仿真练习Word格式.docx
《仿真练习Word格式.docx》由会员分享,可在线阅读,更多相关《仿真练习Word格式.docx(40页珍藏版)》请在冰豆网上搜索。
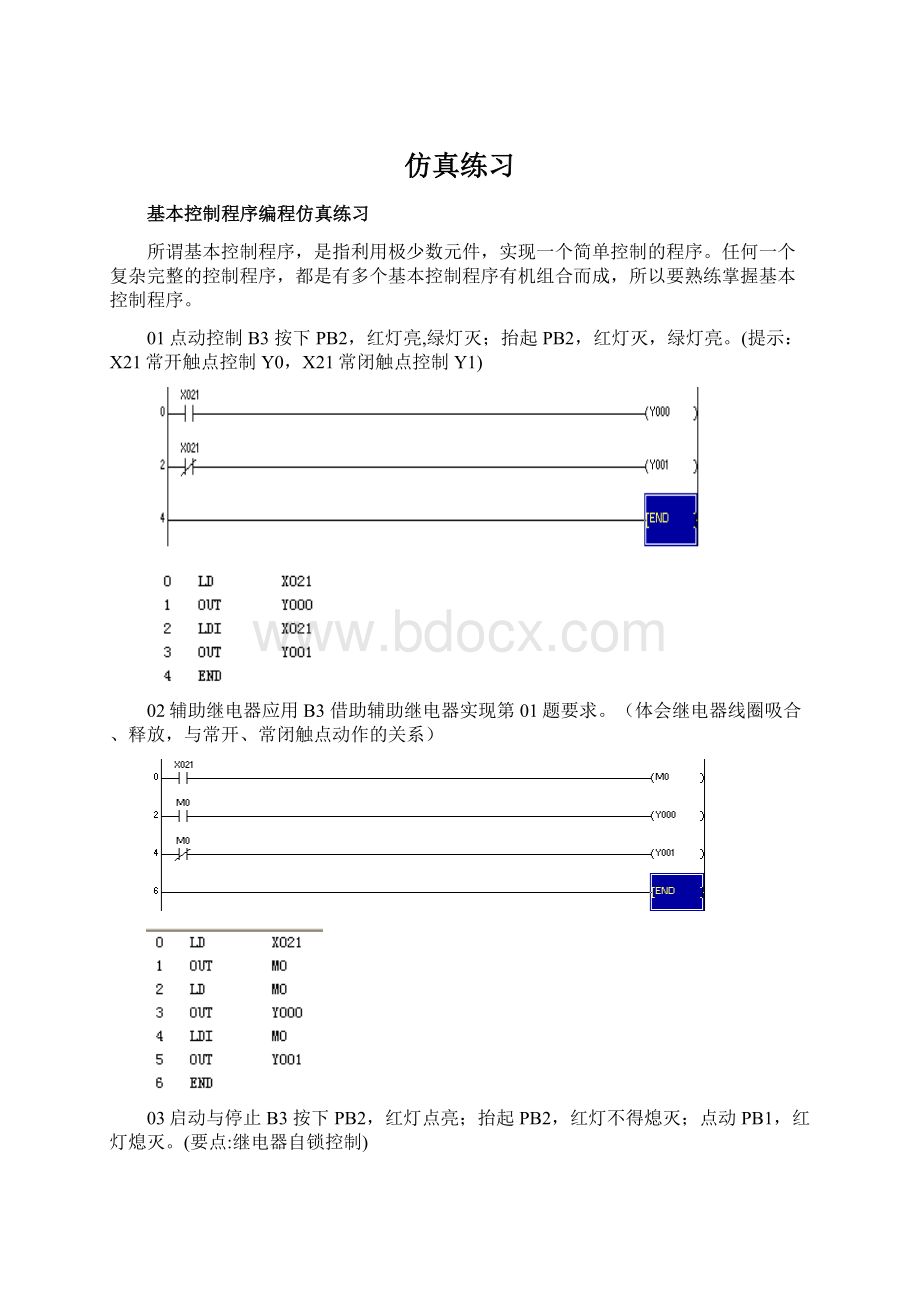
ALTPY0
按一下X0,Y0=ON,
再按一下,Y0=OFF,
交替输出
2.2应用程序编程仿真练习
将上述基本控制程序有机组合,可以构成较为复杂控制程序。
12交替亮灯计数B3点动PB2,红绿灯交替点亮各5s;
重复5次,停止工作。
点动PB1紧急停止。
(要点:
间歇控制)
13分别控制B3用PB2和PB3分别点亮红、绿灯,用PB1关闭;
用PB4同时点亮红绿灯,用PB1关闭。
14客人呼叫系统D1客人点动桌面按钮,对应的指示灯常亮,值班室PL4同时点亮;
点动值班室PB1,各灯熄灭复位。
自锁控制)
15手动顺序启动同时停止B4由PB2、PB3、PB4顺序启动红、绿、黄三灯转动;
点动PB1,三灯同时熄灭。
顺序控制)
16自动顺序启动同时停止B4点动PB2,红灯转动;
5s后绿灯转动。
再过6s两灯同时停止。
点动PB1,紧急停止。
定时和顺序控制)
17手动输送A3点动PB2,输送带连续运转;
点动PB3,机器人供料;
点动PB4,机械臂推料;
点动和连续控制)
18自动输送A3点动PB2,输送带运转,机器人供料;
部件到达X0处,输送带停止机械臂推料。
以后自动循环供料、推料。
19自动计数输送B4点动PB2,绿灯转动,机器人连续供料,输送带送料;
送料5件,停止运转,蜂鸣器响,红灯转动;
点动PB1,紧急停车和停止鸣响。
为了避免最后一个部件停留在输送带上,请利用下降沿触发指令PLF,或者定时器延时)
20输送带试验B4点动PB2,输送带正转3s,绿灯转动,停止2s;
然后输送带反转3s,黄灯转动,停止2s。
如此循环共30s,试验时间到,停止运转,红灯转动并且鸣响。
21四组抢答器B4PB1—PB4为各组的抢答按钮,PL1—PL4为各组指示灯,任意一组抢答后本组灯亮,响铃3s,其他组再按钮无效。
SW1为主持人复位开关。
(课本P68-25要点:
互锁控制)
2.3步进顺控指令编程仿真练习
对于更加复杂的控制过程,可利用步进顺控方式编程,将一个复杂的控制过程分解成多个简单的控制过程,每个工步完成一个小的程序,最终实现总的控制要求。
步进控制的优点是每个工步相对独立,编程思路清晰。
本章节的第22、23、24题,分别与前面的第8、18、19题,控制结果完全相同,请比较基本指令编程和步进指令编程,编程指导思想的不同之处。
22延时关门C1点动PB2,绿灯亮,大门升起;
大门全部开启,绿灯灭红灯亮;
5s后黄灯亮,大门下降关闭。
23步进循环启动与停止C3点动PB2,开始工作,红灯点亮5s,熄灭5s循环。
点动PB1,立即灭灯。
24自动计数输送B4点动PB2,绿灯转动,机器人连续供料,输送带正转;
为了避免最后一个部件停留在输送带上,请利用下降沿接通指令。
)
25输送带试验B4点动PB2,输送带正转、绿灯亮3s,停止2s;
然后输送带反转、黄灯亮3s,停止2s。
如此循环共30s,试验时间到,停止运转,红灯亮并响铃。
点动PB1,紧急停车停止响铃。
26三灯顺序循环B4点动PB2,红灯转动5s后,绿灯转动;
绿灯转动5s后,黄灯转动;
三灯同时转动5s后,全部停止;
5s后,开始循环。
27顺序启动逆序停止B4点动PB2,红灯转动5s后,绿灯转动;
绿灯转动5s后,
黄灯转动。
点动PB3,黄灯停止,4s后绿灯停止,再过4s红灯停止。
点动PB1为紧急停止(本题目并非连续循环工作,因此启动方式与其他题目有所不同,请注意比较。
28通行检测D2自动进入运行状态。
行人进入X0处,Y1绿灯转动;
行人离开X1处3s后,Y1绿灯熄灭。
车辆进入X2处,Y4绿灯转动;
车辆离开X3处3s后,Y4绿灯熄灭;
如果车辆进入X2处后10s,没有离开X3处,Y3红灯转动并响铃Y7,直到车辆离开X3处,Y3红灯熄灭停止响铃,3s后,Y4绿灯熄灭。
分支与循环)
29交通信号灯控制D3点动PB2启动运行,红灯亮10s后熄灭;
黄灯亮5s后熄灭;
绿灯亮10s后熄灭;
自动循环。
点动PB1停止工作。
30工件判断D4点动PB2,机器人连续供料,输送带正转;
检测到部件的大小,相应的信号灯点亮;
部件落下,信号灯熄灭。
31分段输送D6点动PB2,机器人连续供料;
部件到达X0处,上段输送带正转;
部件到达X1处,上段输送带停止,中段输送带正转;
部件到达X2处,中段输送带停止,下段输送带正转;
部件到达X3处,下段输送带停止。
32分拣输送E2点动PB2,机器人连续供料,输送带正转;
检测到大部件,输送到后部,检测到小部件,输送到前部。
33部件移动E3点动PB2,启动运行;
桌子空闲时,连续供料、运料。
34计数装箱E5点动PB2,机器人把纸箱搬上输送带,输送带正转;
纸箱到达装箱处停止,装5个桔子,运到托盘。
循环装箱输送。
35输送带控制E6点动PB2,料斗供料,输送带正转向右传送;
工件到达右端,停止2s后,向左传送;
工件到达左端,停止2s后,再向右传送,最后停留在X12处。
36自动门F1加电进入工作状态,“停止中”亮灯。
车辆进入X2处,“门灯”亮灯;
大门上升打开,“门动作中”亮灯,响铃;
大门升到最高点停止,“打开中”亮灯;
车辆离开X3处,大门下降关闭,“门动作中”亮灯,响铃;
大门降到最低点停止,“门灯”熄灭,“停止中”亮灯。
可以手动控制大门升降,其他同上。
37舞台控制F2点动“开始”按钮,响铃5s后,幕布(窗帘)左右拉开,到位停止;
舞台升起,到位停止;
点动“结束”按钮,舞台下降,到位停止;
幕布关闭,到位停止。
工作过程中,显示画面的“运行状态”各指示灯正确显示运行状态。
38部件分拣F3点动PB2,机器人供料,Y1传送;
根据部件大小,启功不同的输送带,将大小不同的部件,推入各自的托盘;
供料5个停止工作。
点动PB1,为紧急停止和计数器清零。
39部件检验F4点动PB2,料斗供料后,Y1传送;
工件到钻机下停止并钻孔,钻孔完成,Y1、Y1同时传送;
钻孔正常工件送入“合格”托盘,异常工件停在推杆处,被推入“不合格”托盘;
自动循环,点动PB1停止工作。
40部件分拣F5点动PB2,料斗供料;
将大小不同的部件传送的相应的托盘。
41升降机控制F6点动PB2,料斗供料;
42分拣分配F7点动PB2,供料机器人供料,Y1传送;
检测到大号部件,红灯亮,中号部件,绿灯亮,小号部件,黄灯亮;
大号部件经Y5输送带被传送到地面;
中号部件被推入托盘;
小号部件被取料机器人放入托盘;
点动PB1,紧急停止和计数器清零。
3.控制程序设计训练
每次仿真均按如下要求完成:
1)写出PLC输入、输出点表:
XXX控制输入输出点表
输入信号
输出信号
名称
代号
输入点编号
2)根据上述描述,编写程序(梯形图);
3)输入程序,上机模拟调试并运行。
1.呼叫单元设计(D-1-1)
控制目的:
使用学过的LD、LDI、OUT、OR、ANI、AND基础指令控制一间餐馆中的呼叫单元。
控制细节:
呼叫单元必须可以执行以下的动作
1)当按下桌子上的按钮1后,墙上指示灯1点亮。
如果按钮1松开,灯1(Y0)不能熄灭;
2)当按钮2被按下,墙上的灯2点亮。
同样,按钮2松开后,灯2不熄灭;
3)当灯1、灯2都点亮后,服务台的灯PL1灯点亮;
服务员见到PL1灯亮后,按下按钮PB3,餐桌旁墙上的灯1、灯2熄灭,告诉客人服务员已知道,并立即会前去服务。
训练指令:
LD、LDI、OUT、OR、ANI、AND
2.检测传感器灯设计(D-2)
当检测到人或汽车时使闪烁灯点亮。
使用LD、LDI、OUT、OR、ANI、AND、LDF基础指令和定时器T。
控制要求:
人移动(D-2-1)
1)当入门传感器(X0)检测到人通过时,闪烁绿灯(Y1)点亮;
2)传感器(X1)检测到人的消息5秒后,闪烁绿灯(Y1)熄灭;
汽移动(D-2-2)
1)当入门传感器(X2)检测到汽车通过时,闪烁绿灯(Y4)点亮
2)传感器(X3)检测到汽车上的消息5秒后,闪烁绿灯(Y4)熄灭;
3)如果汽车没有在10秒内通过入门传感器(x2)和OUT(X3)之间区域,闪烁红灯点亮而且蜂鸣器响。
4)一旦汽车通过传感器OUT(X3),闪烁灯熄灭而且蜂鸣器停止
3.交通信号灯控制(D-3)
控制交通灯使之在规定的时间间隔内变换信号。
1)当按下操作面板上的【PB】时,进程开始。
2)首先红灯(Y0)亮6秒钟。
3)红灯(Y0)在点亮6秒后熄灭。
黄灯(Y1)点亮3秒。
4)黄信号灯(Y1)在点亮3秒后熄灭。
绿灯(Y2)点亮5秒。
5)绿灯(Y2)在点亮5秒后熄灭。
6)重复以上2)起的动作。
4.不同尺寸的部件分拣1(D-4)
将3个大小不同的部件从传送带上分类。
当部件通过传感器(X4)时,操作面板上的灯会被点亮瞬间:
Y10亮表示“大”,Y11亮表示“中”,Y12亮表示“小”
1)当按下操作面板上的【PB1】
(X10)后,机器人的供给指令(Y5)就被打开了。
当松开【PB1】
(X10),供给指令(Y5)被关闭。
2)当操作面板上的【开始操作】
(X14)被打开后,输送带正转(Y3)被打开。
当操作面板上的【开始操作】
(X14)被关闭后,输送带正转(Y3)被关闭。
3)在传送带上的大、中或小部件被传感器上(X0)、中(X1)和下(X2)分别捡选,那么一个相应的灯点亮。
4)当传感器(X0,X1,X2)拣选以后,一个指示灯立即点亮,然后它在部件通过传感器(X4)后熄灭。
5)用到指令:
输入、输出、SET、RST
5.输送带的启动/停止(D-5)
启动或停止传送带
1)当操作面板上的【PB1】
(X20)被按下时,闪烁航等(Y7)点亮而且蜂鸣器(Y3)响5秒。
如果松开【PB1】
(X20),黄灯(Y7)保持点亮。
2)当闪烁黄灯(Y7)熄灭而且蜂鸣器(Y3)停止后,输送带正传(Y1)被置为ON。
在输送带正传(Y1)为ON的期间,闪烁绿灯(Y6)保持点亮。
3)当操作面板上的【PB2】
(X21)被按下,在1)和2)中描述的动作停止。
当1)中的程序执行时动作被重复。
6.输送带驱动(D-6)
根据传感器数据操作传送带
(X20)按下,如果机器人在原点位置(X5),控制机器人供给指令(Y7)被置为ON。
(X20),直到机器人回到原点位置(X5),供给指令(Y7)被锁存。
2)当传感器(X0)检测到一个部件,上段输送带正传(Y0)被置为ON。
3)当传感器(X1)检测到一个部件,中段输送带正传(Y2)被置为ON。
而上段输送带正传(Y0)停止。
4)当传感器(X2)检测到一个部件,下段输送带正传(Y4)被置为ON。
而中段输送带正传(Y2)停止。
5)当传感器(X3)检测到一个部件,下段输送带正传(Y4)停止。
6)当传感器(X3)被置为ON,供给指令(Y7)被置为ON,而且如果机器人在原点位置(X5),一个部件被补给。
7.按钮信号(E-1)使用按钮切换交通灯
1)红色信号灯(Y0)以一秒间隔闪烁(ON1秒后OFF1秒)。
2)在操作面板上的按钮(X10)被按下后,操作面板上的指示灯(Y10)点亮。
如果松开按钮(X10),指示灯(Y10)保持点亮。
3)在指示灯(Y10)点亮5秒以后,信号的显示将会象在4)到7)中描述的一样。
4)首先,当指示灯(Y10)点亮时,红色信号灯(Y0)闪烁5秒。
5)红色信号灯(Y0)关闭。
黄色信号灯(Y1)点亮5秒。
6)黄色信号灯(Y1)熄灭后,绿色信号灯(Y2)点亮10秒。
7)绿色灯(Y2)关闭以后,红色灯(Y0)以1秒间隔闪烁(ON1秒后OFF1秒)。
然后重复从1)开始的操作。
8.不同尺寸部件分拣2(E-2)
根据部件大小将其送往各自的目的地。
1)当操作面板上的【SW1】
(X24)被置为ON,传送带前送。
当操作面板上的【SW1】
(X24)被置为OFF,传送带停止。
2)当按下操作面板上的【PB1】
(X20)时供给指令(Y0)变为ON。
当机器人从出发点移动后,供给指令(Y0)变为OFF。
(机器人将完成部件装载过程。
3)机器人补给大,中或小部件。
4)大部见被放到后部的传送带上而小部件被放到前部的传送带上。
在传送带上的部件大小被输入上部(X1),中部(X2)和下部(X3)检测出来。
5)当部件被送到指定位置后,重复按下【PB1】
(X20)。
9.移动部件(E-3)
给机器人一个指令,使其将部件移动到一个新的位置
1)操作者补给部件。
操作者确认指示灯【供给许可】点亮后补充一个部件到传送带上。
如果指示灯一直点亮,操作者不断补充部件。
2)当PLC处于RUN状态,传送带保持正转。
3)当操作面板上的【PB1】
(X20)被按下,供给指令(Y0)变为ON而【供给许可】指示灯点亮。
操作者补给部件。
当按下【PB1】
(X20),指示灯熄灭。
但是如果一个部件仍然在桌子上,供给指令(Y0)将不会变为ON以至于指示灯【供给许可】不会点亮。
4)当桌子上的部件在桌子上(X1)变为ON,取出指令(Y2)被置为ON。
当机器人操作完成(X2)变为ON(当一个部件放在碟子上变为ON),取出指令(Y2)被置为OFF。
只有机器人在出发点处时,取出指令(Y2)才会被置为ON。
10.钻孔(E-4)
给漏斗补给过来的部件上钻孔。
1)操作面板上的【PB1】
(X20)被按下以后,漏斗上的供给指令(Y0)变为ON。
(X20)以后,供给指令(Y0)变为OFF。
当供给指令(Y0)变为ON,漏斗补给一个部件。
2)当在操作面板上的【SW1】
(X24)变为ON后,传送带正传。
当在操作面板上的【SW1】
(X24)变为OFF后,传送带停止。
3)当钻头中的部件在钻机下(X1)的传感器被变为ON,传送带停止。
4)当开始钻孔(Y2)被置为ON以后,钻洞开始。
开始钻孔(Y2)在钻孔(X0)为ON时被置为OFF。
5)当开始钻孔(Y2)被置为ON以后,并且在钻机启动一个完整的周期后钻孔正常(X2)或者钻孔异常(X3)中的一个将被置为ON。
(钻机动作不能被中断。
6)在确认到钻孔正常(X2)或者钻孔异常(X3)之后,机件被送到右边的碟子。
钻了多个洞以后,钻孔异常(X3)被置为ON,在此练习中没有对应废料的特别控制。
12.桔子装相控制(E-5-1)
将给定数目的桔子放入一个传送带上的纸箱子里。
全体控制
1)当操作面板上【SW1】
(X24)被置为ON,传送带正传。
当操作面板上【SW1】
2)当操作面板上的【PB1】
(X20)被按下时,供给指令(Y0)为ON。
供给指令(Y0)在机器人出发点开始移动时被置为OFF。
当供给指令(Y0)变为ON后机器人补给箱子。
桔子控制
1)当桔子进料器中的箱子在输送带上(X1)的传感器为ON时,传送带停止。
2)5个桔子被放到箱子里。
内有5个桔子的箱子被送到右边的碟子上。
3)当供给桔子指令(Y2)被置为ON以后桔子被补给,当桔子已供给(X2)被置为ON以后补给计数开始。
13.传送带控制(E-6)
根据控制规格,传送带正传或逆转。
(X20)后,漏斗供给指令(Y10)被置为ON。
(X20)后,供给指令(Y10)被置为OFF。
当供给指令(Y10)被置为ON以后,漏斗补给一个部件。
2)当按下操作面板上的【PB2】
(X21)之后,传送带将按照一下3)~6)描述的顺序动作。
如果松开【PB2】
(X21),那么此动作将继续延续。
3)传送带在输送带正传(Y11)被置为ON起开始动作而在部件的右限(X11)被置为ON时停止。
4)如果传送带反转(Y12)被置为ON,那么传送带到左限(X10)被置为ON为止将会逆转。
5)在左面的暂停点的部件停止5秒。
6)5秒以后,输送带(Y11)被置为ON,传送带开始移动,直到停止传感器(X12)被置为ON位置。
14.自动门操作(F-1)
控制一扇在检测到汽车之后可以打开或关闭的自动门。
1)当汽车开导门的前面时,自动门打开。
2)当汽车经过门以后,自动门关闭。
3)在上限(X1)为ON时,门不再打开。
4)再下限(X0)为ON时,门不再关闭。
5)当汽车还处于检测范围入口传感器(X2)和出口传感器(X3)中的时候,门将不再关闭。
6)蜂鸣器(Y7)再自动门动作时拉响。
7)当汽车还处于检测范围入口传感器(X2)和出口传感器(X3)中的时候,灯(Y6)点亮。
8)根据门的动作4个操作面板上的指示灯或点亮或熄灭。
9)使用操作面板上的按钮【▲门上升】
(X10)和【▼门下降】
(X11)的话可以手动操作门的开关。
15.舞台控制装置(F-2)
控制舞台设置一边打开或关闭台幕和升高或降低舞台。
1)当操作面板上的【开始】
(X16)按钮被按下时,蜂鸣器(Y5)拉响5秒。
仅仅当台幕关闭和舞台降到最低点时,【开始】
(X16)可以被置为ON。
2)当警报停止后,窗帘打开指令(Y0)被置为ON而且台幕会被拉开到左右端(X2和X5)。
3)在台幕被完全拉开后,在舞台上升(Y2)为ON时舞台开始上升,在舞台上限(X6)为ON时舞台停止上升。
4)当按下操作面板上的【结束】以后,窗帘关闭指令(X1)被置为ON,而且在台幕完全关闭(左右两片台幕的最小距离限制为X2和X5)。
手动控制规则
1)接下来的操作仅在以上自动操作停止时有效。
2)台幕仅在操作面板上的【《窗帘开》】
(X10)被按下时拉开。
台幕会在他们打到极限(X2和X5)时停止打开。
3)台幕仅在操作面板上的【》》窗帘开《《】
(X11)被按下时关闭。
台幕会在他们到达极限(X0和X3)时停止关闭。
4)只有按下操作面板上的【▲舞台上升】
(X12)以后舞台开始上升。
当舞台到达上升极限(X6)后停止。
5)只有按下操作面板上的【▼舞台下降】
(X13)以后舞台开始下降。
当舞台到达下降极限(X7)后停止。
6)根据台幕和舞台的动作,在操作面板上的指示灯点亮或熄灭。
F-3部件分配
根据大小分配特定数目的部件。
(X20)后,机器人的供给指令(Y0)被置为ON。
在机器人完成移动部件并返回出发点后供给指令(Y0)被置为OFF。
2)当操作面板上的【SW1】
若【SW1】
3)在传送带上的部件大小被输入传感器上(X1),中(X2),下(X3)检测出来并分别放到指定的碟子上。
4)当推动器上的传感器检测到部件(X10,X11或X12)被置为ON,传送带停止,而且部件被退到碟子上。
注:
当推动起的执行指令被置为ON,推动器将退到尽头。
当执行指令被置为OFF,推动器缩回。
5)不同大小的部件按以下的数目被放到碟子上。
剩余的部件会经过推动器而且会从右尽端掉下。
大:
3个部件;
中:
2个部件;
小:
2个部件。
16.不良部件的分拣(F-4)
通过信号区分好坏部件并分派到不同地方。
(X20)按钮后,漏斗供给指令(Y0)被置为ON。
(X20)按钮后,漏斗供给指令(Y0)被置为OFF。
当供给指令(Y0)被置为ON,漏斗补给一个部件。
当【SW1】
钻孔控制
1)当在钻头内的部件在钻机下(X1)感应器为ON,传送带停止。
2)当开始钻孔(Y2)被置为ON,钻洞开始。
在钻孔(X0)被置为ON时,开始钻孔(Y2)被置为OFF。
3)当开始钻孔(Y2)被置为ON,在钻机循环动作了一个完整的周期以后,钻孔正常(X2)或者钻孔异常(X3)被置为ON。
(钻机不能中途停止)。
在此模拟中,每3个部件中有一个是不良品)如果一个部件上钻了好几个洞,那么它就是不良品)
4)当推动器中的检测到部件(X10)检测到一个不良品,传送带停止而推动器将其推倒“不良品”的碟子上。
当推动器的执行指令被置为ON,推动器将退到尽头。
5)传送带上的每个好部件会被放到标有“OK”的右端的碟子上。
17.正反转控制(F-5)
测试每个部件并将其分配到特定的位置。
1)当按下【PB1】
(X20)按钮时,漏斗的供给指令(Y0)被置为ON。
(X20)按钮后,供给指令被关闭。
当供给指令(Y0)被置为ON,机器人补给一个部件。
2)当将操作面板上
 升级会员
升级会员 