车间生产效率提升计划Word文档下载推荐.docx
《车间生产效率提升计划Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《车间生产效率提升计划Word文档下载推荐.docx(12页珍藏版)》请在冰豆网上搜索。
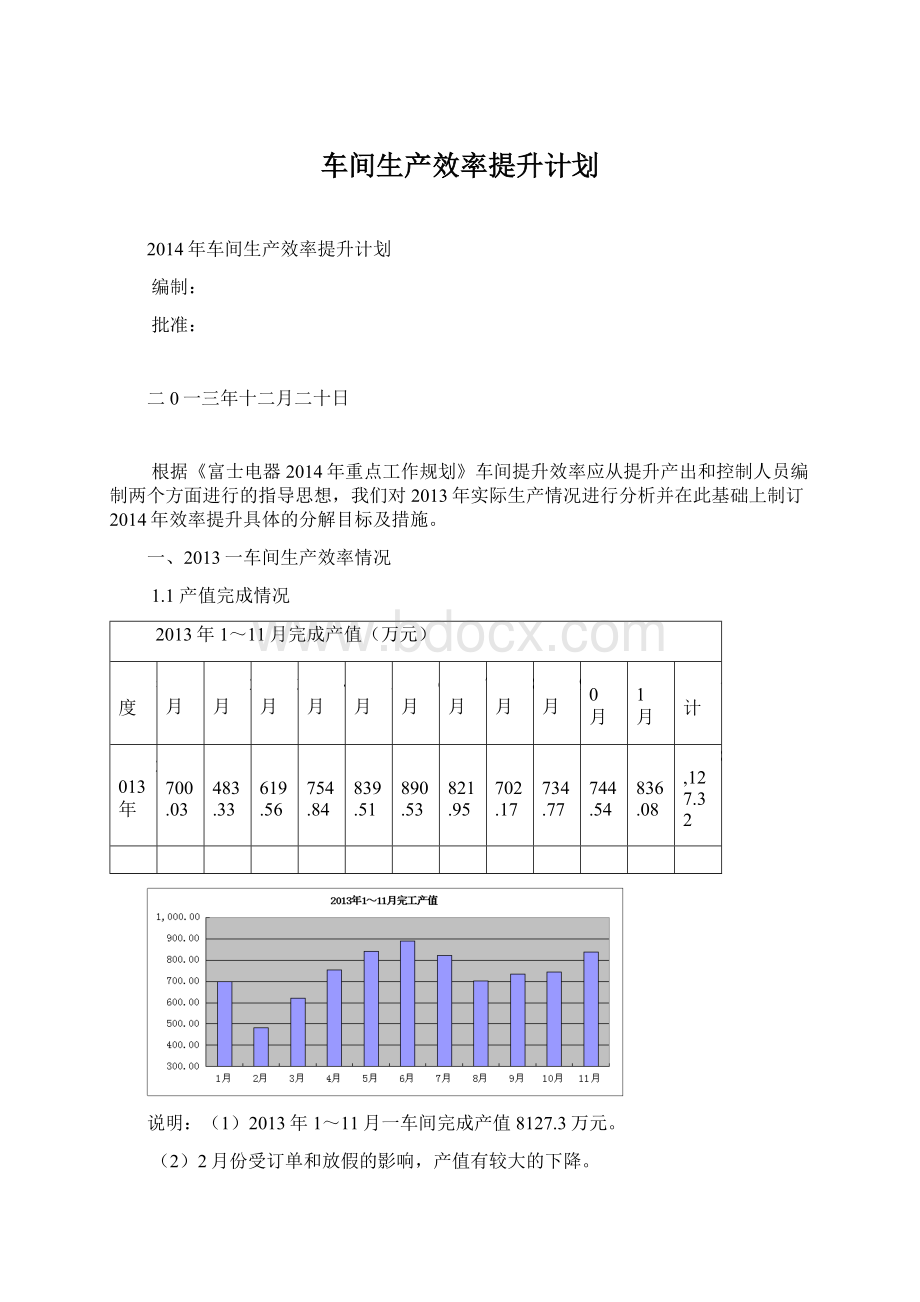
839.51
890.53
821.95
702.17
734.77
744.54
836.08
8,127.32
说明:
(1)2013年1~11月一车间完成产值8127.3万元。
(2)2月份受订单和放假的影响,产值有较大的下降。
1.2产量完成情况
2013年1~11月完成产量(万只)
15,943
10,772
13,650
16,114
18,920
20,742
18,462
15,561
15,115
16,433
17,956
179,668
(1)2013年1~11月一车间完成产量为179,668万件。
(2)2~3月份受订单和放假的影响产量偏低,4月份开始产量有较明显的上升。
1.3人均产值完成情况
2013年1~11月完成人均产值(万元)
11.8
8.3
10.0
11.0
11.3
9.8
8.6
9.2
9.1
10.1
110.1
(1)2013年1~11月完成人均产值121.8万元。
(2)2月、8月因产量下降但人员相对没有减少导致人均产值较低。
1.4一次装模合格率
2013年1~11月一次装模合格率
平均
2012年
58.6%
63.7%
71.1%
74.0%
70.5%
66.0%
69.4%
72.0%
71.3%
71.4%
68.9%
75.1%
82.3%
78.0%
75.4%
75.7%
72.6%
68.0%
64.6%
69.7%
74.2%
79.8%
74.1%
2013年1~11月平均一次装模合格率74.1%,2012年1~11月平均一次装模合格率68.9%,13年比12年有较大的提升。
1.5高速冲OEE
2013年1~11月高速OEE
31.4%
52.8%
56.4%
57.0%
54.5%
52.5%
54.6%
58.5%
59.9%
54.4%
53.5%
65.6%
67.5%
67.1%
61.1%
62.8%
66.6%
62.5%
55.0%
59.2%
61.9%
56.7%
62.4%
2012年1~11月高速平均OEE53.5%,2013年1~11月高速平均OEE62.4%,13年在12年的基础上提升8.9%,提升较明显。
1.6高速平均冲速
2013年1~11月高速平均冲速
329
355
366
383
381
364
373
349
392
336
376
393
401
388
378
367
390
386
370
380
2012年1~11月高速平均冲速364次/分,2013年1~11月高速平均冲速380次/分,13年在12年的基础上提升4%,但8月份以后冲速有在逐步的下降。
二、2013年一车间人员分布情况
(1)根据以上分布情况,发现综合班人员10人占车间总人数的14%。
(2)需要提高零件质来减少分类人员,开发模具攻牙模具减少攻纹人员从而降低综合班人员的数量是2014年提高生产效率的重点。
(3)因铜件转移后,冲压班组有进行重新划分为高速1班、高速2班、低速1班、低速2班等4个班。
三、2013年减员增效目标
4.1人员部份
2014年一车间各班组人数分布计划表
班组
2013年平均人数
2014年计划人数
人数增减情况
增减幅度
第一季度计划人数
第二季度计划人数
第三季度计划人数
第四季度计划人数
备注
高速一班
10
0.0%
高速二班
7
低速一班
8
1
低速二班
6
振光班
热处理
检验班
9
综合组
11
-2
18%
模具维修班
办公室
81
80
-1
1.0%
2014年预计产量增长15%,车间计划在产量增长的人员不增长情况下进行提高人均产量、产值。
4.2生产效率部份
2014年生产效率计划
指标
总产量(万件)
总产值(万元)
人均产值(万元)
一次装模合格率
OEE
高速平均冲速
195000
8862
109
380
2014年
224250
10191
127.4
77.1%
66%
400
15%
17%
3%
3.6%
5.3%
四、2014年提升效率计划
序号
类型
项目
目标
措施
责任人
完成日期
自动化
材料焊技术推进
部份高速冲床换料时间缩短至5分钟以内。
1、铁件材料焊接机台及技术引进。
2013.12
2、材料焊接详细清单制订。
2014.1.10
3、材料焊接技术现场使用推进。
2014.3.10
平片零件粘结分选设备推进
零件黏结0投诉
1、平片零件分选设备方案评估。
2014.1
2、平片零件分选设备厂家联系、设备引进。
2014.3
3、平片零件分选设备现场使用推进。
2014.4
振光自动线
扩大振光工序产能。
1、振光自动线厂家联系、设备选型
2014.2
2、振光自动线合同签订。
3、振光自动线现场安装调试。
2014.5
4、振光自动线现场使用推进。
高速零件自动接料
高速零件自动循环接料。
1、高速零件自动接料方案拟定、评估
2、自动接料设备厂家联系、设备引进。
3、自动接料设备现场使用推进。
2014.6
铁件高速废料自动收集
铁件高速废料不再用人工处理。
1、废料自动收集方案拟定、评估。
2、废料自动收集设备厂家联系、设备引进。
3、废料自动收集设备安装、调试。
2014.7
4、废料自动收集设备使用推进。
2014.8
2
精益生产
快速换模
高速冲床换模时间缩短至25分钟以内。
推进车间快速模(见2014年金工一车间精益生产计划)
按单生产
降低库存资金15%,提高零件交付及时率(目标92%)。
推进车间按订单进行领料排产、生产。
全年
振光、热处理工序装料盒统一
振光、热处理工序装料盒统一,零件热处理前不再换铁盒。
1、方案拟定、评估。
2、铁盒制作。
3、振光、热处理装料铁盒统一。
2013.7
3
生产效率
一次装模合格率提高3%。
对一次装模合格率低的模具组织修理、改善。
高速冲床OEE
高速OEE提高2.6%。
推进快速换模、提高冲速。
高速平均冲速400
1、识别影响冲速的模具,并整理出清单。
2、制订提高速的的对策。
3、对策实施及效果反馈。
提高115轭铁生产效率
推进115F轭铁1模2件生产。
1、115F轭铁1模2件排样方案确认。
2、115F轭铁1模2件模具补充。
3、115F轭铁1模2件模具使用推进。
2014.9
模内攻牙
13/18F系列轭铁模内攻牙
1、13F/18F轭铁模内攻牙模具补充评估。
2、13F/18F轭铁模内攻牙模具补充
3、13F/18F轭铁模内攻牙模具使用推进。
 升级会员
升级会员 