臭氧脱硝装置运行规程Word文件下载.docx
《臭氧脱硝装置运行规程Word文件下载.docx》由会员分享,可在线阅读,更多相关《臭氧脱硝装置运行规程Word文件下载.docx(13页珍藏版)》请在冰豆网上搜索。
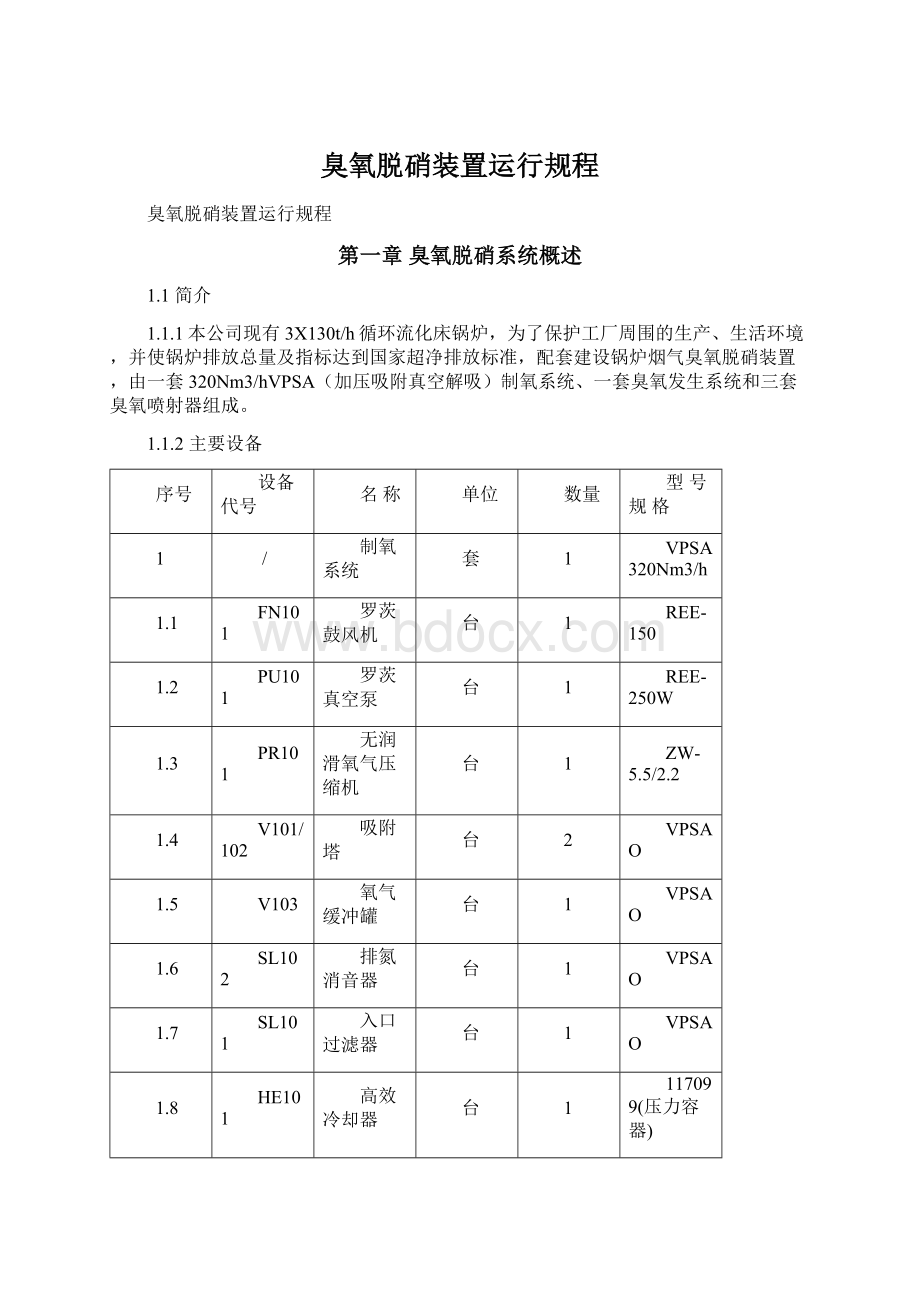
排氮消音器
1.7
SL101
入口过滤器
1.8
HE101
高效冷却器
117099(压力容器)
1.9
V001
氧气储罐
/
臭氧发生系统
40kg/h
2.1
臭氧发生器
CF-G-2-40kg
2.2
HE401
板式换热器
2.3
/
内循环水泵
3
臭氧喷射系统
3.1
臭氧混合喷射器
3.2
FN301/302
稀释风机
4
冷却水及压缩空气系统
5
压缩空气储罐
1.2主要原理及流程
1.2.1制氧系统采用变压吸附法进行制氧,变压吸附的基本原理是依靠固体吸附剂对各组分气体的吸附能力不同而进行分离。
因固体吸附剂是多孔性的,当气体与之接触时,在其表面或内部将发生容纳气体的现象,称为固体对气体的吸附;
已被固体吸附的原子或分子返回到气体中去,称为解吸或脱附。
采用吸附剂随着压力的变化吸附量发生变化,对气体进行吸附或脱附的方法称为变压吸附法。
该制氧系统标定参数如下:
产氧量:
320Nm3/h(1套)氧气含量:
>90%
吸附压力:
0-32KPa解吸压力:
-52-0KPa
吸附温度:
小于42℃压缩空气压力:
0.5-0.7MPa
常压露点:
小于-45℃
1.2.2制氧装置采用两塔制常压吸附真空解吸流程(简称VPSA),利用分子筛从空气中吸附氮气,分离提取氧气,制得纯度大于90%的富氧,在制得富氧的同时,还输出含有氮气的解吸气,被排入大气中。
富氧经氧气压缩机升压至0.2MPa左右,存储在氧气储气罐中,送往臭氧发生器。
1.2.3臭氧发生器产生臭氧的原理为介质阻挡放电法,即在被介电体阻隔的电极和放电空间,施加并升高交流电压产生的气体放电现象。
利用高压电形成的高速电子轰击高浓度氧气,其分解成氧原子。
高速电子具有足够的动能,紧接着通过三体碰撞反应形成臭氧。
臭氧发生器主要技术参数如下:
额定臭氧产量:
40kg/h额定臭氧浓度:
140g/m³
额定功率:
≤274KW额定气源:
浓度90%以上氧气
额定气量:
285Nm3/h气源露点:
≤-45℃
冷却水温度:
≤35℃输入电源:
380V/50Hz
工作压力:
0.095MPa±
5%
1.2.4经臭氧发生器产生的臭氧通过管道分别送入位于#1、#2、#3吸收塔入口处的臭氧喷射器。
臭氧产量可通过调整臭氧发生器的功率来实现。
1.2.5臭氧特性:
臭氧的分子式为O3,是氧气(O2)的同素异形体。
臭氧分子是由三个氧原子组成,其中一个氧原子与另外两个氧原子以单键的形式相连接。
臭氧属强氧化剂,具有杀菌、脱色、氧化、除臭四大功能。
臭氧的化学性质极不稳定,在空气和水中都会慢慢分解成氧气,并随着温度的升高而分解速度加快,35℃时分解速度明显加快,超过100℃时,分解非常剧烈,达到270℃时,可立即转化为氧气。
臭氧属于有害气体,对人的眼、鼻、喉有刺激的感觉,出现头疼及呼吸器官局部麻痹等症。
其毒性与浓度和接触时间有关,臭氧浓度的允许值为0.1PPm(约为0.2mg/m3),接触时间小于8小时。
氧气与臭氧的主要性质比较表:
氧气
臭氧
分子式
O2
O3
分子量
32
48
一般情况下的形态
气态
气味
无
腥臭味
气体颜色
无色
淡蓝色
液体颜色
暗蓝色
1个大气压,0℃时的溶解度(mg/L)
49.1
640
1个大气压,0℃时的密度(g/L)
1.429
2.144
稳定性
稳定
易分解
以空气为基准时的密度
1.103
1.658
1.2.6臭氧喷射系统包括臭氧混合喷射器与稀释风机。
臭氧与空气混合后进入喷射器,与锅炉烟气同向喷入吸收塔,臭氧的氧化能力极强,将锅炉烟气中的不溶性一氧化氮氧化成可溶于水的五氧化二氮、三氧化氮、二氧化氮等高价氮氧化物,形成硝酸根,再与吸收塔内的碳酸钙溶液反应生成硝酸钙,达到脱硝的目的。
第二章
第二章制氧系统
2.1制氧过程:
2.2.空气经过入口过滤器,在鼓风机的输送下,进入装有分子筛和活性氧化铝的吸附塔A(或B),当空气流经塔内分子筛固定床层时,空气中的氮气分子在吸附作用力下扩散到分子筛固体中去,氧气分子则通过床层到缓冲罐中,再由氧压机加压到0.2MPa后,输送到氧气储罐。
2.3两个吸附塔通过程序切换自动控制系统来控制9个气动阀的高频率切换,来保证高质量地产生氧气。
2.4制氧系统启动前检查:
2.4.1检查冷却水压力是否正常,并已供到需运行设备。
2.4.2检查压缩空气压力是否正常,应不低于0.5MPa,且已送到各气动蝶阀前,各气动蝶阀进气阀应全开。
2.4.3检查真空泵是否完好,有无工具等杂物遗留在设备上,连接固件有无松动,盘车是否灵活,润滑油位是否正常。
开启真空泵密封水箱进水阀,使密封水箱装满水。
开启真空泵真空密封阀,真空泵冷却水进水、回水阀。
2.4.4检查鼓风机是否完好,有无工具等杂物遗留在设备上,连接固件有无松动,盘车是否灵活,润滑油位是否正常。
开启鼓风机冷却水进水、回水阀。
2.4.5检查氧压机是否完好,有无工具等杂物遗留在设备上,连接固件有无松动,盘车是否灵活,润滑油位是否正常。
开启氧压机各冷却水进水、回水阀。
全开氧压机进气阀。
2.5制氧系统的启动
2.5.1确认该套制氧系统真空旁通阀、鼓风旁通阀处于开启位置。
2.5.2按下DCS制氧系统启动按钮,制氧系统开始自动运行,系统按真空泵--鼓风机--氧压机顺序启动,气动阀门自动切换开始。
2.5.3启动时注意事项:
2.5.3.1各电机由PLC控制启动。
对照启动流程,观察各个电机的启动顺序是否正确,各气动蝶阀开关是否正常。
出现异常情况,可点击触摸屏“紧急停机”框,停机检查。
2.5.3.2检查各设备冷却水是否正常,真空泵真空密封水供应是否正常。
2.5.3.3检查吸附塔、缓冲罐及氧压机入口压力变化是否正常:
正常情况下,吸附塔的压力值应在-52KPa~32KPa间波动,缓冲罐压力在-10KPa~30KPa间波动,氧压机入口压力在-10KPa~30KPa间波动。
氧压机出口压力0.2MPa左右。
2.6制氧系统的停运
系统的停运分为故障停运、紧急停运、正常停运三种。
2.6.1故障停运:
如有下列情况发生,系统将自动紧急停运。
2.6.1.1缓冲罐压力低至-10KPa;
2.6.1.2压缩空气压力低至0.37MPa;
2.6.1.3真空管道压力低至-60KPa;
2.6.1.4鼓风管道压力高至42KPa;
2.6.1.5真空泵绕组及轴承温度高至110℃;
2.6.1.6鼓风机绕组及轴承温度高至110℃;
2.6.1.7鼓风机出口温度高至70℃
2.6.1.8氧压机油压低至0.1MPa;
2.6.1.9氧压机入口压力低至-10KPa;
2.6.1.10氧压机出口压力高至0.25MPa;
2.6.1.11冷却水压力低至0.1MPa
2.6.1.12冷却水温度高至39℃
2.6.1.13冷却器出口温度高至40℃
2.6.1.14氧气温度高至50℃
2.6.2紧急停运
在设备运行时,如有不正常或紧急情况发生,危及设备与人身安全,应立即点击PLC控制柜触摸屏上方红色“紧急停机”框,或按下控制柜下部紧急停止按钮。
2.6.3正常停运
2.6.3.1当需停止制氧系统运行时,按下DCS制氧系统停止按钮。
2.6.3.2VPSA程序开始自动停车。
真空泵、鼓风机旁通阀开启,然后系统依次停运氧压机、鼓风机、真空泵。
2.6.3.3正常停运后,如需马上启动该套制氧系统,则应等待5分钟,才能再次启动该套制氧系统。
第三章臭氧发生系统
3.1臭氧的制取:
电晕放电合成臭氧是目前世界是应用最多的臭氧制取技术,也是目前最经济的方法。
电晕放电法就是一种干燥的含氧气体流过电晕放电区产生臭氧的方法。
臭氧的产生机理是利用高速电子轰击氧气,使其分解成氧原子,紧接着通过三体碰撞反应形成臭氧。
因为放电电晕内的气体是处于可促进臭氧分解反应的高温下,所以净臭氧产量是形成和分解臭氧所有反应的总和。
净产率因众多因素而变,包括:
原料气中氧气含量和温度、原料气含的污染物、达到的臭氧浓度、电晕中的功率密度、冷却剂的温度和流量及冷却系统的效率。
3.1.1臭氧制取过程:
合格富氧进入臭氧发生器,调压阀减压稳压后,再经气动开关阀后进入臭氧发生室。
臭氧发生器的进气管道上设计了安全阀,当系统压力超过设计值后开启,以保证系统工作安全。
在臭氧发生室内部分氧气变成臭氧,产品气体为臭氧化气体,经温度、压力、流量监测后、气动调节球阀后由臭氧出气口排出。
臭氧发生室出气管路上设有臭氧取气口,并装有手动阀,连接到臭氧浓度检测仪,检测臭氧出气浓度。
3.1.2臭氧发生器由臭氧发生室、臭氧专用电源系统、PLC操作控制系统、冷却装置和仪表管路阀门组成。
臭氧发生室由多组臭氧发生单元组成的装置,臭氧发生单元是产生臭氧的基本部件,由介电体与被其分隔的电极和放电空间组成。
臭氧发生单元采用DBS玻璃介质放电技术,包含有高压电极、接地电极及位于两个电极之间的玻璃介质管,接地电极和介质管之间形成间隙,介质管外设有螺旋状支撑带,该间隙主要用于产生臭氧,且对气流具有旋导作用;
介质管和高压电极之间形成间隙,高压电极外设有金属辅助电极,该间隙主要用于冷却和辅助放电,并具有节流与旋气作用。
这种结构可使臭氧发生单元的臭氧浓度、产量提高,电耗降低,稳定性增强。
3.1.3臭氧发生器采用除盐水冷却,与板式换热器、内循环水泵形成闭路内循环冷却水系统,通过与汽机循环水泵外循环水换热,将臭氧发生器放电时释放的热量带走。
内循环冷却水管道又与臭氧发生器配电柜空调冷却水系统连通,将空调换热片产生的热量带走。
3.1.4臭氧发生器,可通过PLC触摸屏及模块对臭氧发生器进行控制、调节等操作。
通过远程后与DCS连接,一般操作,在现场PLC进行数据设定后在DCS界面进行控制、调节。
3.1.5“臭氧流量设定”为285,即臭氧发生器进气流量设定为285Nm3/h,一般情况下不作调整,特殊情况下可以进行调整。
“臭氧设定”即臭氧发生器运行时的臭氧功率设定,最低设定值为62,即臭氧发生器刚一启动时的功率。
通过对臭氧功率的设定来调整臭氧浓度,保证氮氧化物的合格排放。
3.2臭氧发生系统启动前检查:
3.2.1检查冷却水压力是否正常,内循环冷却水压力在0.05~0.15MPa之间,低于0.05MPa需开启内循环水补水阀,使内循环水压力升到0.05MPa~0.15MPa之间。
开启换热器外循环冷却水进水阀。
3.2.2检查压缩空气压力是否正常,应不低于0.5MPa,且已送到臭氧发生器进出口气动阀前,各气动阀进气阀应全开。
3.2.3检查臭氧发生器是否完好,有无工具等杂物遗留在设备上,联接固件有无松动,从两端玻璃观察孔检查内部是否有玻璃管破裂。
3.3臭氧发生器首次开机时,须用富氧气体对臭氧发生室吹扫5小时。
满足下列条件时,方可启动臭氧发生器:
3.3.1氧气露点温度小于-45℃;
3.3.2氧气纯度大于90%;
3.3.3臭氧发生器出口流量稳定在320Nm3/h左右;
3.3.4臭氧发生器出口压力稳定在0.095MPa左右。
3.4满足上述四个条件后,方可启动臭氧系统,此时高压柜内冷却水泵启动,电源柜空调启动,“臭氧发生室水流量开关”、“臭氧电源水泵运行”、“臭氧循环水泵运行”,臭氧发生器处于“预吹”状态。
3.4.1臭氧发生器根据设定自动“预吹”10分钟后,转为“预热”状态,此时“臭氧运行”,臭氧功率升至设定功率62KW,臭氧开始产生,臭氧浓度表开始有显示。
3.4.2臭氧发生器根据设定自动“预热”10分钟后,转为“工作”状态,此时方可通过臭氧功率设定的调整,根据需要增加臭氧功率。
3.5臭氧发生器的停运:
3.5.1臭氧发生器停运前,正常情况下要求将臭氧功率降至62KW后再进行停机操作,紧急情况方可直接进行停机操作。
3.5.2点击停运后,臭氧发生器自动降功率至62KW后停运。
停运后,臭氧发生器进入“续吹”状态。
“续吹”是指臭氧发生器的供电单元停止工作后,继续向臭氧发生室吹一定量的氧气,目的是去除臭氧发生室中残留的臭氧。
3.5.3臭氧发生器自动续吹10分钟后,电源柜内冷却水泵、电源柜内空调、内循环水泵自动停运,臭氧发生器进入“待机”状态。
臭氧发生器进口阀、出口调节阀将自动关闭。
3.6报警信息
臭氧发生器设有多种保护措施,当工作参数超出系统正常工作范围时,臭氧发生器将会在报警查询画面中提示简单的报警信息,选择帮助信息问号按键,会出现详细的报警信息文本,请按照文本中的提示操作。
3.6.1急停
当“急停开关”被按下后,报警信息文本显示“发生器急停开关被按下”,此时请检查急停开关,将其复位。
3.6.2温度开关断开
当发生器电源柜内温度过高,报警信息文本显示“发生器内的温度开关已断开,发生器将工作在启动功率(即62kW);
如不能恢复,1分钟后发生器将停机。
”此时请检查设备的散热情况是否良好。
3.6.3发生室冷却水流量异常
当冷却水异常时,报警信息文本显示“冷却水流量开关已断开,发生器工作在启辉功率,如一分钟内流量开关不能闭合,发生器将自动关闭。
”此时请检查设备内、外循环冷却水。
3.6.4出气温度过高
当设备出气温度过高时,报警信息文本显示“发生器出气温度过高,请增大冷却水流量或减小发生器功率。
”
3.6.5出水温度过高
当设备出水温度高于38℃,报警信息文本显示“发生器出水温度过高,发生器已工作在启动功率;
请增大冷却水流量,如果1分钟内温度仍未恢复,发生器将自动停机。
”此时请检查冷却水增压水泵运行情况,以及外循环水相关参数。
3.6.6工作压力过高
当发生器出口压力高于0.14MPa时,报警信息文本显示:
“发生器
工作压力过高,已工作在启动功率;
请增大出气流量或者减小进气压力;
如1分钟内压力仍未恢复,发生器将自动停机。
”此时请检查臭氧发生器出口调节阀开度是否正常。
3.6.7工作压力过低
当发生器出口压力低于0.05Mpa时,报警信息文本显示:
“发生器压力过低,已工作在启辉功率;
请减小出气流量或者增大进气压力;
”此时请检查制氧系统运行是否正常。
3.6.8出气流量过低
当出气流量过低时,报警信息文本显示:
“发生器出气流量过低,发生器已工作在启辉功率;
请加大出气流量,如1分钟内流量仍未恢复,发生器将自动关闭。
3.6.9当报警文本显示“电接点压力表报警,设备将停机”,说明臭氧发生器内循环冷却水压力低,需及时开启换热器内循环补水阀,提高内循环冷却水压力后关闭。
3.6.10报警设置
单位
低报警
低跳机
高报警
高跳机
臭氧出气温度
℃
42
45
内循环水温度
35
38
臭氧出气压力
MPa
0.06
0.05
0.13
0.14
电源冷却水温
机柜温度
55
60
6
臭氧泄漏
ppm
0.1
0.2
7
氧气泄漏
%
23
8
臭氧流量
m3/h
80
第四章臭氧喷射系统
4.1设备及流程描述
4.1.1臭氧喷射器分别位于#1、#2、#3吸收塔入口烟道处,外形尺寸为3500mm*2000mm,材质均为316L不锈钢。
臭氧喷射方向与烟气进入吸收塔方向相同。
4.1.2臭氧发生器产生的臭氧可通到#1、#2、#3臭氧喷射器入口。
臭氧在与稀释风混合后,分成六路均匀进入臭氧喷射器,经喷射器喷口后优先与烟气中的氮氧化物反应。
臭氧与稀释风混合后的压力一般在3~4.5KPa。
4.1.3稀释风来自于2台稀释风机(一运一备),#1、#2、#3炉的稀释风及稀释风机产生的稀释风汇集于一根总管上,然后分别通往#1、#2、#3臭氧喷射器。
4.1.4因臭氧的特性,温度越高分解越剧烈,为保证臭氧反应有合适的温度场,收塔入口烟道布置有减温喷枪。
减温水来自于脱硫工艺水系统。
一般要求吸收塔入口温度控制在110--160℃,超过160℃时,自动投入事故喷淋。
第五章冷却水及压缩空气系统
5.1设备及流程描述
5.1.1臭氧脱硝设备所用的冷却水主要为汽机循环水池循环水,臭氧发生器的内循环冷却水为除盐水。
5.1.1.1臭氧发生器外循环冷却水经臭氧发生器板式换热器后,回水至汽机循环水池。
保证臭氧发生器出水温度、出气温度负荷标准。
5.1.1.2臭氧发生器外循环冷却水为臭氧车间内所有设备提供冷却水,包括真空泵前后轴承冷却水、鼓风机前后轴承冷却水、真空密封水箱补水、氧压机冷却水、氧压机出口高效冷却器冷却水。
冷却水经回水管后排到汽机循环水池。
5.1.1.3臭氧发生器内循环冷却水采用除盐水,除盐水来自于SNCR脱硝用除盐水总管。
臭氧发生器换热器内循环冷却水补水阀不必常开,在内循环水压力低时及时补水至压力正常即可。
5.1.2臭氧车间内各气动阀用气,气源来自于厂用空压机。
压缩空气提供制氧系统真空旁通阀、鼓风旁通阀、AB吸附塔真空阀、AB吸附塔鼓风阀、AB吸附塔均压阀、AB吸附塔产气阀用气。
第六章臭氧脱硝装置的运行
6.1臭氧脱硝装置启动和停运
6.1.1臭氧脱硝装置的启动步骤:
6.1.1.1开启臭氧喷射器六个入口阀,开启稀释风机防止吸收塔内烟气倒灌。
6.1.1.2制氧系统运行正常后,需保持对臭氧发生器吹扫,按臭氧系统停运1周吹扫1小时进行吹扫,确保臭氧发生器足够干燥。
6.1.1.3在臭氧发生器进入“预热”状态前,必须保证锅炉烟气已经进入吸收塔,防止臭氧将吸收塔内的设备及防腐层氧化。
6.1.2臭氧脱硝装置的停运步骤;
6.1.2.1按本规程3.5规定停运臭氧发生器,在臭氧发生器进入“续吹”状态之后,方可切断通向吸收塔的锅炉烟气。
6.1.2.2臭氧发生器“续吹”结束后,臭氧发生器进气阀自动关闭,方可停运制氧系统。
6.1.2.3如吸收塔停运,则应关闭稀释风阀或停稀释风机。
6.1.2.4即将停运臭氧发生器功率减至62KW左右时,根据烟囱出口氮氧化物排放值,停运臭氧发生器。
6.1.2.5臭氧发生器进气阀自动关闭后,可按本规程停运制氧系统。
6.2运行日常工作及注意事项
6.2.1通过DCS认真监视制氧及臭氧发生设备运行情况,判断各运行参数是否正常,是否在允许范围内波动。
每小时对重要运行参数进行及时准确地记录。
对异常情况进行分析,及时汇报。
6.2.2臭氧车间内严禁吸烟,不准用火检查漏气,不准携带易燃易爆物品进入车间。
6.2.3巡检工作为每2小时一次,按如下内容进行:
6.2.3.1检查各真空泵、鼓风机、氧压机油位是否正常,运行设备有无异常,电机温度是否正常;
对停运的电机在运转前必须盘车一次;
入口过滤器滤棉有无变形,滤棉框架及固定螺栓有无松动;
真空密封水箱液位是否正常,浮球阀是否正常工作。
6.2.3.2制氧各气动蝶阀工作是否正常,阀体螺栓有无松动、泄漏,电机油位是否正常,压缩空气气管及接口有无漏气。
6.2.3.3检查各缓冲罐、氧气储罐、压缩空气储罐及各气源分配器压力是否正常,各排放阀是否关严,有无泄漏。
6.2.3.4通过各吸附塔顶部玻璃孔,用电筒照射,检查内部压紧装置有无松动,是否有灰尘及杂物。
6.2.3.5检查氧压机设备有无异常,传动皮带有无松动。
6.2.3.6检查臭氧车间内所有管道及法兰有无漏气、漏水;
臭氧车间内所有阀门是否按本规程要求启闭,各停用设备冷却水阀应按要求关闭。
6.2.3.7检查臭氧发生器配电柜周围是否有水渗漏,有无异音;
制氧及臭氧发生器PLC界面有无报警信息。
6.2.3.8臭氧发生器有无臭氧泄漏,内循环冷却水压力是否正常。
6.3维护工作
6.3.1及时对各吸附塔进行丝杠螺丝压紧工作。
6.3.2真空泵、鼓风机、氧压机每6个月更换一次润滑油,真空泵、鼓风机为#68汽轮机油,氧压机为夏天L-DAB150压缩机油、冬天L-DAB100压缩机油。
6.3.3真空泵、鼓风机入口过滤器滤棉每6个月更清扫一次。
6.3.4按规定对臭氧车间地面及设备进行清扫,保持干净整洁。
第七章事故处理
7.1臭氧脱硝设备故障及事故处理的一般原则。
7.1.1发生设备、系统故障或事故,运行人员应立即向班长、值长和技术员汇报,同时立即切换到备用设备运行,停用故障设备,查找故障原因,有能力处理的,及时处理。
在紧急情况下应先处理事故,后及时汇报。
7.1.2臭氧脱硝主要设备确已不具备运行条件或继续运行后对人身、设备有危害时应立即停运处理。
7.1.3当发生本规程未列举的故障时,运行人员应根据自己的经验与判断主动采取对策迅速处理。
7.1.4事故处理结束后,运行人员应如实地把事故发生的时间、现象、处理过程及采取的措施等在交接班记录簿内。
7.1.5如事故发生在交接班时,未办完交接班手续前交班者继续工作的,接班人员可在交班人员的指挥下协助进行事故处理,待事故处理结束后或告一段落后方可交班。
7.2主要运行故障
7.2.1设备失电故障
当臭氧脱硝设备失电时,如仍有锅炉烟气进入吸收塔,则应立即投用运行锅炉的SNCR脱硝或开大SNCR脱硝氨水流量,尽量保持氮氧化物合格排放,如无法投用SNCR脱硝,则应要求电气尽快恢复电源,及时开启臭氧脱硝设备,尽量减少氮氧化物超标排放时间。
如臭氧脱硝设备失电的同时,锅炉也失电,没有烟气进入吸收塔,则在恢复电源后,应立即启动制氧设备,臭氧发生系统应在锅炉烟气进入吸收塔后,方允许进入“预热”状态。
在锅炉烟气没有进入吸收塔,而臭氧脱硝设备运行正常时,原则上应立即停运臭氧发生器,防止臭氧对吸收塔防腐层及内部设备的氧化腐蚀。
7.2.2气动阀失去气源故障
制氧系统各气动蝶阀在压缩空气压力过低时,将停止工作,相应的制氧系统也将自动停运。
此时应立即开大运行锅炉SNCR脱硝氨水流量,尽量降低氮氧化物排放数值;
同时检查压缩空气系统,尽快恢复气源,重新启动制氧及臭氧发生系统,减少氮氧化物超标排放时间。
7.2.3制氧
 升级会员
升级会员 