机械类两篇外文翻译文档格式.docx
《机械类两篇外文翻译文档格式.docx》由会员分享,可在线阅读,更多相关《机械类两篇外文翻译文档格式.docx(13页珍藏版)》请在冰豆网上搜索。
翻译内容
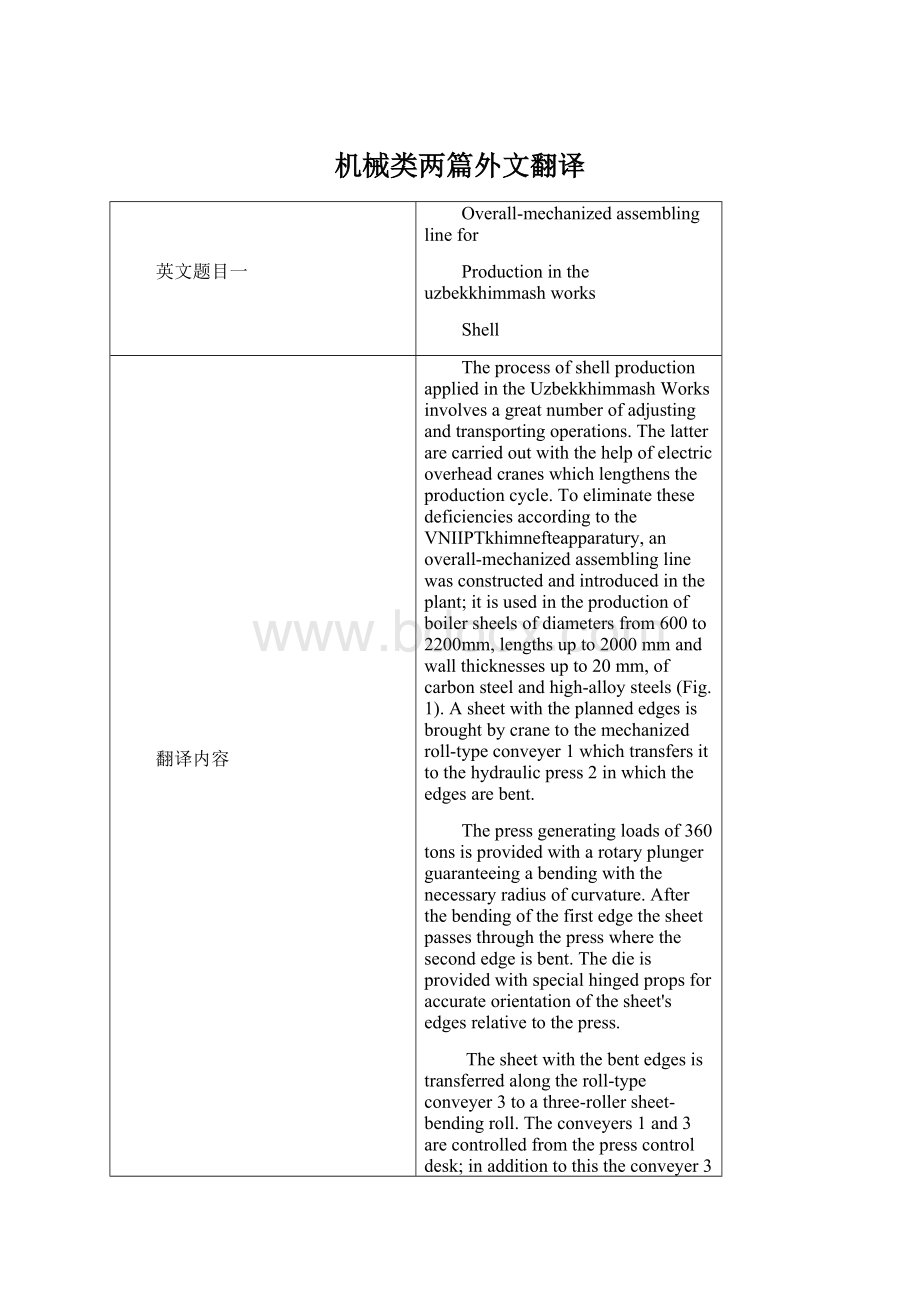
TheprocessofshellproductionappliedintheUzbekkhimmashWorksinvolvesagreatnumberofadjustingandtransportingoperations.Thelatterarecarriedoutwiththehelpofelectricoverheadcraneswhichlengthenstheproductioncycle.ToeliminatethesedeficienciesaccordingtotheVNIIPTkhimnefteapparatury,anoverall-mechanizedassemblinglinewasconstructedandintroducedintheplant;
itisusedintheproductionofboilersheelsofdiametersfrom600to2200mm,lengthsupto2000mmandwallthicknessesupto20mm,ofcarbonsteelandhigh-alloysteels(Fig.1).Asheetwiththeplannededgesisbroughtbycranetothemechanizedroll-typeconveyer1whichtransfersittothehydraulicpress2inwhichtheedgesarebent.
Thepressgeneratingloadsof360tonsisprovidedwitharotaryplungerguaranteeingabendingwiththenecessaryradiusofcurvature.Afterthebendingofthefirstedgethesheetpassesthroughthepresswherethesecondedgeisbent.Thedieisprovidedwithspecialhingedpropsforaccurateorientationofthesheet'
sedgesrelativetothepress.
Thesheetwiththebentedgesistransferredalongtheroll-typeconveyer3toathree-rollersheet-bendingroll.Theconveyers1and3arecontrolledfromthepresscontroldesk;
inadditiontothistheconveyer3iscontrolledfromtherollercontroldesk.Inconsistentoperationoftheconveyersisexcludedbyablockingmechanism.Therolls4bendthesheetaccordingtotheradiusofthefutureshelluntiltheendsofthesheetmeet.Withthehelpoftheliftingmechanism5,whichisoftheformofarunwaycranealongwhichtwocoupledtelpherswiththeload-liftingmechanismmove,thehalf-finishedshellistransferredfromtheroilstotheinclinedassemblingrails6(Fig.2).Thehoistingmechanismisprovidedwithremotecontroloperatedbytheworkerhimself.
Thehalf-finishedshellthenmovesalongtheinclinedassemblingrails(angleofslope45'
)underitsownweight.Thetotallengthoftherailsis49m.
Fig.i.Overall-mechanizedassemblylinefortheproductionofboilershells,600-2200mmindiam:
a)schematicdiagram,b)generalview.
Fig.2.Assemblingrailwiththeboilershellsonit.
Onstand7theshellsareassembledandpreparedforinnerweldingofthelongitudinalbutt.Theautomaticweldingofthelongitudinalbuttiscarriedoutfrominsidetheshell,onapneumofluxcushionunderalayeroffusingagentbyaspecialeight-polearrangement.Therangeofthepolesis2500mm,thediameteroftheelectrodewireis3mmandtheweldingrateis10-50m/h.
Aftertheinnerlongitudinalseamhasbeenwelded,thehalf-finishedshellistransferredtostand9wheretheseamrootsaredressed.Onthisstandthelongitudinalbuttoftheshellispreparedforweldingontheouterside,whichisthencarriedoutonaspecialdeviceoften-balconytypeofABChead.Inordertoweldshellsofvariousdiameters,thebalconycanbedisplacedinaverticaldirectionataspeedof1.85m/min.Theload-liftingcapacityofthebalconyis1000kg.Aftertheoutsideweldingtheshelliscalibratedonthethree-rollerroils11andistransferredtothex-rayroomforqualitycontroloftheweldingseam.
Inordertopreventthehalf-finishedshellsfromrollingbythemselvesalongtherails,infrontofeachworkingposttherailsareprovidedwithstoppingdevices12withinterceptors.Apneumaticdriveenablesthestoppingdevicestoholdtheshellsontheinclindedrailsandtoletthempass,oneatatime,totheworkingstand.Theworkingstandsareprovidedwithoutstandingdrivingroller-bearings13withrubbercoatedrollerswhichmakeitpossibletoholdtheshellsinthenecessarypositionwiththehelpofelectricdrives.Alltransportationofthehalf-finishedshellsbetweentheindividualoperationsiscarriedoutwithouttheelectricoverheadcrane,thusreducingtimelossesbetweenoperations.
Theindustrialintroductionoftheover-allmechanizedassemblylinepermittedaconsiderableaccelerationoftheshellproductioncycle;
itmadeworkeasierandeliminatedoneofthebottle-necksintheindustrialproductionofchemicalapparatus.
Thepresenteffortsofthework'
scollectiveareaimedattheconstructionofasecondassemblylineproducingvesselsfromshells;
suchalinewouldpermitacompletemechanizationoftheentireproductionprocessofthevendsofchemicalapparatusintheplant.
指导教师评语
指导教师签字
年月日
英文题目二
Robotbasedsystemfortheautomationofflowassemblylines
AbstractInthispaperapromisingapproachtotheautomationofflowassemblylinesispresented.Thedevelopedsystemusesastandardindustrialrobotandsynchronizesittotheproductinalldegreesoffreedom.Thesynchronizationisenabledbydividingtheassembly
processindifferentphasesandcontrollingtherobotineachphasewithanadequatesensorsystem.Besidesthatacomplianceisintegratedintothegrippersysteminordertoreducehighcontactforcesandtoleratehighfrequentposedeviations.Mainadvantagesofthesynchronizedassemblyaretheavoidanceofbuffersandthereductionofthethroughputtime.
Keywords:
Assembly.Robot.Flowlines
Today’sassemblysystemshavetocopewithahighnumberofvariantsoftheproductbyrealizingcompetitivequalityandcosts.Thereforetheseassemblysystemsareusuallymanualorhybridassemblylines[1].EspeciallytheGermancarmanufacturersusemostlymanuallaborintheirassemblylines[2].Automationishinderedbytheneedforclockedcycles,thelackofflexibilityofthesesystemsandthenecessaryseparationofmanandrobots[3].
ThesynchronizedassemblyinmotionorassemblyontheflyasshowninFig.1,isoneanswerfortheeconomicneedforautomationinflowassemblylines[4].Eventhoughthisideaisaroundforabout50yearsitstillneedsfurtherdevelopment.Theexistingapproachestoanautomatedassemblyinmotioncanbedifferentiatedbytheprincipleofsynchronizationbetweentheconveyorsystemandtherobot.Thereareapproachesusingmechanical,guidedorcontrolledsynchronizingprinciples.
Themechanicalsynchronizationisthesimplestprinciple
ofsynchronizationbecauseitisbasedoneitheraforce
fitoraninterlockingjoint.Disadvantagesaretherequired
mechanicaladaptationsoftheconveyorsystemandthelow
accuracies[5].
Morepromisingaretheguidedandthecontrolledsynchronization.
Todaytheguidedconveyortrackingisimplementedinmostrobotcontrolsystems.Usingthismethodtheconveyorspeedismeasuredandthedifferenceoftheconveyortothetoolcenterpoint(tcp)oftherobotiscalculatedwithintheinterpolationcycle.Thenthemovementoftherobotiscorrectedbytherobotcontrol.AccordingtoDirndorfer[5]thissystemcannotachieveamaximumaccuracyinsynchronizationoflessthan1mmduetovibrationsandthefollowingerroroftherobot.
Thecontrolledorfeedbacksystemsuseeitherhydraulicorelectronicalgorithmsforsynchronization.Allthesemethodshaveincommonaconstantmeasurementofthedeviationbetweentherobotandtheconveyorsystem.Hence,therobotspeedcanbeadjustedusingafeedbackalgorithm.Sofar,allappliedsynchronizedrobotsystemslackinachievingtheaccuracyofastationaryrobot.Onereasonistheinsufficientspeedofcontrolbecauseoflongprocessingtimes.Furthermore,thesynchronizationisenabledonlyinflowdirectionoftheconveyorsystems.Allothermovementsandthereforedeviationsinposeperpendiculartotheflowcoursearenotconsidered.Furthermoreeconomicapplicationinindustryisadditionallyhinderedbythecomplexityandthecostsofthesystems.
Fig.1Prototypeoftheassemblyinmotion
5Realization
Inordertovalidatethedescribedconceptarobotbasedprototypehasbeenrealizedwithinthisresearchproject.TheimplementedassemblyprocessisthemountingofthewheelstoacarbodyasshowninFig.1.Thisparticularprocessischaracterizedbyatoleranceof0.13mm.Thewholeprocessfromdetectingthecartogrippingthewheels,synchronizingtherobotandfinallyassemblingthewheelhasbeenrealizedinordertorealisticallyreproducetheprocess.Theprototypeisbasedonanindustrialrobotwhichismountedonalinearunitandcarriesupto180kg.Duetothelinearaxisthelengthofsynchronizedworkisupto7m.
Thecarbodyisconveyedbyamonorailconveyorsystemwithaspeedof6m/min.Theconveyorsystemhasbeenadaptedsothatamovementof0.5minheightcanalsoberealized.Thisadaptationisnecessaryinordertosimulatethebehaviorofdifferentkindsofconveyorsystems.
Specialinteresthasbeenpaidtothegrippersystem,showninFig.4.Asdescribedpreviouslyavisionsystemandacompliantforce–torquesensorhavebeenimplemented.Thevisionsystemispositionedinthemiddleofthegrippersysteminordertopreventocclusionandtorealizenearprocessmeasurements[10,11].
Thecompliantforce–torquesensorismountedontopofthegrippersystemclosetotherobotflange.Duetothelimitedpayloadofthesensorthreeadditionalspringswerepositionedaroundittoparallelizetheforces.Theappliedcompliancecompensatesdeviationsbetweentherobotandtheassemblypartupto3mmand3_inalldof.
Thegrippingofthewheeltakesplaceonthetreadsothattheholeoftheaxisisfreeforthevisionsystem.Furthermore,fiveautomaticscrewsystemshavebeenimplementedtoenablethemountingofthewheel.
7Summary
Theassemblyinmotionisoneofthekeyfactorsinenablingeconomicautomationinflowassemblylines.Duetothelimitedstiffnessofconveyorandrobotsystemssynchronizationoftherobottcpand
 升级会员
升级会员 