常见焊条焊丝型号牌号对照一览表文档格式.docx
《常见焊条焊丝型号牌号对照一览表文档格式.docx》由会员分享,可在线阅读,更多相关《常见焊条焊丝型号牌号对照一览表文档格式.docx(61页珍藏版)》请在冰豆网上搜索。
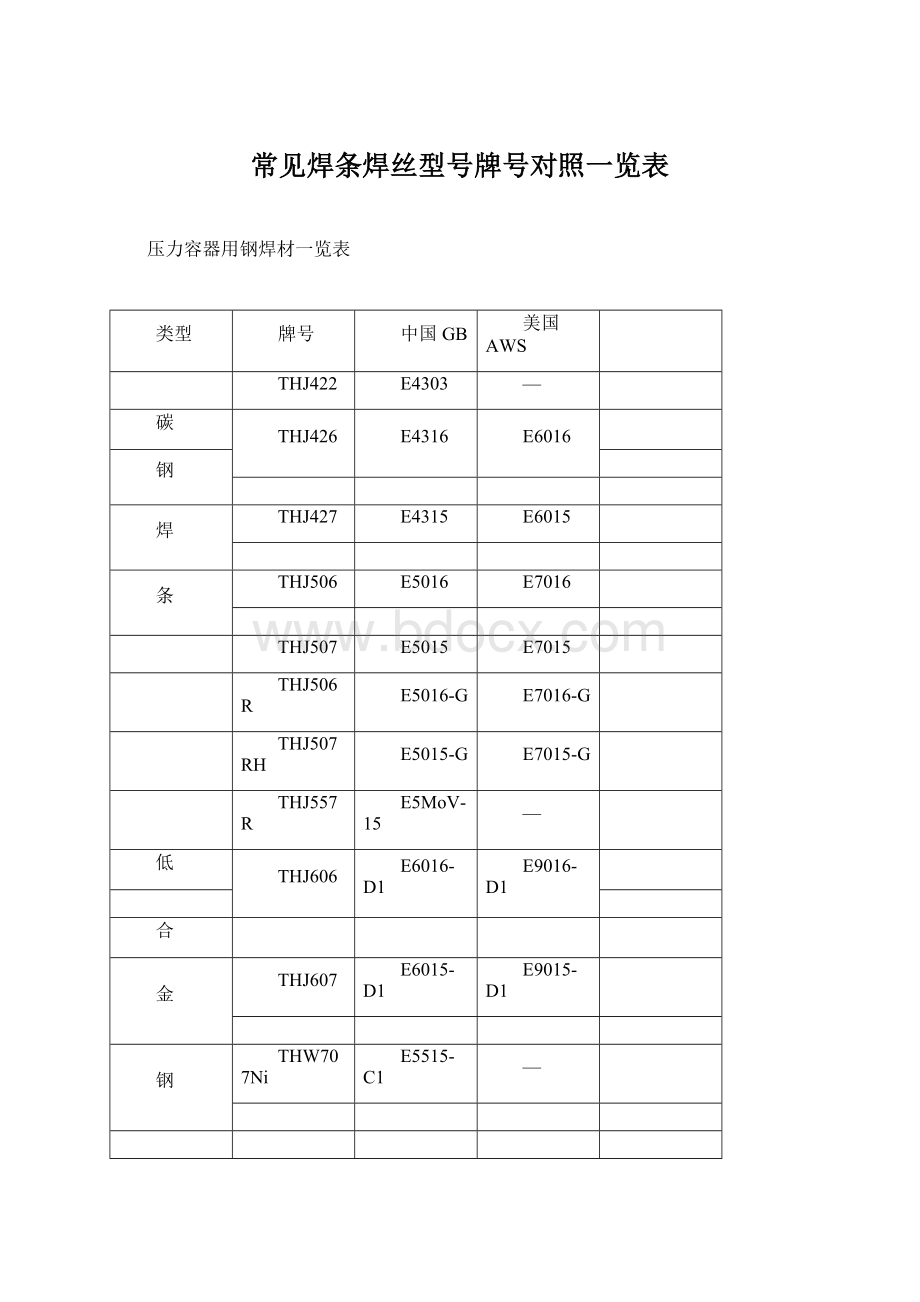
E5515-C1
THR207
E5515-B1
E8015-B1
THR307
E5515-B2
E8015-B2
THR317
E5515-B2-V
THR407
E6015-B3
THR507
不
锈
气保护
实芯焊丝
THA002
E308L-16
THA022
E316L-16
THA102
E308-16
THA107
E308-15
THA132
E347-16
THA137
E347-15
THA202
E316-16
THA207
E316-15
THA212
E318-16
THA242
E317-16
THA302
E309-16
THA307
E309-15
THG202
E410-16
THQ-G2Si
EN440G384MG2Si
THQ-50CG4
EN440G383CG4Si1
氩弧焊焊丝
型号
GB
THT49-1ER49-1
THT-10MnSiER50-G
THT50-6
ER50-6
(TIG-J50)
THT55-B2ER55-B2
THT55-B2VER55-G
THT-307
H09Cr21Ni9Mn4Mo
THS-307
THT-307Si
H10Cr21Ni10Mn6Si1
THS-307Si
THT-308
H08Cr21Ni10Si
THS-308
THT-308L
H03Cr21Ni10Si
THS-308L
THT-308LSi
H03Cr21Ni10Si1
THS-308LSi
THT-309
H12Cr24Ni13Si
THS-309
THT-309Mo
H12Cr24Ni13Mo2
THS-309Mo
THT-309L
H03Cr24Ni13Si
THS-309L
THT-309LSi
H03Cr24Ni13Si1
THS-309LSi
类别
碳钢焊丝
珠光体耐
热钢焊丝
不锈钢焊丝
主要用途
用于船舶、石化、核电话等高压管的对接及角焊
用于薄板及打底焊接结构
用于管道、平板等需作抛光度准确时的焊接
用于工作温度550℃以下的锅炉受热面管子蒸汽管道,高压容器,石油精练设备结构的焊接
用于防弹钢、覆面不锈钢及碳钢异材的焊接
用于高锰钢、硬化性耐磨钢及非磁性钢的焊接
用于308、301、304等不锈钢结构的焊接
用于304L、308L等不锈钢结构的焊接
用于改善填充金属的工艺性、焊接操作性及流动性
用于异种钢的焊接,如碳钢、低合金钢与不锈钢的焊接
用于Cr22Ni12Mo2复合钢以及异种钢的焊接
用于309S、1Cr13、1Cr17、低碳不锈钢、低碳覆面钢以及异种钢的焊接
用于309型不锈钢以及304型不锈钢与碳钢的焊接
THT-309LMo
用于异种钢的焊接或韧性较差的马氏体、铁素体不锈钢的焊接
H03Cr24Ni13Mo2
THS-309LMo
THT-310
用于高温条件下工作的耐热钢以及
1Cr5Mo、1Cr13等不能进行预热及后热处理的焊接
H12Cr26Ni21Si
THS-310
THT-312
用于异种母材不锈钢覆面、硬化性低合金钢以及焊接困难或易发生气孔情况的焊接
H15Cr30Ni9
THS-312
THT-316
用于磷酸、亚硫酸、醋酸及盐类腐蚀介质结构的焊接
H08Cr19Ni12Mo2Si
THS-316
THT-316L
用于尿素、合成纤维等结构及不能进行热处理的铬不锈钢及复合钢的焊接
H03Cr19Ni12Mo2Si
THS-316L
THT-316LSi
用于相同类型不锈钢以及复合钢结构的焊接
H03Cr19Ni12Mo2Si1
THS-316LSi
THT-317
用于重要的耐腐蚀化工容器的焊接
H08Cr19Ni14Mo3
THS-317
THT-317L
H03Cr19Ni14Mo3
THS-317L
THT-321
用于304、321、347型不锈钢以及耐热钢的焊接
H08Cr19Ni10Ti
THS-321
THT-347
H08Cr20Ni10Nb
THS-347
THT-410
用于410、420型不锈钢以及耐蚀耐磨表面的堆焊
H12Cr13
THS-410
THT-420
用于Cr13马氏体不锈钢耐腐蚀性材料的堆焊
H31Cr13
THS-420
THT-430
用于腐蚀(硝酸)、耐热同类型不锈钢表面堆焊
H10Cr17
THS-430
THT-2209
用于含Cr22%双相不绣钢的焊接
H03Cr22Ni8Mo3N
THS-2209
碳钢焊条
熔敷金属化学成分(%)(≤)熔敷金属力学性能(≥)
C
Mn
Si
S
P
Rel/RP0.2
Rm
A
AKV
其余
MPa
%
J
J421
E4313
0.10
0.32/
0.30
0.030
0.035
355
440/
22
0℃
0.55
570
47
THJ421X
0.040
330
420
17
27
THJ421Fe18
E4324
0.12
0.30/
0.35
0.60
0.25
THJ422GM
THJ423
E4301
-20℃
THJ425X
E4310
0.20
-30℃
E4311
1.25
0.90
特点与用途
焊接低碳钢结构,特别适用于薄板小件及短焊缝的间断焊和盖面焊。
可全位置焊接
焊接低碳钢及镀锌板,特别适用于薄板的立向下焊及间断焊
适用于船体结构低碳钢和其他相应等级的普通低碳钢的平焊、平角焊
焊接较重要的低碳钢结构和强度等级相当的低合金钢结构,如09Mn2等。
适用于海上平台船舶、车辆、工程机械等表面装饰焊缝的焊接
通途同THJ422,但其立焊操作性能稍次于THJ422,价格较THJ422低廉
适用于低碳钢管及低合金管环缝,全位置立向下焊接。
底层焊时单面焊双面成形操作容易
焊接重要的低碳钢及低合金钢结构,焊缝具有良好的力
27学性能和抗裂性能,可全位置焊接
THJ427E43150.101.250.900.0350.040—33042022
THJ501Fe15E50240.121.250.900.0350.040—40049017
THJ501Fe18E50240.121.250.900.0350.040—40049017
THJ502E50030.121.250.300.0350.040—40049020
E50100.50/
THJ505X0.200.300.0350.040—40049020
E50111.00
THJ506E50160.121.600.750.0350.040—40049020
THJ506-1E5016-10.121.600.750.0300.030—40049020
500/
THJ506Fe-1E5018-1
1.60
0.65
0.0300.030
640
THJ506DE50160.121.600.750.0350.040—40049022
THJ506XE50160.121.600.750.0350.040—40049020
用途和特点同THJ426,采用电源为支流反接
0℃焊接相应强度的碳钢及低合金钢结构,适用于平焊、平
27角焊。
熔敷效率为150%
用途用THJ501Fe15,熔敷效率为180%左右
0℃焊接较重要相应强度的碳钢及低合金纲结构,可全位置
27焊接
-30℃焊接相应强度碳钢及低合金钢管环缝的全位置立向下
27焊接,底层焊时单面焊双面成形操作容易
-30℃适用于中碳钢及低合金钢结构的全位置焊接,焊缝具有
27良好的力学及抗裂性能
-46℃
适用于低温高韧性材料的全位置焊接
-50℃用途同THJ506-1,药皮中含有铁粉,可提高焊条熔敷
效率,工艺性能好
-30℃专用于中碳钢及低合金钢结构的底层打底焊接,单面焊
双面成形操作容易
-30℃特别适用于立向下角焊缝和搭接焊缝,焊缝成形美观,
47低氢型药皮的立向下焊专用焊条
THJ506Fe
E5018
0.75
400
490
用途同THJ506,可进行全位置焊接,药皮中含有铁粉,
可提高熔敷率。
THJ506Fe13
E5028
用途同THJ506,适用于平焊和平角焊接,药皮中含有
铁粉,可提高熔敷效率
THJ506Fe16
用途同THJ506,适用于平焊和平角焊缝,焊条熔敷率
为160%左右
0.85/
适用于中碳钢及低合金钢结构的全位置焊接,
焊接电源
为支流反接。
焊缝具有良好的力学性能和抗裂性能
1.40
THJ507-1
E5015-1
适用于碳钢或低合金钢及船用
A、B、C、D、E级钢重
要结构。
低合金钢焊条
牌号型号熔敷金属化学成分(%)(≤)熔敷金属力学性能(≥)特点与用途
-40℃
E5003-G
Cu0.20/0.50
425
540
耐候钢专用焊条,用
THJ502WCu
0.30/0.90
0.40
(例
35
于铁路耐候车辆的焊
W0.20/0.50
(例值)
(TB)
值)
接
535
THJ502NiCu
36
Ni0.20/0.50
Cr0.20/0.50
530
主要用于耐候的铁路
THJ502NiCrCu
机车车辆的焊接
THJ506NiCu
0.70
0.025
Cu0.20/0.40
390
用于碳钢及50Kg
级
耐候钢的焊接
用于50Kg级耐候钢
THJ506NiCrCu
0.020
Cr0.30/0.80
500
60
的焊接
20
THJ506NH
0.50/1.30
Cu0.20/0.35
≥25
0.0200.030
230
Mo0.30/0.50
(600
(600℃)
℃)
1.00/1.50
0.50
0.0250.030
Ni0.45/0.80
THJ506RK
THJ507R
-20℃该焊条是50公斤级耐
47火耐侯钢配套的专用
焊条,主要用于要求耐火耐侯的重要钢结构的焊接
适用于采油平台船舶及高压容器等重要结构的焊接。
可用于低温高韧性材
47料的焊接
THJ507CuP
0.80/1.30
0.06/
THJ507MoNb
0.60/1.20
Mo0.30/0.60
Nb0.03/0.15
THJ507MoWNb
Nb0.01/0.04
0.85/1.30
0.45
B0.0005/0.0015
B
Mo0.40/0.60
THJ556
E5516-G
≥1.00
0.30/0.70
440
THJ556R
1.00/1.80
Ni0.85
THJ556RH
Ni0.60/1.20
用于船舶、桥梁、高
-40℃压管道、压力容器、
47锅炉、海上平台以及其它重要结构的焊接
用于铜磷系列抗大
气、耐海水腐蚀的钢
结构的焊接
用于抗硫化氢、抗氢、
氮、氨、及氢介质腐
常温
蚀用钢的焊接如
12SiMoVNb、
15MoV等
用于中温高压耐氢、
氨介质腐蚀的焊接如
12SiMoVNb等
焊接中碳钢及相应强
度的低合金钢结构,
如15MnV等
用于低温高韧性材料
及相应强度等级的低
合金钢的焊接
54
用于55kg级耐候钢的
THJ556NiCrCu
Cr0.30/0.90
550
焊接。
Ni0.20/0.60
E5515-G
 升级会员
升级会员 