03DL521024915Word文档格式.docx
《03DL521024915Word文档格式.docx》由会员分享,可在线阅读,更多相关《03DL521024915Word文档格式.docx(252页珍藏版)》请在冰豆网上搜索。
拨煤叶轮底面与煤斗台面间隙
≤10
落煤槽中心与皮带机中心偏差
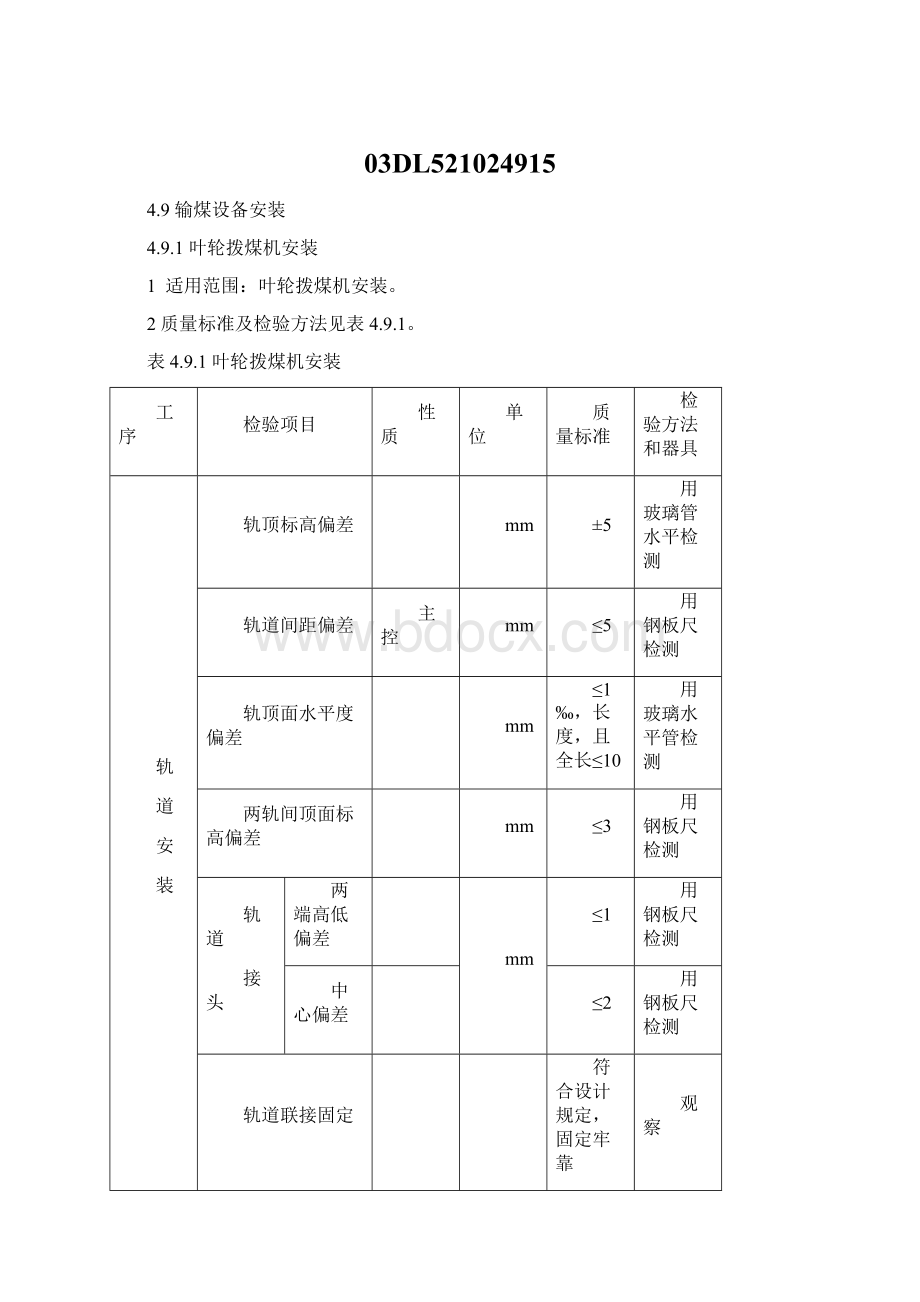
行走轮与轨道面的接触
各轮均衡接触,不翘角
限制调整操纵装置
动作灵活,操作正确
4.9.2振动筛煤机安装
振动筛煤机安装。
2质量标准及检验方法见表4.9.2。
表4.9.2振动筛煤机安装
筛
外
观
查
零部件
无损伤、裂纹
筛面
平整完好,筛孔符合图纸要求
外壳
光洁平整,紧固牢靠
偏心轮
轴承
连接螺栓
纵横中心线偏差
10
轴中心标高偏差
用玻璃管水平或水准仪检测
横向水平度偏差
≤1‰宽度
筛面安装斜度
符合设备技术文件规定
4.9.3概率筛煤机安装
概率筛煤机安装。
2质量标准及检验方法见表4.9.3。
表4.9.3概率筛煤机安装
箱体外观
无裂纹、砂眼
各层筛面
无损伤、断裂、筛面平整
支吊架减振弹簧
符合设备技术规定
振动器外观
设备完好固定牢固
受力均匀
减振弹簧安装
受力调整
安装角度偏差
4.9.4锤击、反击式碎煤机安装
锤击、反击式碎煤机安装。
2质量标准及检验方法见表4.9.4。
表4.9.4锤击、反击式碎煤机安装
锤
击
反
式
碎
各锤头与轴套
配合正确、摆动灵活
击锤顶端与栅板间距
用钢尺检测
打击板与反击板间距
击锤安装
部件无裂纹,螺栓连接牢固,有防松装置
观察
打击板安装
反击板安装
内衬板安装
操作门孔
密封良好、开关灵活
反击板调整装置
调整灵活、可靠
击锤或打击板平衡质量偏差
g
按设备技术文件规定,不得任意配装平衡重量
拉线并用钢板尺检测
纵横向水平偏差
≤1‰
用水平尺检测
减
振
层
材质
坚实、富有弹性,无裂纹,经防腐处理的枕木
接触要求
与基础机座接触严密
碎煤机找正
机轴水平度偏差
≤0.1
用精密水平仪检测
联轴节中心找正
符合DL/T5047-1995中7.2.6规定
使用百分表找正
注:
表中单位“g”表示“克”
4.9.5环锤式碎煤机安装
环锤式碎煤机安装。
2质量标准及检验方法见表4.9.5。
表4.9.5环锤式碎煤机安装
环
各部件外观
无漏焊、砂眼、裂纹
纵横中心偏差
不超过±
机体水平偏差
0.5‰边长(宽)
主轴水平度偏差
≤0.1%0轴长
锤环旋转轨迹圆与筛板间隙
20--25
转子两端轴承清洗、注油
清洗干净,灌油符合设备技术文件规定;
无规定时,用二硫化钼锂基脂
锤环对应排质量差
≤170
用秤计量
坚实、富有弹性,无裂纹,经防腐处理过的枕木
电机找正
4.9.6桥式螺旋卸煤机安装
桥式螺旋卸煤机安装。
2质量标准及检验方法见表4.9.6。
表4.9.6桥式螺旋卸煤机安装
轨
轨顶面标高偏差
用水平仪检测
轨距偏差
拉线,用钢板尺检测
两轨相对标高偏差
纵向水平度偏差
≤1‰长度
每隔10米测一点,用玻璃管水平检测
轨道接头错口偏差
顶面
侧面
垫压板、鱼尾板安装
螺栓紧固,防松装置可靠
桥架升降机构安装
桥架
跨度偏差
符合设备技术文件规定,无规定时≤8
水平对角线
符合设备技术文件规定,无规定时≤5
两侧链轮中心距差
链轮端面垂直度偏差
水平尺
辊轮滑道垂直度偏差
≤1‰滑道长度
减速机检查安装
4.9.7转子翻车机安装
转子翻车机安装。
2质量标准及检验方法见表4.9.7。
表4.9.7转子翻车机转子安装
托
辊
置
设备装配标志
清晰完整
中心距偏差
2
用精密水平仪、钢尺检测
平行度偏差
中心标高偏差
对角线
托辊
底座
安装面水平度偏差
≤0.5‰边长
标高偏差
转子进、
出口端盘
安装
组装要求
应按厂家标志
焊接
焊缝高度符合厂家资料要求,表面成型良好无裂纹、咬边、气孔、夹渣等缺陷
焊缝高度用焊缝检验尺检测,其他观察
垂直度偏差
用经纬仪检测
水平中心线两端高度差
进、出口端盘滚道中心距差
连接螺栓紧固力矩
N.m
符合厂家设备技术要求
用力矩扳手检测
托车梁、
压车梁、
及液压系统、
靠板安装
构架上拱度偏差
3
从中心拉钢丝线用钢板尺检测
构架的制作尺寸偏差
符合设备技术要求规定;
无规定时,≤5
钢卷尺测量
液压站、油缸安装
液压油管道安装
管道安装前应酸洗,内部清洁;
连接牢固、严密不漏
液压油品质
对油样进行化验
振动器
转子进出口火车钢轨与托车梁上钢轨安装
进车端
钢轨
错口
两钢轨间距偏差
符合设备技术要求规定,无规定时为5
出车端
两钢轨间距
符合设备技术要求规定,无规定时为10
传
动
齿块安装
按厂家编号顺序装配
相临牙齿周节差
用样板检测
齿块与圆盘连接
接合面
严密良好
用塞尺检测
间隙
≤0.05
小齿轮与齿块啮合
装配
符合图纸要求
接触面
齿高
%
≥50
色印检测
齿宽
齿侧间隙
2.5-4.0
径向偏差
用百分表检测
轴向偏差
≤0.10
4.9.8转子翻车机牵车台安装
转子翻车机牵车台安装。
2质量标准及检验方法见表4.9.8。
表4.9.8转子翻车机牵车台安装
牵
车
台
钢
两侧钢轨顶面标高偏差
钢轨水平度偏差
≤1‰牵车台钢轨长度
钢轨顶面标高
两侧钢轨中心距偏差
用钢卷尺检测
两侧钢轨对角线距偏差
两侧导向轮与侧轨间隙
从动轮组,主动轮组安装
减速机安装
定位装置液压缓冲器行程
车轮与铁靴接触时,两缓冲器同步工作,缓冲器压缩行程100
液压站安装
四组缓冲装置
控制牵车台停止,缓冲作用灵活、可靠、同步工作
限位装置
限位可靠,使牵车台钢轨和基础上钢轨对准
地面安全止挡器
4.9.9转子翻车机轻、重调车机安装
转子翻车机轻、重调车机安装。
2质量标准及检验方法见表4.9.9。
表4.9.9转子翻车机重、轻调车机安装
翻车
机重
、轻
调车机安
调车机钢轨及传动齿条安装
两行走钢轨标高偏差
两行走钢轨中心距偏差
传动齿条标高偏差
传动齿条直线度偏差
全长范围内±
传动齿条与两侧钢轨间距偏差
1
传动齿条上相邻齿间距
两行走钢轨与重、空火车钢轨中心偏差
符合设备技术文件规定,无规定时≤±
1.5
偏心轮与齿条侧面间隙调整
驱动电动机安装
小齿轮与齿条啮合
电缆滑线支架
地面终端机械止挡
牢固、可靠,并有缓冲装置
牵车臂
动作灵活、安全可靠
4.9.10转子翻车夹轮器安装
转子翻车机夹轮器安装。
2质量标准及检验方法见表4.9.10。
表4.9.10转子翻车机夹轮器安装
夹轮器安装
夹轮器安装标高
4.9.11水雾除尘装置安装
转子翻车机水雾除尘安装。
2质量标准及检验方法见表4.9.11。
表4.9.11水雾除尘装置安装
除尘装置安装
除尘水泵安装
除尘水箱安装
电磁阀安装
符合设备技术文件规定;
开关灵活、可靠
管道安装
符合厂家设备技术要求;
走向合理,工艺美观
喷嘴安装
4.9.12斗轮堆取料机设备检查
斗轮堆取料机设备检查。
2质量标准及检验方法见表4.9.12。
表4.9.12斗轮堆取料机设备检查
驱
减速机
符合DL/T5047-1995中7.2.8规定
注油泵
注油良好
夹轨钳
与轨道接触严密,操作灵活
转
盘
回
构
回转齿圈轴承
无裂纹、锈痕
蜗轮减速箱
斗轮俯仰油泵
泵体油室清洁,各部间隙符合设备技术文件规定
斗轮俯仰缸
液压马达
斗轮及悬臂输送机
斗轮轴承座滚动轴承
无锈蚀、裂纹等缺陷
电
滚
筒
油室清理
油室清洁
齿轮啮合
齿面接触符合设备技术文件要求
油位计
严密不漏
输送机托滚
转动灵活,轴承无锈蚀,密封良好
4.9.13斗轮堆取料机金属构架组合
斗轮堆取料机金属构架组合。
2质量标准及检验方法见表4.9.13。
表4.9.13斗轮堆取料机金属构架组合
门
座
架
座圈水平度偏差
中心线偏差
≤0.5‰总长度
对角线偏差
≤0.5‰回转盘直径
水平度偏差
回转轴承与下座圈组合
回转轴承与座圈装置
螺栓紧固,接触严密
座圈接触面间隙
在弧长900范围内,
在≤200区间塞试
上座圈平面倾斜度
≤0.5‰上座圈外径
组
合
宽度偏差
≤0.5‰宽度
≤0.5‰门架长度
吊线锤,用钢板尺检测
臂架组合
根部铰座中心偏差
4.9.14斗轮堆取料机安装
斗轮堆取料机安装。
2质量标准及检验方法见表4.9.14。
表4.9.14斗轮堆取料机安装
驱动台车、从动台车安装
同侧车轮直线性偏差
台车安装
台车与门架接触端面
≤0.5‰
门座架回转轴承安装
门座架
与台车中心偏差
≤1.5
焊接(门座架支腿、台车、上下座圈)
回转轴承中心与门座架中心偏差
吊线锤、用钢卷尺检测
转盘回转机构安装
传动齿轮
啮合接触面
≥65%
色印检查
≥50%
啮合间隙
压保险丝或塞尺检测
联轴节找中心
回转油泵
符合DL/T5047-1995中7.2.6规定
用钢板尺、塞尺检测
斗轮油泵
俯仰油泵
门柱俯仰缸安
门柱
与回转中心距偏差
用钢卷尺检测,以门柱中心为准
≤1‰门柱高
吊线锤,用钢板尺测
俯仰油缸轴线垂直度偏差
≤1‰油缸长度
臂架配重架安装
臂架
与门柱中心偏差
≤4
铰座与门柱焊接
配重架
焊缝高度符合厂家资料要求,表面成型良好,无裂纹、咬边、气孔、夹渣等缺陷
斗轮安装
斗轮
轴水平度偏差
挡煤板安装
与斗轮间隙均匀,不漏煤、不碰撞
紧固可靠,不松动
悬臂进料皮带机安装
皮带机落煤管中心
与转盘回转中心偏差
吊线锤,用钢卷尺测
4.9.15动态电子轨道衡安装
动态电子轨道衡安装。
2质量标准及检验方法见表4.9.15。
表4.9.15动态电子轨道衡安装
设
备
铸
件
表面状态
表面平整,无型砂、黏结物和裂纹,加工面无气孔、砂眼、疏松
油化层
油化防腐层完好
加工件
零件外观
不得有锐棱、尖角、毛刺、斑痕,及影响使用的机械损伤
零件热处理
热处理后不应有裂纹、起皮及超标准的变形、硬度降低
衡
底座安装
上表面水平度偏差
≤0.2‰底座长度
相对间距偏差
称梁安装
纵向、横向水平度偏差
≤0.2‰称梁长度
两称梁标高差
≤0.5
四根连杆水平度偏差
≤0.2‰连杆长度
4.9.16皮带输煤机安装
皮带输煤机安装。
2质量标准及检验方法见表4.9.16。
表4.9.16皮带输煤机安装
基础检查
基础检查划线
符合DL/T5047-1995中8.2.1规定
钢卷尺及经纬仪测量
件
≤0.5‰每段构架长度
放线后用钢板尺检测
10
水平度偏差
横向
≤2‰构架长度(宽)且全长≤10
纵向
滚筒轴中心线与皮带机长度中心线角度
保持垂直
拉紧装置安装
尾部拉紧装置
轴承滑移面平直,光洁、无毛刺,丝杆无弯曲,调节灵活
中部垂直拉紧装置
构架安装牢固;
滑道无弯曲,并平行;
滚筒轴承与滑道无卡涩,滑动升降灵活
配重框架及配重块安装
配重框架固定牢靠,配重块安放按设计规定
中心间距偏差
20
上下托辊水平度偏差
相临托辊工作面高度偏差
托辊架与皮带机构架连接
螺栓应在长孔中间并有斜垫和放松垫
托辊架卡槽与托辊轴头卡装严密,牢固不松动
落
斗
导
管
槽
部件外观
各部件应平整、光滑,无漏焊、变形
支吊架安装
应符合图纸要求,重量不压在导煤槽上
导煤槽安装
导煤槽应与皮带机中心吻合、且平行,两侧匀称,密封胶板与皮带接触不漏
法兰连接
法兰垫料严密,螺栓紧固,螺栓露出螺母丝扣适量
导向煤闸门安装
煤闸门操作灵活,开关标志正确
附件安装
清扫器安装
清扫器与皮带接触平齐、严密安装牢固
止回器安装
应符合图纸规定,安装牢固,动作灵活、可靠
 升级会员
升级会员 