整理安全条件认证报告模板Word文件下载.docx
《整理安全条件认证报告模板Word文件下载.docx》由会员分享,可在线阅读,更多相关《整理安全条件认证报告模板Word文件下载.docx(23页珍藏版)》请在冰豆网上搜索。
(8)建设性质:
新建
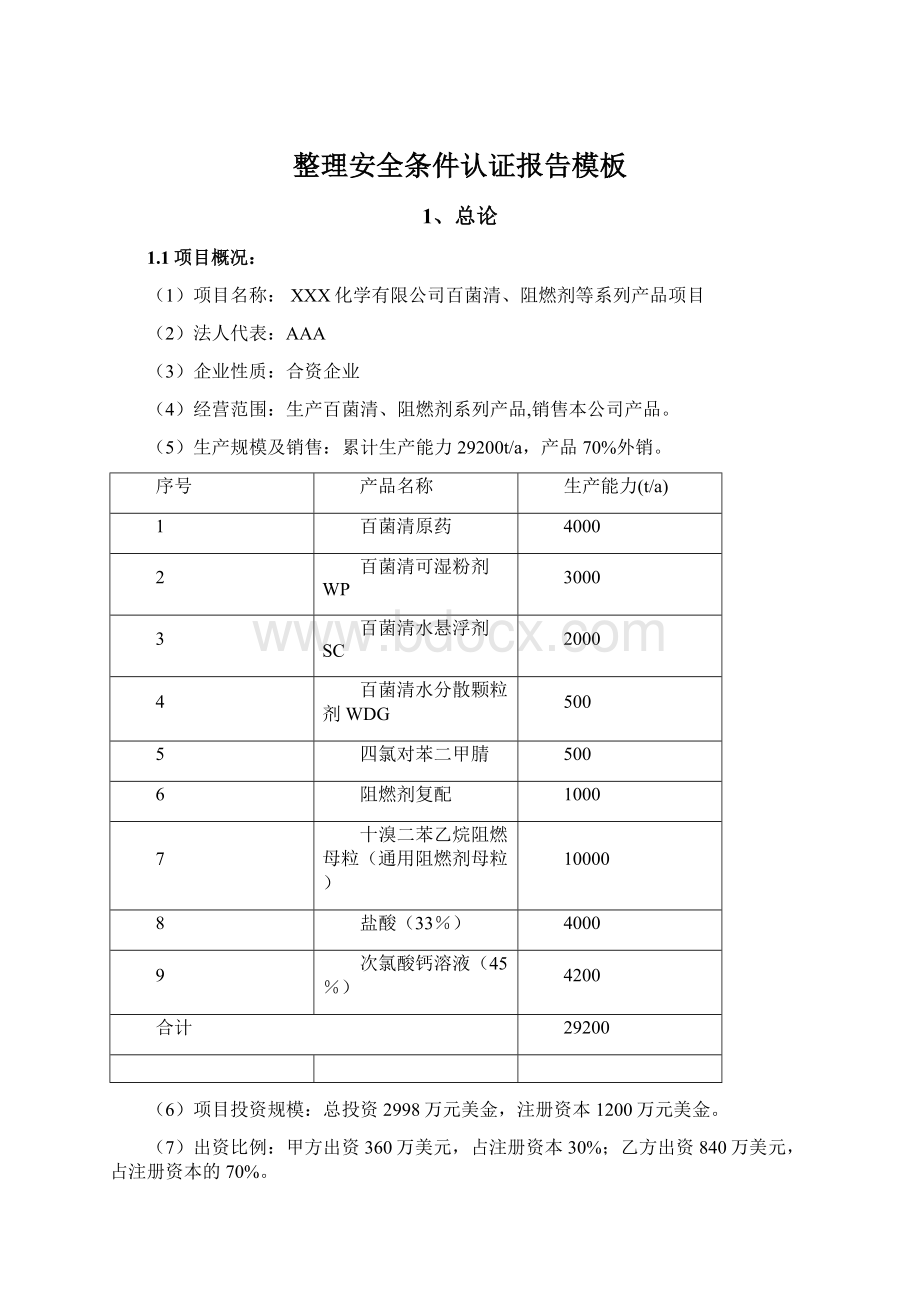
(9)占地面积:
66600m2,建筑面积36620m2。
(10)职工人数:
250人。
以上产品、副产品和使用的原料中涉及的危险品有:
液氯危险货物编号23002,有毒液化气
生石灰危险货物编号82501
次氯酸钙(副产品)危险货物编号51043
盐酸(副产品)危险货物编号81013
甲苯危险货物编号32052
乙醇危险货物编号32061
1.2安全论证目的
(1)AAA化学有限公司是危险化学品生产企业。
公司生产的副产品涉及到危险化学品,生产过程中存在火灾、爆炸、窒息、中毒等危险、危害。
在安全预评价的基础上,作专项安全条件论证,可以进一步为建设项目把关。
(2)根据无锡市人民政府锡政发(2005)231号《关于危险化学品生产储存建设项目安全管理的实施意见》和无锡市人民政府安全生产委员会办公室锡安办(2005)29号《无锡市危险化学品生产、储存建设项目安全审查及批准的实施办法》,该项目必须上报《安全条件论证报告》送审。
本报告为安全审查申请的材料。
1.3论证依据
主要法律法规依据
《中华人民共和国安全生产法》(中华人民共和国主席令第70号);
《中华人民共和国环境保护法》(中华人民共和国主席令第22号);
《中华人民共和国职业病防治法》(中华人民共和国主席令第60号);
《中华人民共和国消防法》(中华人民共和国主席令第4号);
《危险化学品安全管理条例》(国务院令第344号);
《安全生产许可证条例》(国务院令第397号);
《易制毒化学品管理条例》(国务院第445号);
《危险化学品名录》(国家安全生产监督管理局公告2003年第1号);
《中华人民共和国监控化学品管理条例》(1995年,国务院令第190号);
主要技术标准和规范
《生产过程安全卫生要求总则》(GB12801-91);
《工业企业总平面设计规范》(GB50187-93);
《建筑设计防火规范》(GBJ16-872001年版);
《石油化工企业设计防火规范》(GB50160-92);
《建筑抗震设计规范》(GB50011-2001);
《建筑物防雷设计规范》(GB50057-94);
《爆炸和火灾危险环境电力装置设计规范》(GB50058-92);
《重大危险源辨识》(GB18218-2000);
《建筑灭火器配置设计规范》(GB50140-2005);
《化工企业安全卫生设计规范》(HG20571-95);
《化工企业静电接地设计规范》(HGJ28-90);
《氧气站设计规范》(GB50030-96);
《氯气安全规程》(GB11984-89);
《大气污染物综合排放标准》(GB16297-96);
《污水综合排放标准》(GB8978-96);
《工业企业厂界噪声标准》(GB12348-90);
《环境空气质量标准》(GB3095-96);
《工业企业设计卫生标准》(GBZ1-2002);
《工业金属管道设计规范》(GB50136-2000);
《工业金属管道工程施工及验收规范》(GB50236-98);
《石油化工剧毒、可燃介质管道工程施工及验收规范》(SH3501-2002);
2、生产工艺、设备和储存安全论证
2.1生产工艺安全条件论证
建设项目中涉及的危险化学品有:
液氯,危险货物编号23002,有毒气体;
生石灰,危险货物编号82501;
次氯酸钙,危险货物编号51043;
盐酸,危险货物编号81013;
甲苯,危险货物编号32052;
乙醇,危险货物编号32061。
2.1.1百菌清原药生产工艺及流程
百菌清原药的生产主要是采用流化床、固定床联用工艺。
在高纯度氮气的保护下以活性碳作为催化剂,将经计量的间苯二甲腈熔融(200℃)并气化后在以氮气为载体的条件下送入反应系统,与预热并计量(50℃)后的氯气接触发生取代反应。
进入流化床反应器经活性炭催化进行预反应(反应温度280℃),同时放出热量,系统采用导热油进行加热及冷却。
然后进入固定床反应器在活性炭的催化下进行完全反应(反应温度280℃),生成物经过三级捕集器分级捕集后得到百菌清原药(化学名:
四氯间苯二甲腈)成品。
对于含量低的产品,采用甲苯为溶剂进行洗涤后,再用乙醇进行漂洗、过滤、烘干得高含量的产品,溶剂甲苯、乙醇循环套用。
反应生成的氯化氢和过量的氯气送入二级水降膜吸收及一级碱水吸收后达标排放。
尾气经两级水膜吸收器吸收氯化氢气体,形成副产品33%盐酸。
剩余气体通过石灰吸收生成副产品次氯酸钙。
反应原理(化学反应方程式)
工艺流程简图
a、生产工艺流程简图见(图2.1-1)
图2.1-1生产工艺流程简图
b、尾气吸收工艺流程简图见(图2.1-2)
图2.1-2尾气吸收工艺流程简图
2.1.2四氯对苯二甲腈生产工艺及流程
四氯对苯二甲腈生产工艺与百菌清原药的生产工艺相类同。
采用流化床、固定床联用,在高纯度氮气的保护下,以活性碳为催化剂,将经计量的对苯二甲腈熔融(200℃)并气化后送入反应系统,与预热(200℃)后的氯气接触发生取代反应。
进入流化床反应器经活性炭催化进行预反应(反应温度280℃),同时放出热量,然后进入固定床反应器在活性炭的催化下进行完全反应(反应温度280℃),生成物经过三级捕集器分级捕集后得到四氯对苯二甲腈成品。
产生的气体通过水吸收成盐酸作为副产品,多余的尾气通过石灰吸收生成次氯酸钙副产品。
生产工艺流程简图见(图2.1-3)
图2.1-3四氯对苯二甲腈生产工艺流程简图
2.1.3百菌清制剂生产工艺及流程
百菌清制剂包括:
百菌清可湿性粉剂、百菌清水分散性粒剂和百菌清悬浮剂。
(1)百菌清可湿性粉剂生产工艺及流程
百菌清原药和各类助剂按一定比例复配混合经气流粉碎机粉碎,测定其含量合格即可得产品。
生产过程中产生的粉尘通过除尘装置吸收。
百菌清可湿性粉剂生产工艺流程见图2.1-4。
(2)百菌清水分散性粒剂生产工艺及流程
百菌清原药和各类助剂按一定比例复配混合经气流粉碎机粉碎后进入混合器,加入一定的水进行搅拌,直到成为均匀的粘稠物为止,通过挤压造粒机造粒,收集潮湿粒子经过震动流化床干燥烘干,按照企业标准经检测合格即可得产品。
百菌清水分散性粒剂生产工艺流程见图2.1-5。
(3)百菌清悬浮剂生产工艺及流程
百菌清原药和各类助剂、去离子水按一定比例复配混合经卧式砂磨机研磨8小时,检测其含量合格后即可得产品。
百菌清悬浮剂生产工艺流程见图2.1-6。
2.1.4通用阻燃剂母粒生产工艺及流程
将十溴二苯乙烷与三氧化二锑、热塑材料粘合剂、专用助剂按一定的比例经高速混合后,采用双螺杆造粒机造粒后即可得产品。
通用阻燃剂母粒生产工艺流程见图2.1-7。
2.1.5复合阻燃剂生产工艺及流程
按照配方要求将阻燃剂1、阻燃剂2和特定的助剂混合后即可得产品。
复合阻燃剂生产工艺流程见图2.1-8。
2.2生产工艺及商品核查
对照《淘汰落后生产能力、工艺产品目录》(第1—3批)(原国经贸委全第6、16、32号),以上产品和生产工艺未列入3个目录中。
由于百菌清属于高效、低毒、低残留特性,广普型农业、园艺、工业保护性杀菌剂、防腐剂,原药经加工成可湿性粉剂后使用,属国家支持和鼓励性项目。
四氯对苯二甲腈是重要的医药、农药中间体,采用气相氯化工艺属国内首创。
是全球第二家拥有这项专利技术生产商。
复合阻燃剂,符合欧洲关于二恶英条例要求,对环境不造成危害,同时十溴二苯基乙烷阻燃材料可回收再利用,符合材料再生的发展要求和绿色环保要求。
2.3工艺安全条件论证
AAA化学有限公司生产的百菌清,阻燃剂等系列产品项目生产属成熟工艺。
工艺技术指标合理、安全操作要求明确。
操作人员对生产物料性能了解,对工艺过程熟悉,又安全操作要求能够掌握。
由于工厂属新建项目,在建设过程中根据生产经验,对装置进行优化设计。
工艺流程更合理,操作更安全方便合理。
环境得到有效改善。
措施有。
2.3.1百菌清生产装置(四氯对苯二甲腈装置同百菌清生产装置)
1)氯气气化系统采用了敞开结构。
通风良好,安全生产条件进一步完善。
2)氯气气化系统另设,采用气相密闭输送,减少了氯气泄漏对安全生产可能性。
3)氯气气化采用了热水加热系统,气化器设有安全阀,压力表,
温度计,排污系统。
安全阀排气及排污系统与氯气回收系统相连,满足安全排放要求。
气化系统采用自平衡系统,防止氯气系统大量泄露可能。
4)氯气系统用电设备按2区进行设计,建筑防雷等级为第二类。
5)氯气气化处设有自吸呼式防毒面具,喷淋洗眼器一套。
6)原料间苯二腈加料采用吨包装,降低了工人操作强度。
与除尘
器组合。
防止车间粉尘污染。
加料区与泵热油系统分开,降低了由热油泄漏而引起事故。
7)导热油系统按压力管道GC2(4)要求进行设计和安装,阀门采
用专用高温阀。
降低了由于设计和安装不合理引起事故。
8)关键参数实行现场和控制室集中显示控制。
确保工艺安全操作。
9)百菌清装置采用框架结构,泄压比满足规范要求。
设计采用封闭楼梯间,确保安全疏散。
采用局部通风,确保环境安全。
10)尾气系统增设一中间罐,解决了可能固体带料引起管道堵塞。
确保尾气回收系统安全
11)出料系统改用程序自动控制,气流输送及自动转型、包装,改
善了劳动强度、操作环境,提高了产品质量可控性。
12)百菌清车间用电设备按2区进行设计,建筑防雷等级为第二类。
13)精制工段采用半敞开式结构,通风良好,满足泄爆要求。
所有用电设备均按2区爆炸气体危险区域设计,防雷等级为第二类。
所有用电设备、管道均需防静电设计。
14)精制工段采用甲苯密闭输送,尾气冷凝回收。
降低甲苯消耗和
空气中甲苯浓度,更加安全环保。
15)精制工段为防止操作失当而引起冲料,将原工艺中玻璃设备、
管道改用石墨,搪玻璃管道,根本上解决由操作不当而引起安全事故。
16)精制工段粉体投料采用真空条件下投料,防止粉尘污染。
17)抽滤系统改用下出料离心密封操作,降低了有毒气体挥发,减轻劳动强度。
18)精制工段溶剂回收采用真空减压蒸馏,循环套用,操作安全,
资源循环利用。
19)热油炉系统,设计时建构筑物与甲乙类车间满足规范要求。
20)关键的温度、压力参数进行现场和控制室控制,确保安全运行。
21)采用专业生产厂热油炉,由技术监督部门发证认可。
22)操作工具有系统知识和操作经验,具有技术监督部门上岗证。
2.3.2百菌清制剂
1)百菌清可湿粉剂和分散剂、悬浮剂生产,属丙类火灾爆炸危险。
主要危险是投料和中间生产过程粉尘污染,生产中采用真空吸料,真空捕集器捕集,控制粉尘污染。
2)加强个人防护,生产中工人带防护面具。
3)用电设备采用防尘等级。
2.3.3阻燃剂母粒、复配
1)生产过程属丙类火灾爆炸危险。
生产中投料和中间生产过程中粉尘污染,生产中采用真空吸料,真空捕集器捕集,控制粉尘污染。
2)用电设备采用防尘等级。
3)加强个人防护,生产中工人带防护面具。
4)母粒生产中使用三氧化二锑,属有刺激性粉尘,加料时有专人负责,并带有防尘口罩和防护眼睛。
防止吸入和皮肤直接接触。
结论:
建设项目生产工艺条件设计和操作考虑完善,符合安全生产要求。
2.4设备安全条件论证
本建设项目所需主要生产设备根据生产过程特点建设中尽可能采用通用定型设备,主要设备见表2.2.3。
百菌清生产工艺中采用的主要有流化床(上部φ1600*3460,下部φ800*7475),固定床(φ1800*4000)捕集器(φ2800*6000)副产HCl采用50m³
聚乙稀立式储罐。
四氯对苯二甲腈采用主要设备有流化固定床,捕集器同百菌清。
设备均采用新设备,技术要求均与现有成熟工艺相同,由相应资质生产厂家提供,并由相应资质单位安装。
阀门,管道均按设计要求采购及安装。
项目中采用的导热油由专业生产厂生产、安装投用须取得相应的安全许可证。
项目中使用标准设备,根据车间环境特征,配置相应电机。
(防爆或非防爆),同时满足介质的腐蚀特性。
关键设备或参数采用安全监控和安全连锁系统。
因此该项目采用设备可以满足安全生产的需要。
表2.2-3主要生产设备
设备名称
规格型号
材质
数量
百菌清原药、四氯对苯二甲腈
氯气缓冲罐
5m3Ф1600×
碳钢
液氯气化器
氯气加热器
Ф500×
氮气缓冲罐
8m3Ф1800×
2600
氮气加热器
流化床
上部Ф1600×
3460/下部Ф800×
7475
不锈钢/碳钢
固定床
Ф1800×
捕集器
Ф2800×
6000
24
二腈计量泵
HJA-Z-W-124/1.0120L/hr
组合件
混合器
Ф400×
不锈钢
脉冲除尘器
N=3KW
水环真空泵
HTB-ZS-8011KW
盐酸循环槽
8m3
PP
16
吸收器
40m2
循环池
10m3
混凝土
32
盐酸储槽
50m3
PE
盐酸循环泵
20m3/hr
聚丙烯
水喷射泵
15KW
陶瓷
百菌清可湿性粉剂
气流粉碎机
Ф350
百菌清水分散性粒剂
造粒机
0.5t/h
流化床干燥器
Ф1000×
百菌清悬浮剂
砂磨机
50L
通用阻燃剂母粒
高速混合器
GH-1000L
双螺杆造粒机
复合阻燃剂
2.5储存安全条件论证
经辨识,AAA化学有限公司液氯瓶库,甲类仓库属重大危险源。
储存品种有氯气、甲苯、乙醇。
其中氯气属于高毒类,具有高度危害。
甲苯和乙醇属低危害。
2.5.1液氯瓶库
液氯瓶库与周围建构筑物,明火间距满足《建筑设计防火规范》要求。
液氯瓶库是专用储存场所,采用四周通风,排架结构,轻质屋顶,避免阳光直射而引起事故。
液氯钢瓶空瓶和实瓶分开布置
液氯瓶库周围设有紧急石灰池,石灰池容量满足安全要求。
接触液氯生产,储存运输作业人员,必须经专业培训,考试合格,取得特种作业合格证后,方可上岗操作。
液氯库必须设抢修器材,防护用具及消防器材。
液氯钢瓶在安全检测的有效期内。
液氯瓶库用电设备均按2区爆炸性气体危险区域进行设计,防雷等级为第二类。
因此液氯瓶库采取安全措施可以符合安全生产条件。
2.5.2甲类仓库
1)甲类仓库贮存桶装甲苯、乙醇,耐火等级不低于二级,分二个防火分区,每个防火分区面积为180m2,符合规范要求。
2)甲类仓库采用排架结构,轻质屋顶,泄爆率大于0.05。
3)甲类仓库所有门窗均外开,并采用防火塑钢门窗。
4)甲类仓库不设电气线路、照明用电建筑物防雷按第二类设计。
5)仓库内设固定式可燃气体报警装置,一旦达可燃气体爆炸下限
20%时即报警。
6)仓库设防液体流散设施和不发火花地坪。
7)车间采用自然通风,通风良好。
根据上述措施及要求,可以附合安全生产要求。
2.6小结:
AAA化学有限公司生产工艺,设备和储存条件符合安全生产要求。
3、管理人员和技术人员条件符合性论证
3.1管理人员
AAA化学有限公司负责人、分管负责人、专职安全管理人员安全培训资质情况:
负责人:
QQQ兴2005年3月经安全培训并考核合格,取得化工企业厂长(经理)安全资格证书。
证书编号:
(BC)苏安监化字第0721号。
2006年3月经复训合格。
分管负责人:
WWW2002年7月经安全培训并考核合格,取得化工企业安全管理员资格证书。
安全资证(BC)苏安监化字第065号。
专职安全管理人员:
RRR2005年3月经安全培训并考核合格,取得化工企业安全管理员资格证书。
安全资证C字第0402号。
3.2技术人员
AAA化学有限公司有具有化工专业的工程技术人员工程师:
HHH、CCC、SSS、ZZZ等,以上同志均取得工程技术专业职称。
企业还应逐步引进技术人材,以适应发展需要。
3.3特种作业人员
AAA化学有限公司特种作业人员涉及电工、压力容器和锅炉等,特种作业人员安全培训资质情况:
电工:
EEE证书编号:
32020102501779
TTT证书编号:
32020102501780
锅炉:
CCC证书编号:
GL32028120040283
AAA证书编号:
GL32068220040278
GGG证书编号:
GL33208120040034
压力容器:
OOO证书编号:
RQ32028120040262
PPP证书编号:
RQ32028120040243
LLL证书编号:
RQ32028120040242
UUU证书编号:
RQ32028120040260
YYY证书编号:
RQ32028120040261
KKK证书编号:
RQ32028120040258
FFF证书编号:
RQ32028120040240
3.4小结
对照安全生产相关法律、法规的要求,AAA化学有限公司管理人员配置数量满足要求,人员具备与本单位生产活动相应的安全生产知识和管理能力。
AAA化学有限公司管理人员和人员条件可以符合安全生产的要求。
4、安全管理制度和操作规程健全性论证
AAA化学有限公司以企业文件形式发布了各级安全生产责任制、各项安全管理制度和安全操作规程。
4.1安全生产责任制
(1)经理安全生产职责
(2)生产副经理安全生产职责
(3)安全生产管理人员安全生产职责
(4)技术总负责人安全职责
(5)安全科安全职责
(6)车间主任安全职责
(7)班组长安全职责
(8)工人安全职责
(9)生产计划科安全职责
(10)生产技术(含生产调度)科安全职责
(11)仓库保管员安全职责
(12)设备动力科安全职责
(13)质量检验科安全职责
(14)基建科安全职责
(15)供销科安全职责
(16)财务科安全职责
(17)工会安全职责
(18)职业卫生、环保科安全职责
(19)劳动人事、教育科安全职责
(20)行政、后勤科安全职责
以上相关人员和企业机构部门的安全生产职责基本齐全。
职责制订内容基本符合要求。
4.2安全管理制度
(1)安全生产、培训制度
(2)劳动保护用品管理制度
(3)保健品发放管理制度
(4)安全设施管理制度
(5)设备管理制度
(6)作业场所防火、防爆管理制度
(7)作业场所防毒管理制度
(8)职业卫生管理制度
(9)安全生产检查制度
(10)隐患整改制度
(11)事故调查处理制度
(12)危险化学品储运管理制度
(13)消防安全制度
(14)安全生产奖惩制度
(15)安全作业证制度
(16)新建、改建、扩建工程项目安全设施“三同时”制度
(17)厂区道路交通管理制度
(18)作业场所职业卫生管理制度
(19)安全费用投入保障制度
(20)仓库安全管理制度
(21)剧毒化学危险品安全管理制度
(22)交接班制度
(23)动火作业安全管理制度
安全管理台账
(1)安全教育台账
(2)安全检查记录台账
(3)安全组织台账
(4)安全会议台账
(5)隐患治理台账
(6)事故台账
(7)设备台账
(8)劳保用品发放台账
(9)安全工作考核和奖惩台账
以上安全管理制度基本齐全,内容基本符合要求。
并设有台账,强化管理制度落实。
4.3工艺安全技术规程
(1)液氯汽化生产工艺规程
(2)液氯汽化生产安全技术规程
(3)百菌清生产工艺规程
(4)百菌清生产安全技术规程
(5)百菌清可湿粉,水悬浮剂分散颗粒剂生产工艺规程
(6)百菌清可湿粉,水悬浮剂分散颗粒剂安全技术规程
(7)四氯对苯二甲腈生产工艺规程
(8)四氯对苯二甲腈生产安全技术规程
(9)阻燃剂复配母粒生产工艺规程
(10)阻燃剂复配母粒安全技术规程。
(11)设备维护检修规程
(12)有机热载体炉设备维护检修规程
(13)有机热载体炉安全运行操作规程
(14)固定式螺杆压缩机维护检修规程
(15)制冷压缩机维护检修规程
(16)厂区动火作业安全规程
(17)厂区设备内作业安全规程
(18)厂区高处作业安全规程
(19)厂区设备检修作业安全规程
以上规程涵盖了企业全部产品,可以满足安全生产需要。
4.4危险化学品事故应急救援预案
(1)ANN化学《关于成立应急援指挥领导小组的通知》(2005)5号文。
(2)应急救援网络
规划环境影响的跟踪评价应当包括下列内容:
AAA化学有限公司制订了危险化学品事故应急救援预案,该项预案基本按照国家安全生产监督管理局安监管危化字[2004]43号《危险化学品事故应急救援预案编制导则(单位版)》的要求编制;
企业成立有以总经理为组长的应急救援领导小组,明确应急救援指挥部和专业队伍的人员、分工、职责,并有义务消防队。
对预案进行了演练。
企业应对应急救援预案进行修订和完善,使预案更切合实际,更具备有效性。
(3)消防
定量安全评价方法有:
危险度评价法,道化学火灾、爆炸指数评价法,泄漏、火灾、爆炸、中毒评价模型等。
ANN化学新厂区根据规范要求,设置了消防水池,消防泵房,高位
消防水箱及消防水环网,消防水量满足消防要求,厂区设置了10只SS100-10消防栓,每个车间、仓库并配有室内消火栓及灭火器材。
消防通道环通,满足《建筑设计防火规范》、《消防法》相关要求。
1)规划实施可能对相关区域、流域、海域生态系统产生的整体影响。
4.5小结
AAA化学有限公司各级安全生产责任制、各项安全管理制度和产品安全操作规程基本齐全,内容比较切合实际情况,基本符合安全生产条件;
企业已制定了危险化学品事故应急救援预案,安全生产管理工作基本符合相关法律、法规的要求。
(三)环境价值的定义建议企业根据实际生产情况和生产运行中发现的问题,及时修订、补充和完善各项规章制度。
综合性规划
(1)土地利用的有关
 升级会员
升级会员 