cnc探头对刀宏程序Word文档格式.docx
《cnc探头对刀宏程序Word文档格式.docx》由会员分享,可在线阅读,更多相关《cnc探头对刀宏程序Word文档格式.docx(6页珍藏版)》请在冰豆网上搜索。
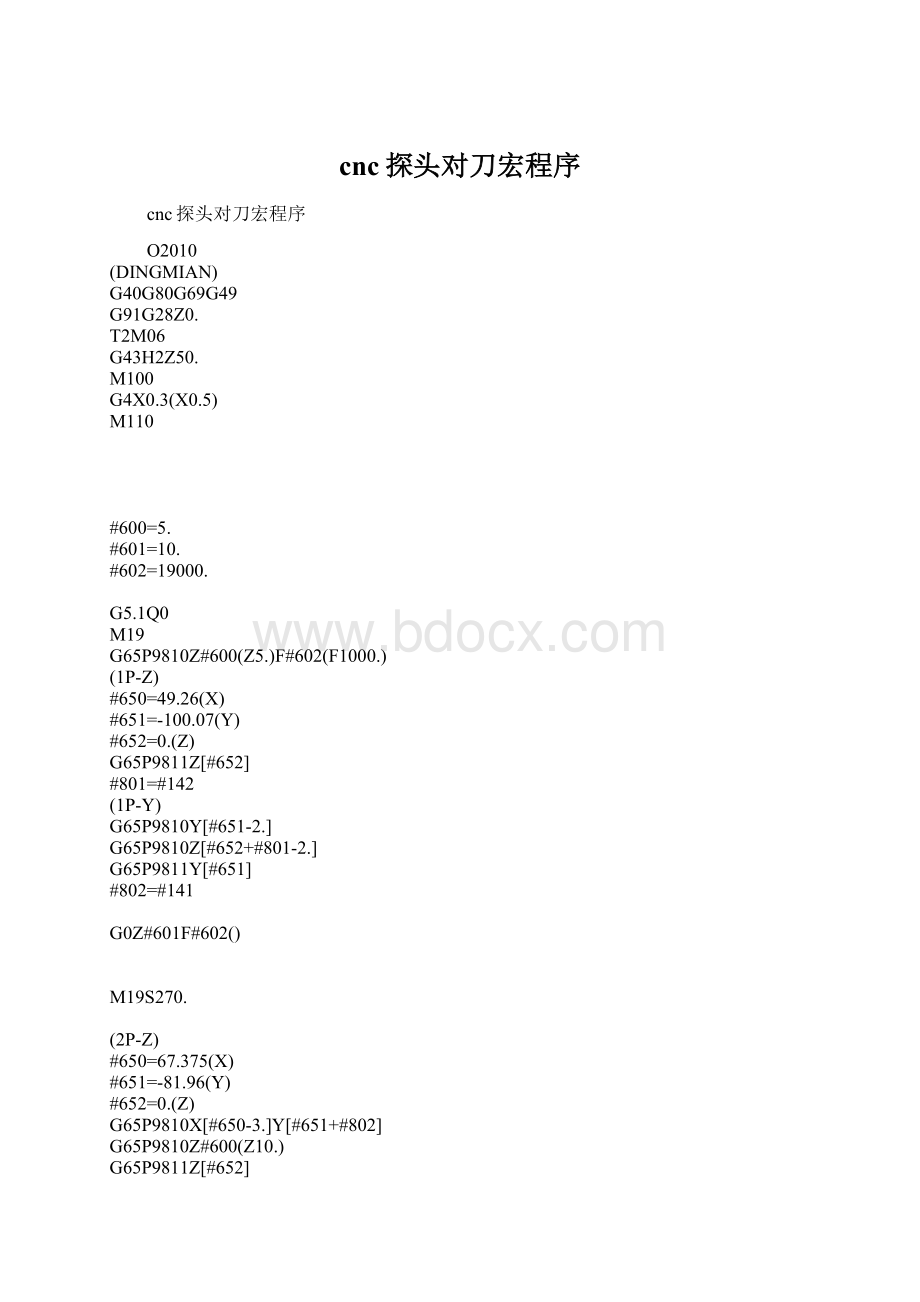
#602=19000.
G5.1Q0
M19
G65P9810Z#600(Z5.)F#602(F1000.)
(1P-Z)
#650=49.26(X)
#651=-100.07(Y)
#652=0.(Z)
G65P9811Z[#652]
#801=#142
(1P-Y)
G65P9810Y[#651-2.]
G65P9810Z[#652+#801-2.]
G65P9811Y[#651]
#802=#141
G0Z#601F#602()
M19S270.
(2P-Z)
#650=67.375(X)
#651=-81.96(Y)
G65P9810X[#650-3.]Y[#651+#802]
G65P9810Z#600(Z10.)
#803=#142
(2P-X)
G65P9810X[#650+2.]
G65P9810Z[#652+#803-2.]
G65P9811X[#650]
#804=#140
(3P-Z)
#651=-40.96(Y)
#805=#142
(3P-X)
G65P9810Z[#652+#805-2.]
#806=#140
(4P-Z)
#651=0.(Y)
#807=#142
(4P-X)
G65P9810Z[#652+#807-2.]
#808=#140
(5P-Z)
#651=40.96(Y)
#809=#142
(5P-X)
G65P9810Z[#652+#809-2.]
#810=#140
(6P-Z)
#651=81.96(Y)
#811=#142
(6P-X)
G65P9810Z[#652+#811-2.]
#812=#140
M19S180
(7P-Z)
#651=100.07(Y)
G65P9810X[#650+#812]Y[#651-3.]
#813=#142
(7P-Y)
G65P9810Y[#651+2.]
G65P9810Z[#652+#813-2.]
#814=#141
(8P-Z)
#650=0.(X)
#815=#142
(8P-Y)
G65P9810Z[#652+#815-2.]
#816=#141
(9P-Z)
#650=-49.26(X)
#817=#142
(9P-Y)
G65P9810Z[#652+#817-2.]
#818=#141
M19S90.
(10P-Z)
#650=-67.375(X)
G65P9810X[#650+3.]Y[#651+#818]
#819=#142
(10P-X)
G65P9810X[#650-2.]
G65P9810Z[#652+#819-2.]
#820=#140
(11P-Z)
#821=#142
(11P-X)
G65P9810Z[#652+#821-2.]
#822=#140
(12P-Z)
#823=#142
(12P-X)
G65P9810Z[#652+#823-2.]
#824=#140
(13P-Z)
#825=#142
(13P-X)
G65P9810Z[#652+#825-2.]
#826=#140
(14P-Z)
#827=#142
(14P-X)
G65P9810Z[#652+#827-2.]
#828=#140
(15P-Z)
G65P9810X[#650+#828]Y[#651+3.]
#829=#142
(15P-Y)
G65P9810Z[#652+#829-2.]
#830=#141
(16P-Z)
#831=#142
(16P-Y)
G65P9810Z[#652+#831-2.]
#832=#141
G4X0.5
G5.1Q1
G40G69G80G49
M30
M99
%
 升级会员
升级会员 