FMEA管理办法Word格式.docx
《FMEA管理办法Word格式.docx》由会员分享,可在线阅读,更多相关《FMEA管理办法Word格式.docx(7页珍藏版)》请在冰豆网上搜索。
4.2过程FMEA的应用情形:
过程FMEA应用于以下基本情形:
新设计、新技术涉及的新过程的开发;
现有过程的修改;
现有过程在新的环境、场所中的使用。
4.3过程FMEA实施时段:
从可行性研究开始,直至完成产品和过程确认、生产出满足顾客要求和期望的产品的全过程。
4.4工作内容:
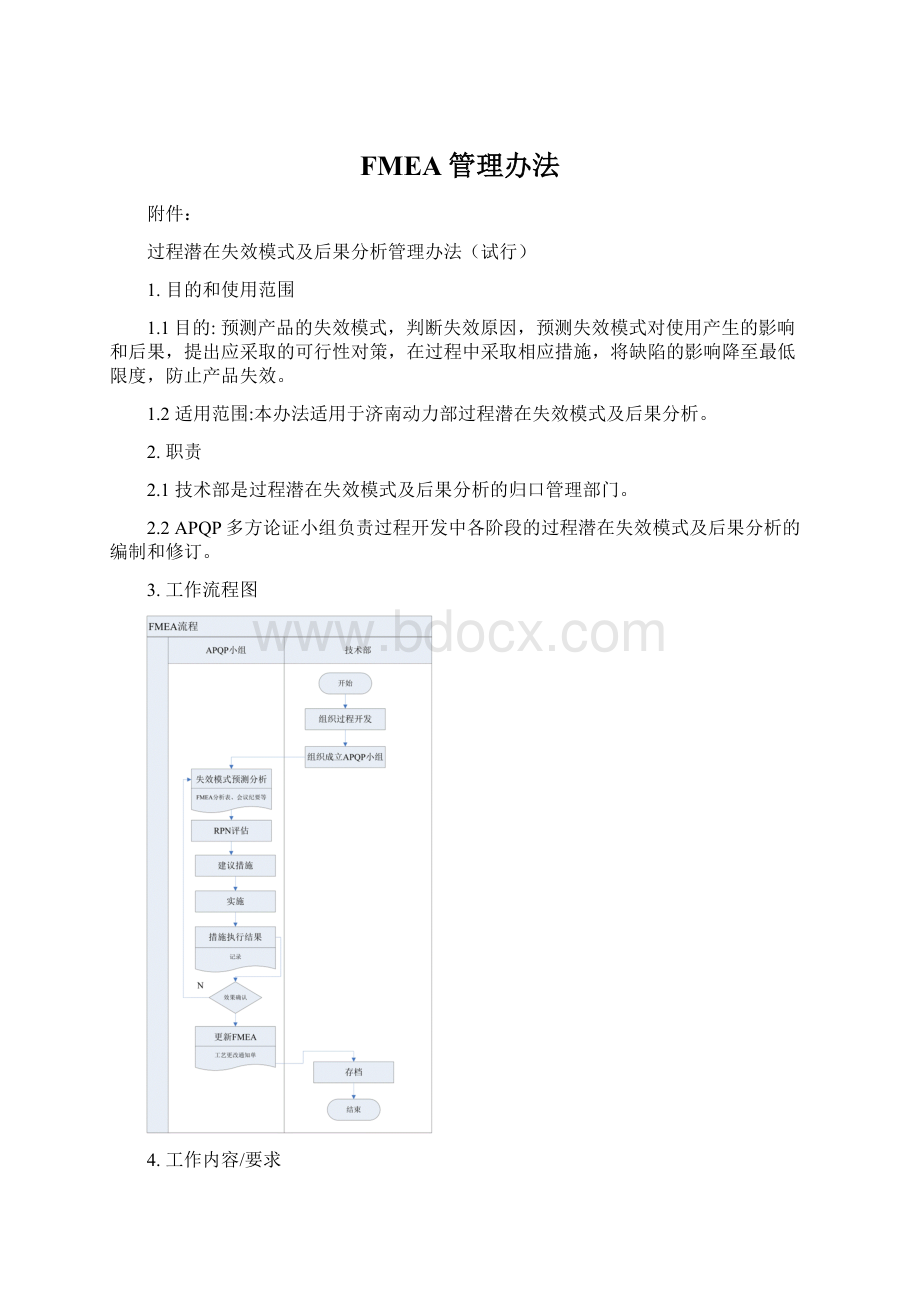
4.4.1技术部组织过程开发
根据集团公司或公司的任务,技术部接收过程开发的任务,对新产品的过程或现有过程的修改等情况,组织过程开发工作,识别出FMEA工作任务。
4.4.2组织成立APQP小组
技术部组织质量、生产、设备等各方面人员,成立APQP小组。
4.4.3失效模式预测分析
APQP小组根据顾客的要求、法律法规的要求、过去的经验、失败记录等信息,开展失效模式预测分析。
4.4.4确定RPN
4.4.4.1风险顺序数(RPN)
•RPN=(S)×
(O)×
(D)
–潜在失效模式的综合风险评估
•RPN用来表示过程风险的度量,其数值在1~1000之间;
(1)潜在失效模式
指在过程中有可能潜在的不符合或不满足过程功能/要求或设计意图的形式,是对具体工序不符合要求的描述,它可能影响下道工序潜在失效模式的相关起因,也可能是上道工序潜在的失效的后果。
典型的失效模式有下列可能,但不局限于此:
尺寸超差、断裂、表面粗糙、毛刺、脏污、变形、划伤,潜在事项牧师的描述应以规范化和技术术语来描述,不同于顾客观察现象。
(2)潜在失效的后果
指潜在失效模式对规格造成的影响。
应根据顾客发现或经历的情况来描述其后果。
顾客可能是下道工序,也可能是外部最终用户或其他方面。
如果后果可能是影响安全性和法规的符合性,应清楚说明。
(3)严重度数(S):
严重度是指某项失效发生时,对系统或顾客影响后果的严重程度的评价指标。
严重度仅适用于后果,严重度的评估分为1~10级。
(4)潜在失效起因/机理
所谓潜在失效起因是指一个设计薄弱部分的迹象,其作用结果就是失效模式,在尽可能广的范围内,列出每一个失效模式的所有失效起因/机理,应尽可能简明扼要、完整,使得对相应的起因能采取适当的纠正措施。
典型的失效起因可能包括但不仅限于下列情况:
规定的材料不对、技术参数不当、设计寿命估计不当、应力过大、润滑不足、维修保养说明不当、环境保护不够、计算错误等。
典型的失效机理可能包括但不仅限于下列情况:
屈服、疲劳、材料性能不稳定、蠕变、磨损、腐蚀等。
(5)频度(0):
频度是指某一特定失效起因/机理(列于前一栏中)发生的频率。
(6)现行探测过程控制
是对尽可能的防止失效模式或起起因/机理的发生,或者尽可能的探测将发生的失效模式或其起因/机理的控制的描述
(7)探测度(D)
是指产品在制造或装配过程中,利用控制方法之初失效起因/机理或找出失效模式的可能性的评价指标。
(8)类别
产品或过程的特殊特性标识。
4.4.4.2RPN要求
当RPN值>
90(或依顾客要求)时,应采取改进措施;
不管RPN值多少,当S≥8时,均需要采取措施。
根据实际情况,对RPN值相对较高的项目进行持续改进(一般重点关注排序在前20%的项目)。
4.4.5建议措施及实施
填入建议采取的具体改进措施。
采取的措施的目的都是为了减少严重度、频度和探测度值。
填入措施后,责任人应主动跟踪措施的有效性。
4.4.6措施执行结果
根据实际实施情况,最终采取的措施有可能与FMEA中的建议措施不同,但在实施前必须取得FMEA小组的认可。
确定了采纳的纠正措施后,再在本栏填入修正后的计分,将RPN重新算出。
RPN根据修正后的RPN值。
4.4.7更新FMEA
4.4.7.1FMEA文件一个动态文件,应根据新产品信息、制造过程信息、售后服务信息等收集产品的失效模式,分析后果,不断的更新FMEA。
并定期评估其有效性。
4.4.7.2各部门应采用国际化FMEA编制工具APiSIQ-FMEA软件,便于APQP多方论证小组分析问题,使FMEA形式统一,内容不断的充实。
5.质量记录
记录名称保存地点保存时间
FMEA技术部三年
6.相关文件
技术文件控制程序
产品质量先期策划控制程序
附表1:
严重度数评价准则
后果
判定准则:
后果的严重度
严重度数
无警告的
严重危害
这是一种非常严重的失效模式,它是在没有任何失效预
兆的情况下使发动机损坏或违反了政府的有关规定
10
有警告的
这是一种非常严重的失效模式,是在具有失效预兆的前
提下发生的,导致发动机损坏或违反了政府的有关规定
9
很高
发动机不能运行,丧失基本功能
8
高
发动机能运行,但性能下降,顾客不满意
7
中等
发动机能运行,但机油耗、漏气量和噪声严重超标,顾
客不满意
6
低
发动机能运行,但机油耗、漏气量和噪声轻微超标,顾
客有些不满意
5
很低
外观、清洁度、重量等项目不符合要求,大多顾客发现
有缺陷
4
轻微
外观、清洁度、重量等项目不符合要求,有一些顾客发
现有缺陷
3
很轻微
外观、清洁度、重量等项目不符合要求,但很少有顾客
发现有缺陷
2
无
没有影响
1
附表2:
频度评价准则
失效发生可能性
可能的失效率
频度数
很高:
失效几乎不可避免
≥100件每1000件
10
50件每1000件
9
高:
失效重复发生
20件每1000件
8
10件每1000件
7
中等:
失效偶尔发生
5件每1000件
6
2件每1000件
5
1件每1000件
4
低:
失效相对很少发生
0.5件每1000件
3
0.1件每1000件
2
极低:
失效不太可能发生
≤0.01每1000件
1
附表3:
探测度评价准则
探测度
评价准则
检查类型
推荐的探测度分级方法
级别
几乎不可能
确定绝对无法探测
人工检查
无法探测或没有检查
很微小
现行控制方法将不可能探测
只能通过间接或随即检查来达到控制
微小
现行控制方法只有很少的机会去探测
仅以目测检查来达到控制
很小
仅能以双重的目测检查来达到控制
小
现行控制方法可能可以探测
测量/人工检查
SPC等统计过程控制
中等
测量
零件离开工位之后测量
中上
现行控制方法有好的机会去探测
防错,测量
在后续的作业中探测错误或首件检查
现行的控制方法有好的机会去探测
挑选、验证等接受准则。
不接受缺陷零件。
很高
现行控制方法几乎确定可以探测
自动测量并自动停机
几乎肯定
现行控制方法肯定可以探测
防错
防错,不会产生缺陷。
 升级会员
升级会员 