Q焊接工艺Word下载.docx
《Q焊接工艺Word下载.docx》由会员分享,可在线阅读,更多相关《Q焊接工艺Word下载.docx(16页珍藏版)》请在冰豆网上搜索。
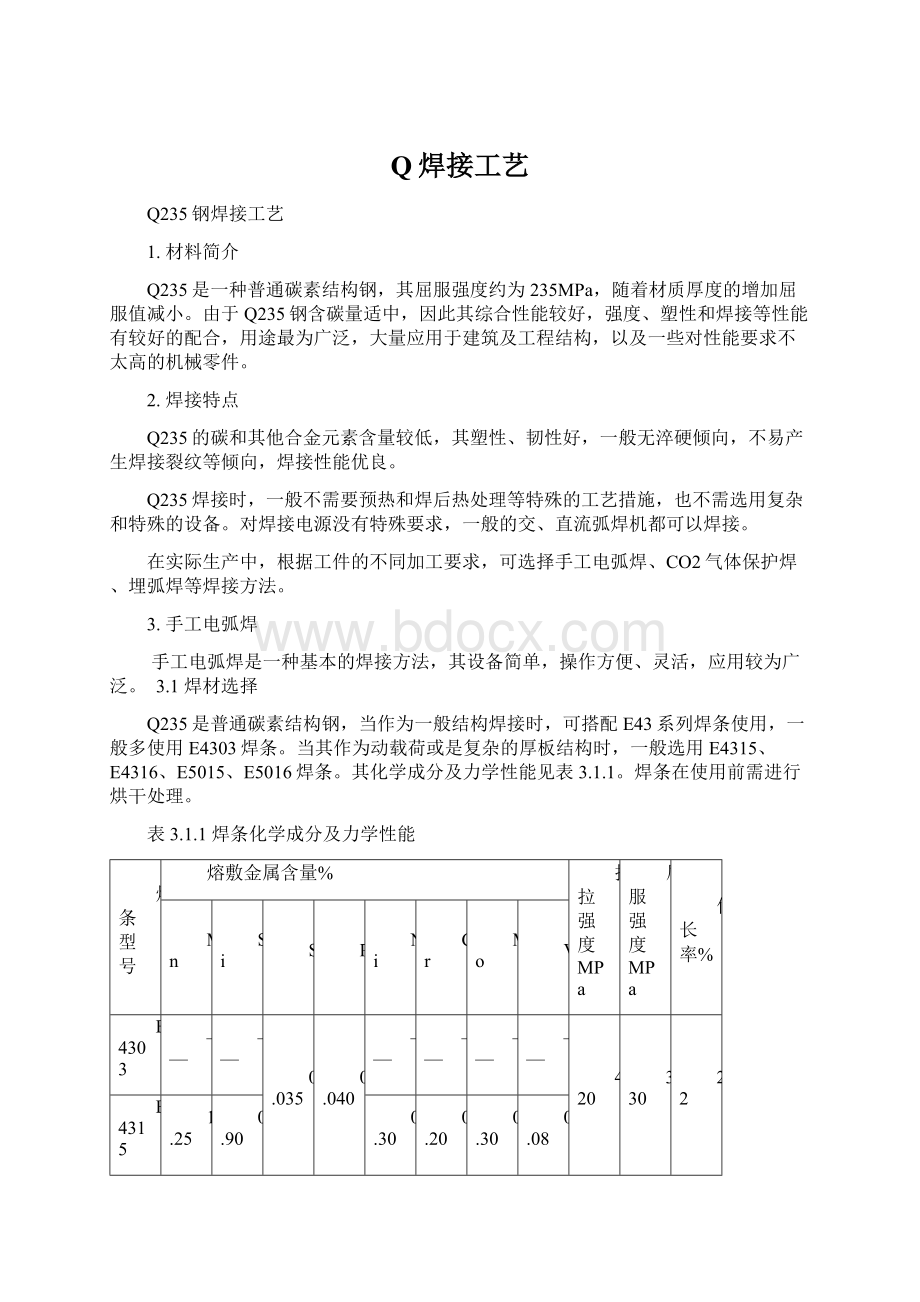
0.90
0.30
0.20
0.08
E4316
E5015
1.60
0.75
490
400
E5016
3.2焊前准备
焊接前,焊件按工艺要求选择坡口形式,开坡口并清除坡口、焊件对接面及周围的锈蚀、油污等有害物质,避免产生焊接缺陷。
同时也要保证焊条的表面清洁、无污物。
当环境温度低于0℃,或者焊件较厚时,一般在100-150℃下预热。
3.3焊接工艺参数
手工电弧焊一般分为平焊、横焊、立焊、仰焊四种形式。
焊接电流的选择主要取决于焊条直径和焊缝位置,其次是焊件厚度、接头类型、焊道层次等。
而电弧电压主要由电弧长度来决定。
因此,电弧长度要适中,以保证电弧燃烧稳定,防止出现咬边、未焊透、外观成型不良等缺陷。
在焊接过程中,焊接速度要适当,既要保证焊透、融合良好,又要保证不烧穿。
对于厚度较大的焊件需采用多层焊。
在多层焊接时第一层焊通常选用较小的焊接电流,一般用直径3.2mm的焊条,焊层厚度最大不超过5mm。
盖面层要保证焊缝宽度和高度符合要求。
各种位置焊缝的焊接工艺参数见下表。
表3.3.1平对接焊缝焊接工艺参数
坡口形式
板厚/mm
焊条直径/mm
焊接电流/A
不开坡口
3.0
3.2
90-120
4.0-5.0
100-130
4.0
160-200
5.0
200-260
V型坡口
5.0-6.0
160-210
≥6.0
220-280
X型坡口
≥12
表3.3.2立对接焊缝焊接工艺参数
2.0-3.0
2.0
40-50
3.0-4.0
80-110
≥7.0
120-160
表3.3.3横对接焊缝焊接工艺参数
50-55
≥5.0
140-160
≥14
表3.3.4仰对接焊缝焊接工艺参数
3.0-5.0
220-260
表3.3.5角接缝焊接工艺参数
焊缝类别
焊脚高度/mm
焊丝直径/mm
平角焊
55-65
立脚焊
50-60
仰角焊
55-60
4.CO2气体保护焊接工艺
CO2气体保护焊是一种高效节能的焊接方法,其焊接变形小,焊接质量好,易于实现过程控制自动化。
4.1焊丝选择
Q235在CO2气体保护焊时通常选用ER49-1(H08Mn2SiA)和ER50-6焊丝。
其化学成分及力学性能见下表。
表4.1.1ER49-1及ER50-6焊丝化学成分及力学性能
焊丝型号
熔敷金属化学成分%
C
ER49-1
≤0.11
0.65-0.95
1.80-2.10
≤0.03
≥490
≥372
≥20
ER50-6
0.06-0.15
0.80-1.15
1.40-1.85
≤0.035
≤0.025
≥500
≥420
≥22
4.2焊前准备
焊接用CO2气体的纯度应该较高,一般不低于99.5%,有些优质接头的焊接则要求CO2气体的纯度不低于99.8%,露点低于-40℃。
坡口加工的精度是保证融合良好和焊缝美观的重要因素之一,可采用机械加工、气体火焰切割和等离子切割等方法进行。
焊接前,应清理坡口及坡口两侧20mm以内的油污、锈迹和氧化皮等污物。
定位焊时根据板厚确定焊缝长度和间距。
一般薄板的定位焊缝应该细而短,长度为3-50mm,间距为30-150mm;
中厚板的定位焊缝长度为15-50mm,焊缝间距为100-150mm。
4.3焊接工艺参数
CO2气体保护焊在焊接时,采用细丝、短路过渡的方法,可以焊接薄板;
采用粗丝、射滴过渡的方法,可以焊接中、厚板。
从焊接位置上看,可以进行全位置焊接,也可以进行平焊、横角焊及其他空间位置的焊接。
在焊接时,要选择正确的工艺参数,以保证焊件的焊接质量。
不同接头形式对应的焊接工艺参数见下表
表4.3.1对接接头焊接工艺参数
坡口
形式
焊接
位置
有无
垫板
焊丝
直径/mm
角度°
根部
间隙/mm
钝边
/mm
半径/mm
电流/A
电弧电压/V
气体流量L/min
自动焊焊速m/h
1.0-2.0
I型
平
无
0.5-1.2
0-0.5
35-120
17-21
6-12
18-35
有
0-1.0
40-150
18-23
18-30
立
0.5-0.8
35-100
16-19
8-15
0.5-1.0
2.0-4.5
0.8-1.2
0-2.0
100-230
20-26
10-15
20-30
0.8-1.6
0-2.5
120-260
21-27
0.8-1.0
0-1.5
70-120
17-20
5.0-9.0
1.2-1.6
200-400
23-40
15-20
20-42
1.0-3.0
250-420
26-41
15-25
10-12
1.6
350-450
32-43
20-25
5-60
V型
45-60
0-5.0
200-450
23-43
30-50
4.0-7.0
0-3.0
250-450
26-43
100-150
35-50
横
250-400
26-40
35-60
2.0-6.0
3.0-7.0
10-100
K型
40-60
X型
1.0-1.2
19-21
20-60
U型
2.0-5.0
8.0-10
40-100
双U型
表4.3.2T型接头焊接工艺参数
焊接位置
有无垫板
坡口角度(°
)
根部间隙/mm
/
40-120
18-21
表4.3.3角接接头焊接工艺参数
钝边/mm
1-2
20-35
35-80
16-18
2-4.5
5-30
2.0-7.0
表4.3.4搭接接头焊接工艺参数
板厚
自动焊
焊速m/h
1-4.5
40-230
17-26
4.4金属飞溅
金属飞溅是CO2气体保护焊的主要缺点。
为了减少飞溅,要选择合适的焊接电流、电弧电压和焊枪角度。
一般短路过渡时焊接电流处于小电流区,细颗粒过渡时电流处于大电流区。
5.埋弧焊接工艺
自动埋弧焊利用机械装置自动控制送丝、移动电弧,自动化程度高,生产效率高,焊缝成形美观,化学成分稳定,焊缝质量较高。
5.1焊材选择
Q235钢板在埋弧焊接时按国家标准GB/T14957-1944《熔化焊用钢丝》及GB/T4241-1984《焊接用不锈钢盘条》规定,常选用HJ431型焊剂,配合H08A、H08MnA焊丝。
镀铜焊丝H08A化学成分和力学性能见下表
表5.1.1H08A化学成分及力学性能
化学成分(质量分数,%)
力学性能
Cu
σb/MPa
δ(%)
0.09
0.38
0.01
0.012
0.017
537
28
HJ431焊剂属于高锰、高硅、低氟型焊剂,电弧稳定、焊波美观,但抗锈能力一般。
在使用前需在250℃下烘干1-2h。
其化学成分见下表。
表5.1.2HJ431焊剂化学成分
MnO
SiO2
CaF2
MgO
CaO
Al2O3
FeO
34.5-38
40-44
3-6.5
5-7.5
≤5.5
≤4
≤1.5
≤0.1
5.2焊前准备
埋弧焊接前应选择合适的坡口形式。
由于埋弧焊可使用大电流焊接,故厚度为3~24mm的钢板可开I型坡口,间隙为0~4mm,偏厚者可双面焊,也可开带钝边的单边V形坡口或Y形坡口。
厚度24~60mm的钢板可开双Y形坡口或带钝边V形坡口等;
厚度50~160mm的钢板可开带钝边的双U形或UV形坡口等。
V形或Y形坡口角度一般为60°
~80°
,单V形坡口角度为20°
~40°
。
坡口可用刨边机、铣边机、气割机或等离子弧切割机等设备加工,加工后坡口边缘要求平直。
具体形式及尺寸按设计要求或国家标准GB/T985-2008《埋弧焊的推荐坡口》执行。
焊前应清除坡口、对接面及焊接部位两侧20-30mm范围内的表面锈蚀、油污、氧化皮及水分等有害物质。
也应保证焊剂清洁、粒度均匀。
清除焊丝表面的锈斑和油渍等污物。
焊件装配必须保证间隙均匀、高低平整。
定位焊一般采用焊条电弧焊,使用E4303焊条,焊条直径4mm。
焊缝长度一般为30mm,间距为100-300mm。
保证焊透、融合良好,无焊接缺陷。
Q235在埋弧焊前,一般不需预热。
如果焊接环境低于0℃,则应将焊件预热至30-35℃。
对于厚度超过70mm的焊件,焊前应预热至100-120℃。
对于压力容器,焊后应作消除应力处理,可选择在550-650℃下进行。
埋弧焊时,由于在焊接起始阶段焊接参数不够稳定,达到预定的焊缝厚度需要有一个过程,而在焊缝收尾时,由于熔池冷却收缩会出现弧坑。
这两种情况都会影响焊接质量,甚至产生缺陷。
因此,在试板两端分别焊上一块引弧板和引出板。
焊接开始时,在引弧板上起弧,结束时在引出板上收弧。
焊接结束后,用气割将两块板割除。
5.3焊接参数
采用对接双面埋弧焊时参见下表的工艺参数。
表5.3.1对接双面埋弧焊工艺参数
焊件厚度/mm
焊接顺序
焊接速度/(m/h)
4
正
240-260
30
36-40
反
300-340
6
340-360
34-35
460-480
32-33
8
530-570
30-31
590-640
31
10
480-520
27-28
640-680
33
12
620-660
35
24-25
680-720
14
980-720
37
730-770
40
22-23
16
800-850
34-36
37-38
850-900
36-38
25-26
18
35-36
900-950
38-40
23-24
20
900-1000
37-39
1000-1050
38-4
 升级会员
升级会员 