非标门质量管理办法0412Word下载.docx
《非标门质量管理办法0412Word下载.docx》由会员分享,可在线阅读,更多相关《非标门质量管理办法0412Word下载.docx(21页珍藏版)》请在冰豆网上搜索。
单门4-5㎜
子母门5-7㎜,四开8-10㎜
电解板适当放大间隙
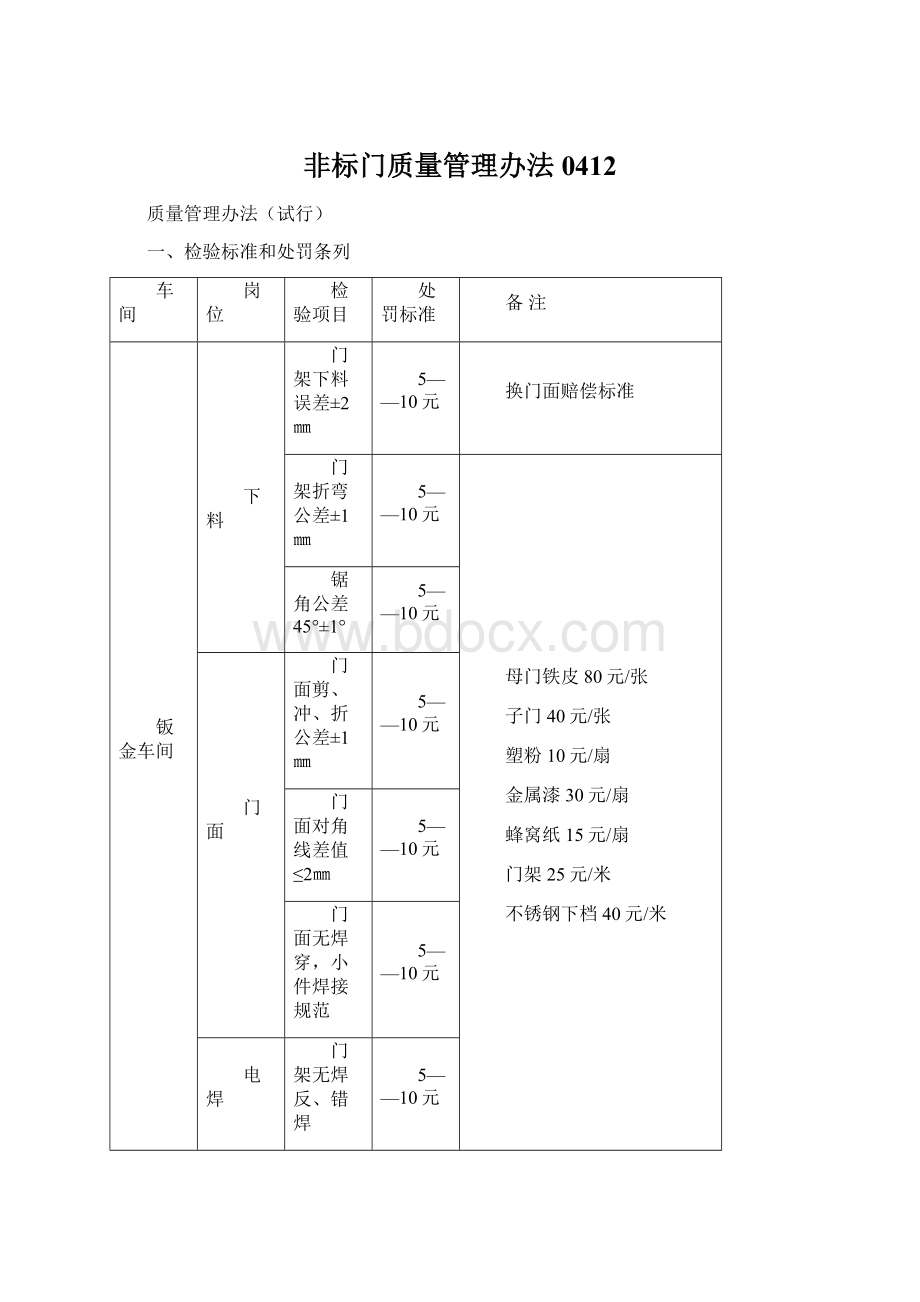
5——20元
电焊未配门,出现问题
按当月产量。
0.5元/樘计算,最底处罚100元
电焊封闭门架必须以封闭汽窗为准,控制间隙在3mm以内
20元
焊接复合门直档和横档要求合缝
10元
焊接时不得有虚焊、焊穿或焊疤过大,要求拉焊的地方不能用点焊
磷化
磷化门架、门面必须无锈疤、无磷化渣,无发黄等
出现批量事故的处罚50—300元
胶合
胶合无空响、波浪;
无错位、偏位、胶水溢流
打磨
门面焊点、焊疤打磨平整无点纹状;
门面无焊渣、胶迹;
明显凹点必须批灰;
批灰平整、光滑;
发现凸起位置要修整至平滑。
表面一区
喷塑
喷前表面质量:
无锈迹、油渍、粉灰、灰疤,无凹包、划伤、变形
留入下一道接收人负责
无露底颗粒、粉堆、掉粉、沙粒坑洼;
无错喷、色差
转印
喷塑表面质量:
不允许有粉堆、凹包、变形漏底及明显颗粒
10元/次
贴纸:
转印纸不能贴错,要贴直、抹平、气泡大小不超过5㎜
横竖交叉重叠不超过5㎜
歪斜不超过2㎜
5元/次
割刀:
要准、直、刀痕不能太深(无明显手感)门架拼花处要求45°
割刀;
批灰平整、光滑
打水磨
转印质量:
无转印不到位,无木纹模糊现象,无明显刀痕,木纹歪斜现象,无黑影、无漏印、无凹包、划伤、变形
10元/个
打水磨质量:
表面用600﹟砂纸打磨,凹槽用百洁布打磨,打好的表面必须有砂纸打的痕迹和发白的现象
5元/个
清洗质量:
打磨后必须用清水冲洗,不允许有粉尘、泥水胶水(迹)
油漆
油漆质量:
油漆饱满,均匀、油漆挂流不能超3㎜,无漏喷(用眼看不到砂纸痕迹)
无色差、无颗粒(无明显手感)
表面二区
仿铜拉丝
喷前表面:
无凹包、划伤、变形、无锈迹、油污、灰疤
底漆:
油漆饱满、无色差、喷拉丝黑要均匀,不要太黑
拉丝:
拉丝丝条清晰要直、无杂乱歪斜、边角无拉漏底现象,无色差
油漆:
油漆饱满,厚薄均匀,无漏喷、无颗粒(无明显手感)
覆膜
门面上半部要求无凹包、划伤变形
无漏底、漏印、无颗粒
油漆饱满、无漏喷、无流挂
门面或门面之间无色差
装配车间
皮条未粘好
胶水溢流
铰链、插销未加黄油
打磨不规则,毛刺未洗除,打磨口未涂黄油
装配后门开启有较大弹性
门铃未调试就安装或装反
门缝隙未按要求调均匀
锁叉开启不灵活,锁不灵活
铰链螺丝未拧紧造成门松动的
铰链未垫实的
打磨铁屑未清理干净
操作不规范造成碰伤划伤能修复的
下档踩变形的
门铃、猫眼、锁具漏装
二、质量管理办法
1、总质检职务说明书
总质检职位说明书
职务名称:
总质检
所属部门:
质检部
直接上级职务:
总经理
工作目的:
负责控制生产原材料和生产过程中的质量,确保合格的成品出厂。
工作要点:
1、执行公司的各项规章制度及总经理指令,定期向上级汇报工作。
2、全面负责各生产车间的检验监督工作(装配主管对出厂前的成品进行全检,确保合格的成品出厂,不合格的成品坚决不予出厂)。
主要卡点在配门打磨区、覆膜区、装配出厂检验的监督、指导和培训工作。
3、制定原材料、各道工序、成品检验标准和管理办法(处罚措施)。
4、制定本部门的质量管理办法。
5、参与新产品的评审及客户订单评审。
6、做好客户质量投诉的调查、处理及改善对策的拟定与跟踪,客户抱怨整改率达100%。
7、配合人事部抓好全员质量教育工作。
定期组织对检验人员、车间、员工、操作工等质量教育培训,强化质量管理,提高公司全员质量意识和质量管理水平,加强质量人员培训考核
8、负责公司质量事故的(本部门责任)退货处理。
参与由于产品引起质量异议、退货、索赔等质量事件的处理。
组织调查、分析、仲裁、协调本部门的质量纠纷,并明确的提出处理意见(包括对本部门的行政处理意见)。
9、完成上级交办的临时性任务。
工作完成结果及衡量标准:
1.每日向企管部汇报前一天的质量情况(出厂日报、质量日报),重大事情向总经理汇报。
督促生产部门对异常事故进行处理(包括事故原因确认、整改方案、对当事人进行培训教育和责任追究)
2.每日参加生产碰头会、早会、周会并参加有关会议,并把质量及时反馈给生产部门。
3.每月对质量进行统计和分析,定时召开质量分析会议
4、建立和健全部门管理制度和规范
5、定期总结部门工作,并向总经理提交管理建议
6、了解工作情况及有关本部门工作的数字。
7、关心本部门工作人员的思想、生活和待遇。
需要制定的制度
1、本车间各道工序质量检验标准和处罚标准。
2、本车间质量管理办法
3、原材料、成品检验标准
4、其他制度
工作权限
1.服从全面质量办公室的指挥;
2.有权拒绝无关人员进入工作辖区;
3.有权制止任何人在辖区内的违纪行为;
4.有权调动、安排部门人员工作;
5.对车间员工的质量奖、惩有决定权。
对异常事故的监督权、纠正权(事故原因分析和处理办法)、处理权(包括对批量事故停止生产活动、责任追究的权利)。
6、对本部门员工的考勤、加班有审核权,对本部门员工的雇、辞有审核权,对质检员的任免有直接建议权。
任职要求:
生理:
年龄:
25岁至50岁
性别:
男
身高:
不限
体重:
与身高成正比,在正常范围内均可
外貌:
五官端正
健康状况:
健康
知识技能及经历要求:
1、高中以上文化,相关行业5年以上管理经验,1年门业管理经验。
2、车间生产主管或质检以上职位的工作经历
3、对现场管理有实际操作经验
4、具有良好的亲和力,工作果敢、干练
5、思维活跃、敏捷,能清楚、准确下达工作指令
技能:
1、熟练运用电脑化办公。
综合素质:
1、良好的职业道德,端正的工作态度,严守企业秘密
2、良好的交际、沟通、协调能力,能有效对下属进行工作指导及培训
3、良好的统筹全局的管理能力
4、有胆识、有魄力,勇创新
其它要求:
1、社会背景良好
2、忠诚、可靠、自信
3、考核指标:
成品合格率、成本控制率、员工稳定率、核心员工稳定率、异常问题及时反馈(监督生产部门解决)率、退货率、6S管理、制度完善程度
2、组织机构图
仓库(耗材、门面)
表面车间(一、二区)
装配车间(一、二区)
3、质量管理制度
为了进一步提高产品质量,特制定本管理办法和要求如下:
总则:
第一条:
操作工在操作前要看清《生产任务单》的各项要求,必须熟悉本道工序和上道工序检验标准,对上道工序进行检验后再进行操作。
第二条:
1、本道工序发现凹点、划痕、刮伤、月亮弯等人为缺陷,一律由本工序承担责任,予以处罚5——20元/扇。
2、表面、装配车间需要用车拉的门面,一车最多只能装12扇,中间必须用蜂窝纸隔开,禁止野蛮操作,一经发现处罚50——200元。
拿门架时必须二人共同操作(不能一个人拿),发现的处罚5——20元。
3、及时发现的上道工序不合格的,本道工序有权拒绝接收和免于处罚(及时发现上道工序不合格的的可以适当奖励,非下道工序员工发现的可以全额奖励)并报告车间主管进行签定、处理。
不能修复(报废)、修复后明显有痕迹的、重新返工的、主管要对当事人进行处罚。
4、各主管监督好剪板、磷化、打磨(门架)、覆膜、二区检验的编号(书写不清、重复、凑写、登记错误)。
有编号不清的现象视情罚款5——20元/扇、个,对连续发生多起编号不清的主管负连带责任。
5、报废补料(包括门架、门面)的一律由厂长签字生效。
仓库凭厂长的审批单发放。
报废一个月内可以利用的罚款20元/张(包含差价,由仓库主管证明)。
6、出了本车间的质量事故当事人承担80%,当事责任人的直接领导负20%责任。
第三条:
1、覆膜前要做好(颜色、颗粒、漏印、流挂、橘皮、漏底等)表面检验,严把质量关。
2、装配、包装工要对出厂前进行检验。
3、打磨组要对钣金的质量进行控制(凹点要进行批灰或拒绝接收,门缝隙不对的要报告主管不能接收)如流到表面喷塑发现的负责上道工序负责10%——30%。
表面喷塑后接收的由表面车间负责。
第四条:
客户反馈(退货的)一律遵循以下原则进行处理
1、赔偿全部的直接损失(包括成本、运费、客户赔偿)。
2、能够查明或能够辨别责任人的按主、次、连带责任划分。
不能查明的按平均分配。
3、客户退门的按损失总额的比例赔偿(员工30—40%,装配主任20%,当事车间主管10%——30%,下道工序或其他应该发现而不能发现的5%——20%,厂长10%,总质检5%(车间质检20%——30%),副总(包括企管部、总助等专门职能管理部门5%。
第五条:
质量事故(批量)
1、三个(件)以上或直接损失500元以上的事故均属(批量)质量事故。
2、批量事故操作工负主要(50%以上),主管、班组或车间质检员负次要责任(20%——40%)、下道工序负责10%——30%总质检负连带责任。
损失在1000元以上的批量事故生产部及相关管理岗位人员负连带责任。
3、钣金车间要经常检查模具是否磨损。
如因模具不好检查中发现产品毛刺太长的视情罚款20——200元,主管负连带责任。
第六条:
单个质量事故
操作工负全责。
各岗位(工序)连带责任参照五条2款。
第七条:
返工(包括报废)、客户投诉、退门程序
1、退门程序
客户反馈和退门的由接单员填写《质量事故售后服务处理单》
2、返工单(表三)
第八条:
质量管理委员会的组织
1、委员会可以随时申请企管部召开质量事故分析和专题会议。
2、各委员会委员在日常生产活动中发现质量异常的有权监督和建议质检部进行跟踪处理。
3、质检部每周组织委员会成员(不少于2个)2——4次到现场去巡查抽检,对异常原因可以当场做出处理意见。
第九条:
本制度由企管部负责解释,总经理批准后施行。
本制度自2010年5月13份起执行。
售后服务勘察与处理单
受理部门
客户服务中心
受理编号
日期
投诉客户
联系人
电话
投诉类型
○规格不符○交货延迟○品质不良
○误装○短装○包装不良
○服务不佳○其他
型号
色别
投诉内容:
受理人:
客户确认:
勘察结果和事故原因:
(销售部会同生产、质检、技术部门填写)
○现场认定○发送图片○退回
填写人:
证明人:
处理意见:
(责任部门填写)
日期:
处理结果(生产部门填写):
内部责任追究/纠正预防措施(销售经理或总经理填写):
表一
奖励申请单
受奖励人员
所在部门
岗位
受奖励原因
奖励金额
申报人
审核人
申报时间
企管部意见
备注:
1、此表由受奖励人员的上级主管填写。
2、奖励200元以下企管部批准生效。
200元以上或集体奖励总经理批准生效。
-----------------------------------------------------------------------------------
处罚申请单
受处罚人员
受处罚原因
处罚金额
上级意见
1、此表由受处罚人员的上级主管或企管部(包括质检、办公室)如实填写。
2、记大过(不含)以上的由总经理批准生效,记大过以下的由企管部批准生效。
表二
方圆门业返工申请表
申报车间:
差错车间:
客户:
编号:
名称:
返工原因:
特要求返工
申报日期:
年月日
生产部(退)返工门报表
名称:
返工原因:
———————————————————————————————————
——————————————————————————————————————————————————————————————————————————————
责任人:
————赔偿金额:
—————————
运费:
——————
返工工序工资(由主任填写):
———————————————————————————————————————————————————————————————————————————————————————————————————————————————————————————
时间安排
要求完成时间
实际完成时间
主任签字
门架
表面车间
金属漆
装配
上一车间完成后连同报表一同交接下一车间,完成后交回厂部,上报财务各工序返工按加急门进行,未按规定时间完成者,按每日、每个返工门20元处罚。
生产部:
销售部日期:
----------------------------------------------------------------------------------------------
表三:
(返工和退门由质检部负责跟踪)
时间
单号
异常描述
处理结果
月日
1、此表由总质检填写。
每日发生异常事故车间上报总质检,总质检把各车间的情况碰头会时反馈给生产部。
2、对批量或重大事故总质检因在第一时间通报各部门(生产、企管、总经理)并以委员会名义公布结果。
3、每周一上午前总质检必须对一周的质量异常发生情况汇总报送到企管、生产、和总经理室。
质量异常事故统计单
质量巡查表(月日)
带队
参加成员
巡查范围
□钣金车间□打磨□表面一区□表面二区□装配一区□装配一区
□门面仓库□门架仓库□门面仓库
各部门存在质量异常(带队填写):
巡查人签字:
整改意见和要求(责任部门主管填写):
厂长签字:
责任部门签字:
最终处理结果(带队人填写):
1、总质检带领各委员会成员(不少于2人,每周2—4次)不定时检查。
2、各部门要对委员会检查出的问题必须做出整改意见(3个不放过的原则)。
对不予整改或拖延时间的委员会可以对部门领导、当事人做出行政责任追究。
3、此表由总质检跟踪完成后交给企管部通报和汇总。
 升级会员
升级会员 