水处理防腐聚氯乙烯塑料PVC文档格式.docx
《水处理防腐聚氯乙烯塑料PVC文档格式.docx》由会员分享,可在线阅读,更多相关《水处理防腐聚氯乙烯塑料PVC文档格式.docx(9页珍藏版)》请在冰豆网上搜索。
32000
布氏硬度
15--16
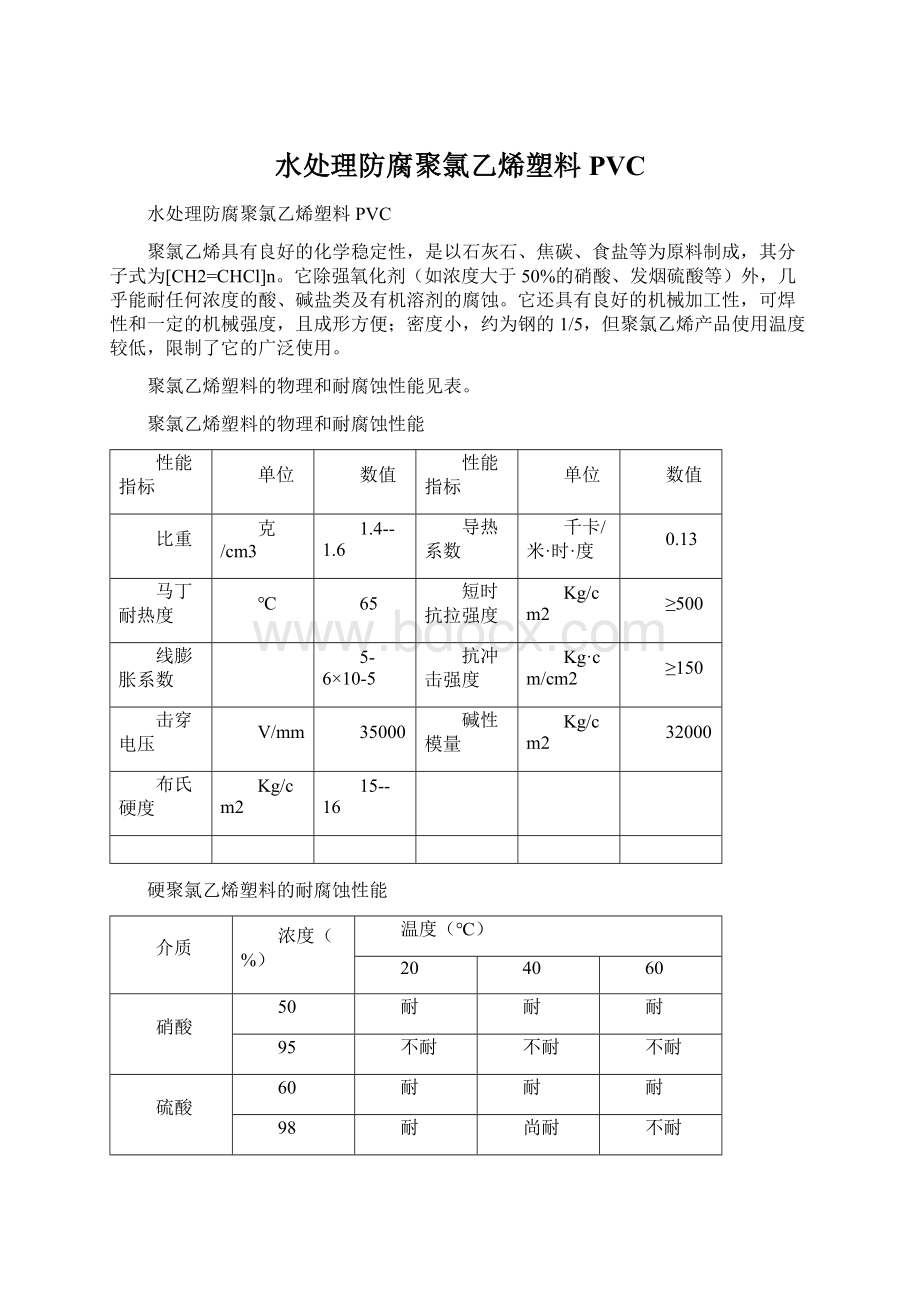
硬聚氯乙烯塑料的耐腐蚀性能
介质
浓度(%)
温度(℃)
20
40
60
硝酸
50
耐
95
不耐
硫酸
98
尚耐
盐酸
35
醋酸
<
90
100
重铬酸钾
丙酮
发酵酒精
氢氟酸
10
氢氧化钠
氢氧化钾
氨水
乙醇
乙醚
三氯钾烷
不
汽油
氢氰酸
注:
此表为实验数据,供参考。
1.1硬聚氯乙烯的性能及规范
1.1.1性能
1.1.1.1硬聚氯乙烯系热塑性塑料(PVC),比重1.35--1.60,具有良好的化学稳定性,耐腐蚀性,机械加工性和可焊性,又可模压成型。
1.1.1.2使用温度:
一般在-10--50℃,其管道在-10--60℃。
1.1.1.3使用压力:
0.6MPa,焊接连接管道使用压力为0.3--0.4MPa。
1.2硬聚氯乙烯的材料规范
1.2.1板材
1.2.1.1目前生产板厚1--50mm,长宽为1--2m。
1.2.1.2硬聚氯乙烯表面应光滑,凹凸处不超过2mm,板材不应有裂纹、起泡、分层等现象。
1.2.1.3硬聚氯乙烯板材应符合GB4454-84《硬聚氯乙烯板材》的规定,并应具有出厂质量合格证书,无合格证的不得使用。
1.2.2管材
1.2.2.1硬聚氯乙烯管材外径8--200mm,长度约为4m。
1.2.2.2硬聚氯乙烯管材内径应光滑,不得有夹渣、裂纹、起泡及凹凸不平等现象,每米长度弯曲不得大于20mm。
1.2.2.3棒材
1.2.2.3.1棒材规格:
Φ20、Φ22、Φ25、Φ30、Φ36、Φ40、Φ45、Φ50
长度>
1.5m
1.2.2.3.2表面应光滑平整,不得有夹渣、裂纹等不良现象。
1.2.2.4焊条
1.2.2.4.1焊条规格:
Φ2、Φ2.5、Φ3、Φ3.5、Φ4
1.2.2.4.2双焊条规格:
Φ1.5×
2、Φ2×
2、Φ2.5×
2、Φ3×
2
焊条表面应光滑、粗细均匀,不老化、无严重损伤。
采用双焊条施工,可节省焊接时间,焊缝强度不低于单焊焊条焊接,而且焊缝成型美观。
(硬聚氯乙烯管规格见表15)。
硬聚氯乙烯管规格
外径(mm)
轻型
重型
壁厚(mm)
近似质量
Kg/m
Kg/根
15
2.0
0.5
0.17
0.68
25
1.5
2.5
0.27
1.07
32
0.22
0.88
0.35
1.40
0.36
1.44
3.0
0.52
2.10
0.45
1.80
3.5
0.77
3.09
63
0.71
2.84
4.0
1.11
4.47
75
0.85
3.40
1.34
5.38
1.23
4.92
4.5
1.82
7.30
110
1.75
7.00
5.5
2.71
10.90
125
2.29
9.16
6.0
3.35
13.50
140
2.88
11.50
7.0
4.38
17.60
160
5.0
3.65
14.60
8.0
5.72
23.00
180
4.52
18.10
9.0
7.26
29.20
200
5.48
21.90
10.0
9.00
36.00
225
7.20
28.20
250
7.5
8.56
34.20
280
8.5
43.60
315
9.5
13.70
54.80
355
10.5
17.00
68.00
400
12.0
87.60
每根管长度为4米
1.3硬聚氯乙烯焊接原理及工具
1.3.1原理
硬聚氯乙烯的焊接是以特别的电热焊把加强热压缩空气或自带风机的气流为热源,同时加热硬聚氯乙烯(180--240℃时,就熔为韧性流动体)和焊条,使其成为韧性流动状态,相互熔接而填满焊缝,使两部件牢固地连接在一起。
1.3.2焊接工具
焊接必备工具:
空气压缩机,可调变压器、焊枪。
DSH-Ⅰ型(500W)、DSHE-Ⅱ型(500W)和DSH-D型(1000W)等几种为自带风机供气,不用调压器调节风温,而是在焊枪上带有冷热风调节装置。
1.3.3焊枪电源,电压(交流电压)为180--220V,电阻丝为500W镍铬丝连成整体作成的电热器,在联接电阻和电源时,应确保其不和焊枪外壳接触,以免触电。
外接电源线应绝缘良好,否则不能使用。
当在容器内工作或手柄有导电的可能时,应采取必要防范措施,如:
戴绝缘手套进行工作。
1.3.4压缩气
一般气压保持在0.05--0.1MPa,压力过大会使焊缝表面粗糙,影响外观,空气消耗量约为1.5--2m3/h。
1.3.5焊枪使用温度测定
根据硬聚氯乙烯在180℃以上就处于熔流状态,在不大压力下即可粘接在一起的特性,为测量焊枪出口温度,可用水银温度计的水银球放到距枪咀5mm处,15秒后读数,出口温度在230℃--270℃之间,即可认为温度合格。
1.4焊接工艺
1.4.1对焊缝结构的要求
1.4.1.1尽量采用双面对称的X型K型焊缝结构,只有在焊件太薄(4--5mm以下)或只有一边施工的情况下才采用V形焊缝。
1.4.1.2焊缝坡口张角一般取60--90°
,钝边厚度不大于1mm。
1.4.1.3在采用搭焊时(不能用于主要焊口)搭头长度不小于焊件厚度的三倍。
1.4.1.4对于不同厚度材料对焊时,不得用削薄厚材的方法来对焊,必须焊住焊件的全部端面。
1.4.1.5焊缝结构形式如下表:
16焊缝结构形式
焊接形式
焊接形状
应用说明
对接
V形对接焊缝
适用于板厚≤5mm和只能在单面进行焊接的对接焊缝
X形对接焊缝
适用于板厚>
5mm的板,这种焊接缝抗拉强度高、省焊条
搭接
搭接焊缝
这种焊缝不适用于主要焊缝
丁字连接
V形丁字焊缝
用于焊接塔或容器内的架子,隔板等,不宜用作底部焊缝,如两面可焊,尽可能采用K形丁字焊缝
K形丁字焊缝
角接
单斜V形角焊缝
用于焊接衬里容器的底部与器壁的连接焊缝
V形角焊缝
用于焊接板厚≤10mm的容器底与器壁的连接焊缝
X形对角焊缝
用于焊接板厚>
10mm的容器底与器壁的连接焊缝
1.4.2焊条选用
1.4.2.1所用焊条的配方应和被焊材相近,所含增塑剂百分数应以不超过5%为宜。
1.4.2.2焊条之近直径的选用直接影响焊缝质量和工作效率,一般根据工件厚度选用。
焊件厚度(mm)2--56--516--20
焊条厚度(mm)2--2.52.5--33--3.5
1.4.2.3为保证焊缝质量,焊条一律采用直径是2--2.5mm的焊条。
1.4.2.4为提高工作效率可以选用“双焊条”,双焊条的直径是指其中并列的一根直径而言。
1.4.2.5已老化、变脆的焊条不能使用。
1.4.3焊接施工工艺
1.4.3.1焊缝与焊条必须保持清洁,焊前均须用棉纱拭净或用丙酮、酒精溶剂擦拭,以除去表面油脂。
1.4.3.2在光洁表面进行焊接,必须用砂纸或刮刀去除光洁表面,但不必有意锉去毛渣。
1.4.3.3焊枪出口温度一般控制在230--270℃,焊接速度0.2--0.5m/min。
1.4.3.4先加热焊口,待焊口处加热到用不加热的焊条能带起表面已粘稠的熔质时,将焊条对好焊接位置,手指向焊条均匀施加压力,施力方向应使焊条与焊件基本保持垂直,焊枪嘴与焊件的夹角一般为30°
--45°
,焊枪进行中需上下左右抖动,均匀加热焊条、焊件。
1.4.3.5焊接时要求焊条排列整齐,相互填缝上下层及同一层的接口均匀错开,焊缝的起点与末端处焊条应加长10-15mm,焊接结束后,切齐。
1.4.3.6焊接时,焊条与焊件的角度如果大于90°
,就要产生一个水平分力,将把刚粘上去的焊条拉长,在冷缩时产生裂纹。
1.4.3.7焊接时,焊条与焊件的角度如果小于90°
,则焊条受热变软,长度就要长一些,会过早地弯曲,使焊条与焊件粘不牢,水平分力还会把刚粘上去的焊条挤出波纹。
1.4.3.8焊条应堆出焊件平面2mm左右,若要求该面平整时,可将堆高部分铲平。
i、焊接结束后对焊缝要缓慢冷却,焊件放置稳固。
1.4.4焊条与枪嘴直径选用
焊条与枪嘴直径选用
板厚(mm)
2--5
6--15
16以上
焊条直径(mm)
3
3--4
焊嘴直径(mm)
1.4.5焊接注意事项
1.4.5.1在焊接过程中或焊完一层需切断焊条时,必须趁热将焊条切成斜口,从焊缝切断处接焊,新焊条也须切成斜口。
1.4.5.2焊缝与焊条表面须保持清洁,以利于焊接。
1.4.5.3当局部或全部焊完后,应使焊缝自行逐渐冷却,不许人为冷却,这样会因母体材料与焊缝不均匀地收缩而产生应力,以致裂开。
1.5硬聚氯乙烯塑料设备的施工。
1.5.1承插式管道连接法
1.5.1.1将要连接的管口锉成斜坡,插管锉外圆面,套管锉内圆面,各至30-45°
,将套管在油浴内加热至140℃,加热长度略长于长度。
1.5.1.2在插入管上涂上过氯乙烯胶,趁热插入套管内,滚圆压实,插入长度比管径长出15--30mm即可。
1.5.1.3为保证接头严密不漏,套管端口处用丙酮擦干净,再用焊条焊好,焊缝圈数不得少于3圈。
1.5.1.4当管径大于100mm时,套管需用木模或钢模子先扩口。
1.5.2扩口活塞法兰联接法
1.5.2.1管径小于50mm时可采用墩口活塞法,管径大于50mm时可采用扩口活套法,活套法兰为钢制零件。
1.5.2.2墩口方法是将管口加热后在专用模具上墩制翻边套上法兰即可。
1.5.2.3扩口法与承插法相同,管口扩开后内插一段内径管道,然后修理正端头结合面,套上法兰即可。
1.5.2.4活套钢制法兰与一般钢管所用法兰尺寸一致,厚度可减小一些。
1.5.3承插口的制作
先按管子外径加工成金属模具,然后将塑料管的一端放入140℃左右的甘油中(放入油中的管子长度与需要扩口的长度相同),待加热至呈柔软状态时,即插入已在热甘油中加热到100℃的金属模具中,待冷却至50℃以下取下即可。
1.5.4管道系统施工事项
1.5.4.1管道系统不得局部受力过大,不得连续承受较强的外力。
1.5.4.2支吊架要平整,承托处要垫上软垫,各支承面要受力均匀,必要时可在全长上用槽钢承托。
1.5.4.3管道安装处,不应承受外来的振动。
1.5.4.4在有重物掉落的场地安装管道时,需在上部加装保护设施。
1.5.5硬聚氯乙烯塑料机械加工工艺
1.5.5.1一般金属、木材的机械加工方法均可使用。
1.5.5.2加工温度一般控制在15-25℃为宜,在低温(-5℃)时,易因冷脆现象而产生碎裂。
1.5.5.3因线胀系数较大在钻孔时钻头尺寸应略大一些,厚料钻孔时可分几次钻通或放慢进钻速度。
1.5.6硬聚氯乙烯热成型工艺
1.5.6.1硬聚氯乙烯热成型温度为120℃--140℃,加热时间随材料厚度的增加而延长,一般厚度与加热时间如表18。
一般厚度与加热时间
板材厚度(mm)
2-3
3.5-5
5.5-8
8.5-11
12-15
16-20
21-25
加热时间(min)
3-4
4-7
7-10
10-13
13-18
18-25
25-30
管材直径与加热时间
管子公称直径(mm)
8-20
25-40
50-100
125-200
4-8
8-12
10-15
表18、表19中加热时间从温度达到指定加热温度时算起,升温过程不计。
1.5.6.2成型时加热方法力求达到均匀、稳定、最好采用液体浴加热或烘箱加热,严禁加热温度超过160℃。
1.5.6.3热成型材料需留足二次加工余量尺寸,模具最好采用木模,模具尺寸一般应与零件尺寸一致。
1.5.6.4直径小于100mm的管子,可以直接热弯,弯管时先往管内装满预热到120℃--130℃的细热砂,两端用木塞堵死,再用热风加热弯段外部,按样板形状煨弯,弯曲半径一般取管子直径的3-4倍。
1.5.6.5热成型后的硬聚氯乙烯材料需缓慢冷却。
 升级会员
升级会员 