的安装必须符合软管安装的有关规定。
在软管受烘烤严重的地方必须采取措施加以保护。
b吊装
扇形段1~6段吊装:
夺用浇铸跨吊车,利用扇形段更换吊具,从维修区将扇形段吊挂起来送往安装位置。
◇将扇形段的安装面清理干净。
◇扇形段更换吊具插入扇形段更换导轨,将扇形段安装到对应位置。
(见扇形段安装图)
C扇形段安装时特别应注意之处
(1)所有设备的安装接触面必须清除干净。
(2)所有软管的安装必须符合软管安装的有关规定。
(3)每个设备的安装必须以铸机的外弧基准和铸机的最终矫直点为基准进行校正。
5.3.7主机设备的在线对弧(图115.03SB010068)
除在设备安装过程中进行对弧检查外,铸流导向设备安装结束后,
应统一进行对弧检查。
5.3.8.1结晶器与弯曲段对弧检查
检查方法与精度要求参照下图:
结晶嚣足辊和弯曲段对弧
水平杈捡铡面(水平度偏差印接触点错开之差(0.2mm)
另一种测量法:
水平仪气泡处于中位,测量接触点,应使间隙小于0.2mm
5.3.7.2弯曲段与扇形段对弧检查方法与精度要求参照下图:
弯曲段下部与l抖扇形段上部对孤
检查应符合:
|a-b|≤0.3
5.3.7.3扇形段1撑段~7拌段之间的对弧检查
检查方法与精度要求参照下图:
1~7扇形段对弧
5.3.7.47撑扇形段下部和8撑扇形段前部的辊子对弧检查
检查应符合:
5.3.7.58≠}扇形段后部与9撑扇形段前部,以及水平扇形段之间辊子的对弧检查
|a-b|≤0.3
5.3.7.69#~l1#扇形段之间辊子的对弧检查
注意事项:
a用于对弧的样板是非常重要的量规,使用前应对其进行检查,无误才能使用。
在现场使用时一定要仔细,不要使其变形或损坏。
用完后应妥善保存。
b当在线对弧后需要校正时,应通过调整设备本身所具有的调整手段进行调整,而不应采用加减螺母锁紧力等影响设备使用的方法。
5.3.8扇形段驱动装置安装(图号:
115.03SB010033、010034)
(1)驱动装置底板的安装
a驱动装置底板安装时,以最终矫直点或后缘线以及铸流中心线为基准进行定位。
b将底板
(一)(用于l~6#扇形段)和底板
(二)(用于7~1l#扇形段),分别在底板的底面装配4个Ml6的螺栓和螺母,并将螺母焊牢在底板的底面(参见扇形段驱动装置有关图纸)。
C逐一将底板就位,通过调节Ml6的螺栓,调整底板面的标高和水平度。
d底板表面标高偏差:
0.5mm;
底板表面水平度:
0.2mm:
底板中心位置度:
lmm。
(2)驱动装置安装要领(参见驱动装置装配要领图)
上辊中心
驱动装置装配要领图
a减速机和电机有不同规格(容量、转数)的几个种类,应与驱
动辊号相对应的按图纸要求正确布置和安装。
按图纸要求的调整垫的
厚度和片数进行调整。
b传动轴的安装
安装传动轴时,按图纸要求,针对传动辊号所规定的规格参数(长
度、直径等)进行安装,以免出错。
C减速机、电机制动器调整后,为了防止错位,在现场焊上挡块。
d传动装置安装精度表
序
号
轴向间隙值A
(绝对偏差)
(最大一最
小值)
不同轴度
a,b,C,d
轴向间隙值B
轴心偏差
a,b,C,d(不同
轴度)’
士0.5
0.08
0.O8
士1.0
(0.10)
0.10
0.10
士2.0
(0-20)
0.20
5.4出坯区设备的安装
 升级会员
升级会员 