津西H型钢凝固过程温度场和应力场模拟研究Word格式文档下载.docx
《津西H型钢凝固过程温度场和应力场模拟研究Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《津西H型钢凝固过程温度场和应力场模拟研究Word格式文档下载.docx(12页珍藏版)》请在冰豆网上搜索。
传热中存在的问题。
该过程二维非稳态热传输方程为:
…..
(1)
在结晶器上表面,假设钢水温度与中间包浇注温度(
)相等,也即
时,
。
结晶器内边界条件属于第二类边界条件,表达式为q=a-b
式中a为经验常数,b是结晶器冷却水量、冷却水温差、铸坯结构尺寸等参数的函数。
在二冷区,边界结点热流通量与边界温度成线性关系,即
式中
为铸坯表面温度;
为冷却水温度;
为铸坯与水之间的给热系数,这里取
,其中w为水速,该值可由冷却水量、冷却水温等参数计算得到。
在空冷区,以辐射传热为主,辐射传热热流密度采用四次方定律。
上述连铸过程数学模型基于下列假设:
铸坯两相区和液芯对流传热靠增大钢液导热系数4倍进行考虑;
仅随温度变化;
忽略结晶器振动、结晶器锥度和凝固偏析的影响;
忽略弯月面的影响;
视弯月面处熔融金属的温度为浇注温度。
2.3应力场数学模型
连铸应力过程数学模型可以预测铸坯坯壳内的应力和应变分布,为所生产的连铸坯质量,尤其是铸坯裂纹的产生提供非常重要的数据。
本文采用二维瞬态热弹塑性方程进行模拟计算。
计算过程中考虑了钢水静压力对凝固坯壳的影响;
采用vonMises屈服准则来计算钢的应变强化。
总应变方程为:
(2)
其中
分别代表弹性应变量、塑性应变量、热应变量[2]。
3模拟结果
根据生产现场连铸过程数据(表1)对H型钢连铸温度场和应力场进行了模拟。
表1输入参数
单位
数据值
铸坯类型
BB1
金属
Q235b
结晶器有效长度
mm
700
结晶器宽面水量消耗
l/s
30
结晶器窄面水量消耗
16.7
二冷一段长度
660
二冷一段冷却水量
4.22
二冷二段长度
1500
二冷二段冷却水量
3.13
二冷三段长度
2400
二冷三段冷却水量
1.90
二冷四段长度
二冷四段冷却水量
0.78
二冷五段长度
二冷五段冷却水量
0.35
矫直点距结晶器液面距离
m
19.14
拉速
m/min
0.98
浇注温度
℃
1549
液相线温度
1519
固相线温度
1464
3.1温度场模拟结果及验证
为了验证铸坯传热计算过程的合理性,在模拟过程中先取H型钢的几个特殊点(图1)对计算结果进行验证。
图2列出了计算得到特殊点的温度历程图,表2对计算温度和实测温度进行了比较。
由表2可以看出热模拟计算温度与实测温度比较吻合。
图3-6分别列出了几个位置的温度等值线图。
图1H型钢铸坯横断面计算网格划分及特殊位置点
图2铸坯上特殊点位置的温度历程
2计算温度与实测温度比较
测温位置
铸坯测温点
计算温度(℃
实测温度(℃
绝对误差
相对误差(%
二冷出口处
(距离结晶器液面10.06米,对应图1中616秒
腹板表面
851
829
21
2.53
翼缘表面中心
810
780
3.85
窄面表面中心
994
975
19
1.95
1号矫直机前
(距离结晶器液面16.19米对应图1中991秒
腹板表面中心
808
28
3.59
R角
963
935
2.99
732
735
-3
-0.04
954
885
69
7.8
2号拉矫后
(距离结晶器液面19.64米对应图1中1202秒
903
904
-1
-0.11
703
690
13
1.88
896
895
1
0.11
4号拉矫后
(距离结晶器液面24.39米,对应图1中1493秒
836
850
-14
-1.65
669
650
2
830
图3结晶器出口处温度场
图4二冷三段出口温度场
图5二冷五段出口温度场
图6矫直点温度场
3.2应力场模拟结果及验证
图7-10列出了铸坯在几个特殊位置的等效应力场和等效应变场。
由应力、应变的计算结果可知,铸坯在翼缘和腹板中心产生裂纹的趋势最大。
图7结晶器出口等效应力、应变场
图8二冷三段出口等效应力、应变场
图9二冷五段出口等效应力、应变场
图10矫直点等效应力、应变场
4裂纹产生的原因和冷却方案改进
综合分析H型钢连铸温度场和应力场模拟情况,腹板中心产生表面裂纹的主要原因是腹板位置冷却强度较大,导致在矫直点温度附近铸坯表面温度较低。
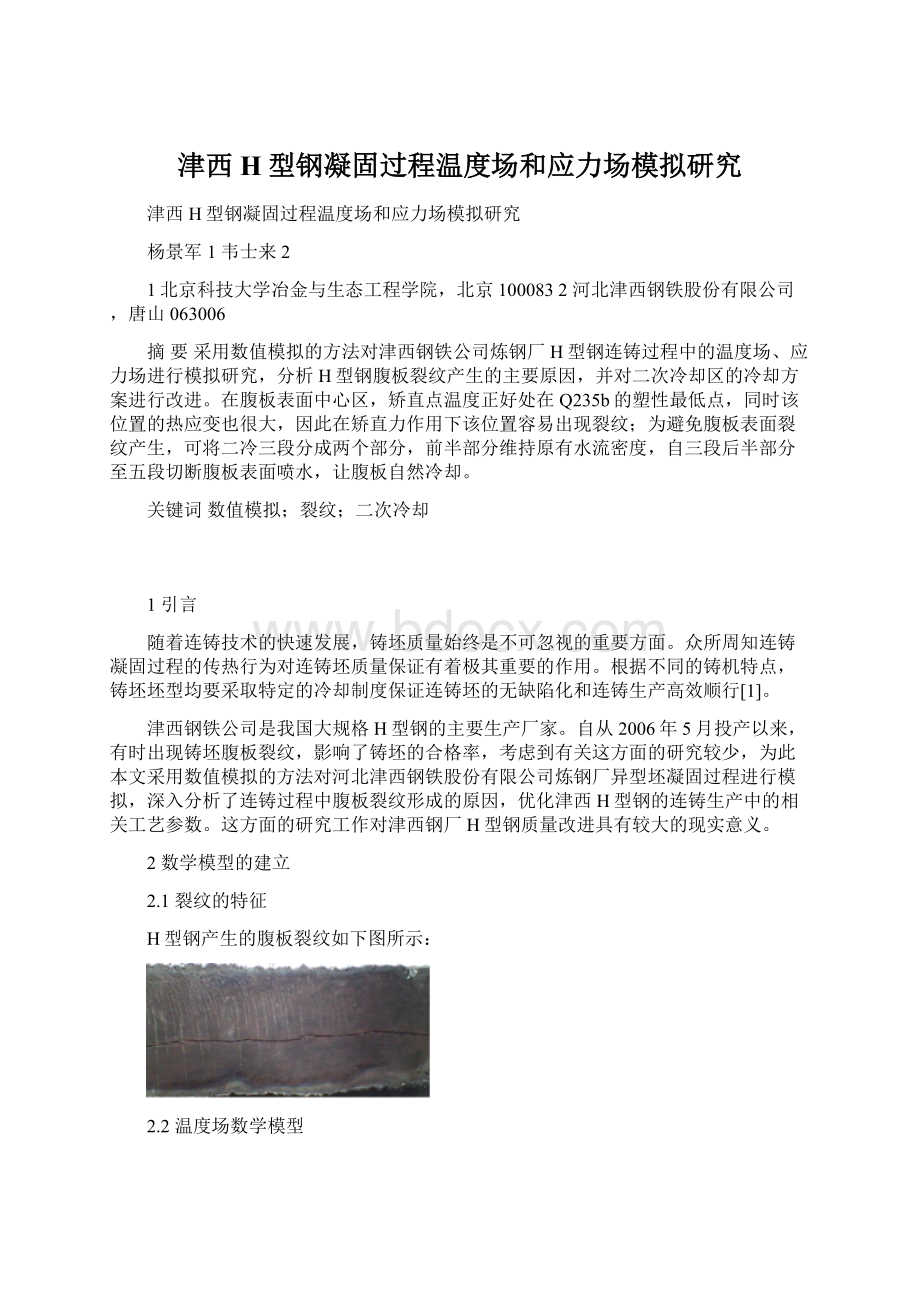
腹板表面中心区矫直点的温度仅为780℃,该温度正处于Q235b塑性最低点,再加上铸坯在腹板位置本身热应变很大,因此在矫直力作用下该位置最容易出现裂纹。
铸坯翼缘部分虽然热应变最大,但其温度值(最高716℃)低于Q235b的低延展区温度,因此该处产生裂纹的几率比腹板位置小[3]。
根据以上计算和分析,为避免腹板中心出现裂纹,需要对二冷区的冷却方案进行调整。
通过更换或减少腹板位置喷嘴的方式来达到降低腹板表面热流,提高腹板温度的目的,但其成本高且操作过程的控制难度大。
可以采用从二冷的某一部分切断腹板的喷水,让腹板自然冷却。
[4]
5结论
(1)采用数值模拟的方法对连铸温度场合应力场模拟,结果显示异型坯腹板处冷却强度过大,容易导致裂纹产生,应对异型坯连铸的冷却制度进行优化;
(2)在腹板表面中心区,矫直点温度正好处在Q235B的塑性最低点,同时该位置的热应变也很大,因此在矫直力作用下该位置容易出现裂纹;
(3)为避免腹板表面裂纹产生,可将二冷三段分成两个部分,前半部分维持原有水流密度,自三段后半部分至五段切断腹板表面喷水,让腹板自然冷却。
参考文献
1王宝林,麻永林.大方坯连铸过程中铸坯传热及凝固行为的研究.包头钢铁学院学报,2002,21
(2):
121-126
2张先棹.冶金传输原理.北京:
冶金工业出版社,2000
3蔡开科.连铸二冷区凝固传热及冷却控制.河南冶金,2003,11
(1),1-10
4蔡开科.连续铸钢原理与工艺.北京:
冶金工业出版社,1994
SimulationofTemperatureFieldandStressFieldduringSolidificationofHTypeSteelinJinxiSteel
YANGJingjun1,WEIShilai1
1MetallurgicalandEcologicalEngineeringSchool,UniversityandScienceTechnologyBeijing,Beijing100083,China
2HebeiJinxiIronandSteelCo.,LtdTangshan063006,China
ABSTRACTNumericalsimulationisappliedtosimulatethermoprocessandstressprocessduringcontinuouscastingofHtypesteelinthesteelmakingplantofJinxiSteel,toanalyzeprimarycoursesoftheformationofcracksinHtypesteelandtomodifythecoolingprocessofsecondarycoolingzone.Inthecenterofsurface,thetemperatureofrectificationpointisatthelowestductilitypointofQ235b.Meanwhile,thermostrainoftheabove-mentionedpositionisveryhigh,socracksarelikelytoforminthispositionunderrectificationpower.Toavoidtheformationofsurfacecracks,thethirdsectionofsecondarycoolingcanbedividedintotwoparts.Watersprinklingdensityoftheprecedingpartremains.Surfacewatersprinklingofthesucceedingpartofthethirdsectiontothefifthsectionofsecondarycoolingisshutofffornaturalcooling.
KEYWORDSnumericalsimulation;
crack;
secondarycooling
 升级会员
升级会员 