300Kg真空泵技术要求Word文件下载.docx
《300Kg真空泵技术要求Word文件下载.docx》由会员分享,可在线阅读,更多相关《300Kg真空泵技术要求Word文件下载.docx(12页珍藏版)》请在冰豆网上搜索。
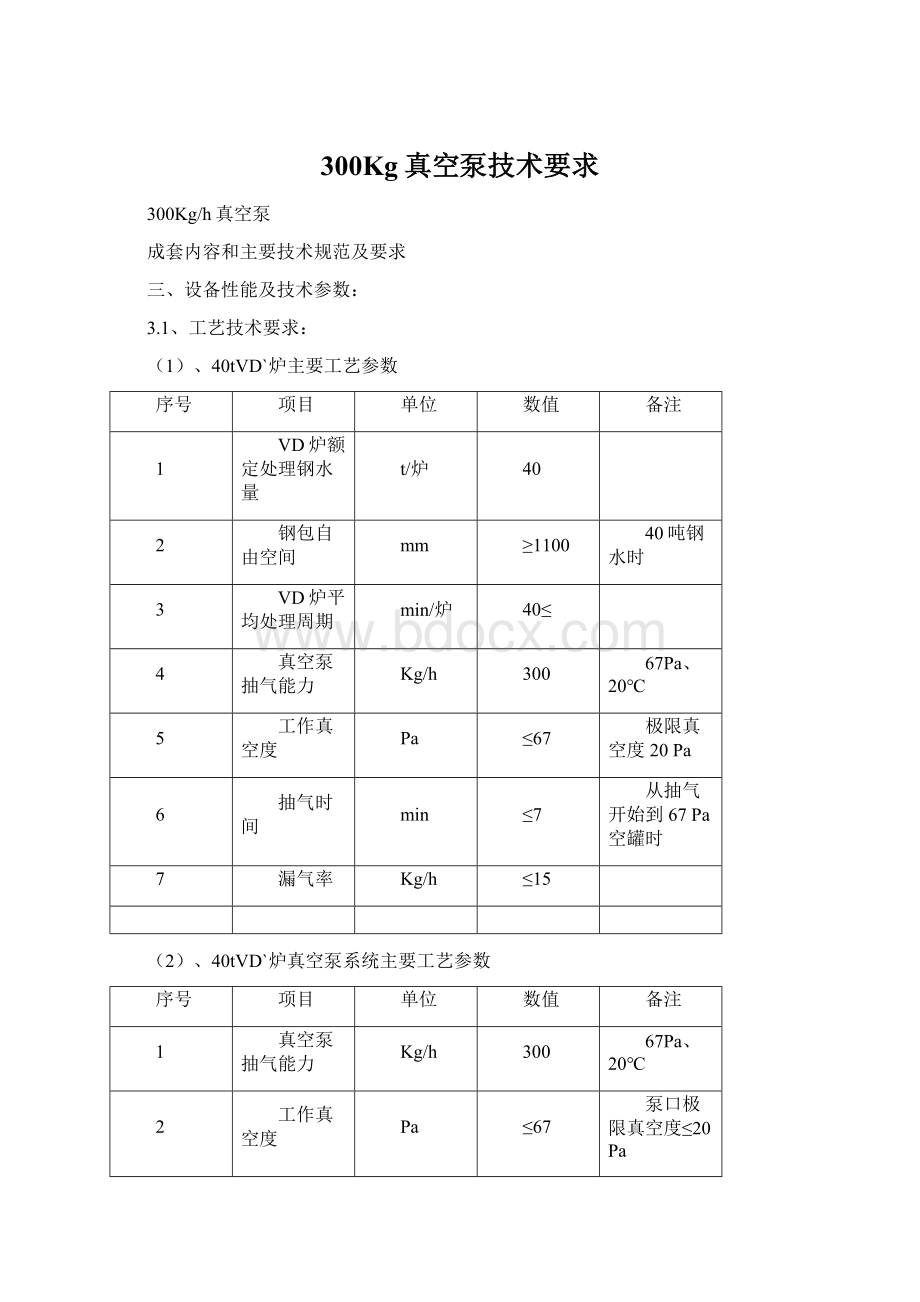
min
≤7
从抽气开始到67Pa空罐时
7
漏气率
≤15
(2)、40tVD`炉真空泵系统主要工艺参数
泵口极限真空度≤20Pa
极限真空度
≤30
从抽气开始到67Pa
空罐时
蒸汽耗量
t/h
9.2
200℃、0.8MPa,
峰植10.5
冷凝器冷却水量
M3/h
500
≤35℃、0.3MPa
3.2、技术要求:
40tVD`炉真空泵系统由真空泵、真空管路、过马路栈桥、电气控制、仪表和电讯等组成,其中真空泵有增压泵、喷射泵、冷凝器、水包、汽包、阀门、仪表、蒸汽和冷却水管线、真空测量装置等组成;
真空管线系统由真空管道、气体冷却除尘器、真空切换主阀、破空装置组成;
自动化控制系统主要由动力电源柜、操作台、现场操作台(箱)、PLC柜(含仪表柜)、工控机等组成。
3.2.1、真空泵系统
3.2.1.1、真空泵:
40tVD装置采用300Kg/h真空泵,主要由五级主蒸汽喷射泵及两级辅蒸汽喷射泵组成,辅泵与主泵后两级并联,组成变量泵机组。
为提高真空泵系统的启动速度,系统需设置启动泵。
真空泵由泵体、蒸汽喷嘴所组成。
泵体由钢板卷制焊接而成(投标方在投标时需列出各级泵的钢板厚度及材质),喷嘴由1Cr18Ni9Ti精密机加工制成。
泵体与喷嘴必需保证同轴度。
第一级真空泵的外壳四周设置加热夹套,以防止结冰。
3.2.1.2、真空泵系统冷凝器采用倒塔式多喷嘴喷淋冷凝结构。
要求冷却效果良好、不会堵塞、喷头寿命长、维护方便。
冷凝器采用钢板卷制焊接而成(投标方在投标时需列出冷凝器的钢板厚度及材质),上、下端头采用球形封头封堵,配有检修人孔及观察孔。
3.2.1.3、真空泵系统的基本组成:
第一、二、三级增压泵B1、B2、B3:
各1台
第四主喷射泵E4a、E5a:
各1台
第四辅喷射泵E4b、E5b:
启动泵Ec:
1台
冷凝器C1、C2a、C2b、C3a、C3b各1台
气液分离器:
Ec泵排气管及消音器:
1套
在各级喷射泵和冷凝器间的连接管线:
1套
真空切换阀:
在投标时列出设备重量。
3.2.1.3、依据3.1给出的要求及条件提出真空泵系统主要性能参数指标及要求。
3.2.1.4、依据3.1给出的要求及条件给出真空泵操作模式、各阶段抽气量及能耗、时间。
3.2.2、真空泵汽水系统的阀门及仪表:
蒸汽系统是为真空泵提供动力介质的装置,它由蒸汽包、蒸汽包到真空泵喷嘴间的管线、蒸汽开关阀、压力和温度测量仪表组成,为了保证蒸汽的干饱和度,在蒸汽包底部安装1套蒸汽疏水装置,为了保证系统运行的可靠性,压力变送器选用横河仪表公司的EJA430A型智能变送器,设计蒸汽气动开关阀选用上海耐莱斯制造的气动球阀。
水系统是指浊循环冷却水系统,用于真空泵系统的冷凝器用水,其目的是将喷射器排出的废蒸汽冷凝,然后排到热井中,热井中的浊循环水通过管道自流到水处理中心,水系统由水分配器、水分配器到冷凝器间的连接管线、冷凝器到热井的管线、冷却水控制开关阀及手动阀、压力和温度测量仪表组成。
为了保证系统运行的可靠性,压力变送器选用横河仪表公司的EJA430A型智能变送器,冷却水气动开关阀和手动阀选用国内名牌企业制造的产品。
设备的基本组成:
汽包、水包:
汽包到喷射泵管线:
水包到冷凝器管线:
冷凝器到水封池管线:
蒸汽开关阀门:
冷却水开关阀门:
蒸汽系统压力、温度仪表:
冷却水压力、温度仪表:
蒸汽疏水装置:
在投标时列出设备重量及配套仪表、阀门的规格、型号生产厂。
3.2.3、真空管线系统
3.2.3.1、抽气管道:
该抽气管是用来连接真空泵与真空罐的管道,它可分成三部分:
第一部分是从真空立柱到真空切换阀,第二部分是从真空切换阀到气体冷却除尘器的管道,第三部分是从气体冷却除尘器出口到真空泵抽气口之间的管
道。
带法兰的抽气管一套
管道支撑架一套
技术参数:
依据设计确定
在投标时列出管道、支架钢板厚度、材质及重量。
3.2.3.2、气体冷却除尘器
为保证真空泵的性能;
需将真空罐内排出的高温废气经水冷管道冷却后进一步冷却到略高于真空泵的设计吸入温度;
为减少炼钢废气中的颗粒粉尘对管道的冲刷磨损和尽可能不因灰尘沉积而降低真空泵的性能,需配备气体冷却除尘器一套。
气体冷却除尘器由气体冷却器和两级灰尘分离复合组成。
气体冷却器由安装在垂直容器内的冷却水管所组成,气体在垂直布置的气体冷却器中被冷却,并经第一级惯性分离灰尘,然后经第二级旋流子强力离心除尘。
气体冷却除尘器:
一套
包括:
气体冷却除尘器本体、气体冷却水排管、旋流子、人孔、密封件等
依据设计确定;
在投标时列出设备钢板厚度、材质及重量。
3.2.3.3、真空切换主阀
为隔离真空泵和真空罐,在气体冷却除尘器到真空泵吸入口之间的主抽气管道上串联安装主真空阀。
隔离后能够分别测试真空泵和真空罐的密封性。
主真空截止阀采用采用液压驱动。
在真空处理结束阶段,主真空截止阀被关闭,然后通过破空阀向真空罐及管道充气,使真空罐内的压力恢复到大气压。
主真空截止阀一套
配备液压系统及调试时所用的液压介质一套
依据设计确;
液压介质:
水乙二醇
压力:
根据所用设备确定
3.2.3.4、复压破空装置:
在真空处理结束阶段,主真空截止阀被关闭,需通过破空阀向真空罐通空气破空,使真空室的压力恢复到大气压。
装置可自动或手动,设气动真空蝶阀一个,手动真空蝶阀一个,消音器一套。
复压破空装置:
技术规格:
在投标时列出规格、型号及生产厂。
3.2.4、流量测量和真空度测量装置
为了检验真空泵是否达到设计要求,在真空系统投入运行前需要对真空泵进行各阶段的流量测量,流量测量装置由流量喷嘴、测试罩和手动阀组成。
真空度测量装置是用来测量真空泵的真空度的装置,为了保证测量精度,采用二级量程的绝压变送器,第一级量程0~100Kpa绝压变送器,用来测量低真空;
第二级量程0~2KPa绝压变送器,用来测量高真空,保证真空测量仪表的精度。
绝压变送器采用横河仪表公司的EJA310A型的产品,
真空度测量装置采用在主真空阀前后各引一条管路引向控制室,在阀前的测量管道安装一台低真空绝压变送器、一台高真空绝压变送器和一台麦氏真空计。
绝压变送器实现真空度的在线测量,并将信号送入计算机,计算机根据输入信号对真空泵实行自动控制。
设备的基本组成
测试罩:
流量喷嘴:
绝压变送器(0~100kPa)1台(含二次表)
绝压变送器(0~2.0kPa)1台(含二次表)
麦氏计:
3.2.5、压缩空气装置:
本装置是系统中所有气动执行机构的动力,由工厂管网引出,通过分配器分配,再经电磁换向阀接入气动执行机构。
气源参数:
供气压力:
0.4—0.6MPa
在投标时列出设备耗气量及设备重量。
3.2.6、设备冷却水装置:
设备冷却水装置主要用于气体冷却除尘器的冷却。
在设备冷却水系统中设立温度检测仪表,并送入PLC,在工控机上显示。
现有冷却水参数:
冷却水压力:
0.2~0.3Mpa(G)
冷却水温度:
≤35℃
设备基本组成:
手动阀门:
温度测量仪表:
管线:
在投标时列出设备耗水量及设备重量。
3.2.6真空泵热井
真空泵热井系统是收集和排放真空泵冷凝器冷却水的装置,为了降低真空泵房的高度,热井采用水泥浇注的地下水池。
热井中的热水通过重力回水的方式将水排到热水池。
3.3、VD系统自动化控制技术要求
3.3.1、系统概述:
控制系统采用西门子产品,自动化和通讯采用西门子S7—300可编程序控制器(PLC)构成系统的基础级,作为现场模拟量和开关量数据的采集、处理与执行机构。
配置一台工业计算机(IPC)作为现场操作员站(OS),通过人机界面实现工业现场的实时监控。
操作员站(OS)采用研华IPC610工业计算机和19”TFT显示器组成。
通过西门子工业通讯网卡CP5611将IPC连接到Profibus(L2)网和SIMATICS7的MPI端口,完成IPC与PLC的通讯服务,实现对真空系统的实时控制监视、数据采集、现场运行参数显示及故障报警等多种功能。
独立的UPS作为上述系统的后备电源支持,确保系统稳定可靠的运行。
系统直流电源采用西门子SITOP直流电源供电。
40tVD真空处理系统控制方式采用半自动控制和手动控制两种控制模式,在主操作台上设置运行模式切换主令开关,根据需求实施“半自动控制”和“手动控制”两种操作模式的切换。
两种控制模式均通过PLC及工控机进行控制并显示。
可在LCD显示屏用鼠标操作和在控制台上用开关和按钮操作。
“半自动控制”模式由PCL根据罐内真空度,按预先设置的操作模型自动完成真空泵的分级启动和停止以及氩气的调节控制过程。
在半自动方式下手动操作时,如果发现钢液急剧上升,可人工干预
真空度,防止钢水喷溅事故。
“手动控制”模式则根据生产现场需要,可在LCD显示屏用鼠标操作和在控制台上用开关和按钮操作。
完成对真空泵的操作和氩气、氧气、真空的调节等操作。
手动控制模式下现场真空度等信号不参与控制,通过手动操作设置在主操作台上的主令开关对系统实现手动控制,主令开关采用旋转开关,设有开、关两档位置,主操作台上和仪表柜上配置二次仪表,使系统在IPC在退出运行时通过人工操作能正常实现对设备的安全可靠的控制和操作。
3.3.2、自动控制系统的软件及硬件构成:
3.3.2.1、自动控制系统的硬件组态:
由1台西门子S7—300可编程序控制器(PLC)分别构成VD炉和真空系统的基础级DP主站,作为真空泵系统、VD工位以及所有现场模拟量和开关量数据的采集、处理与执行。
现场总线设计采用西门子Profibus-DP通讯总线架构将PLC的DP主站与工业计算机实现通讯连接。
控制系统配置一台工业计算机(IPC)作为现场操作员站(OS),通过人机界面实现工业现场的实时监控。
计算机采用双网卡配置,西门子CP5611是短PCI网卡,用以配置Profibus-DP网与PLC实现数据交换。
开放的Profibus-DP网络可实现和LF炉、化验室、组成局域网成为可能。
以太网卡配置则预留和管理系统的局域网讯的端口,使车间乃至工厂管理系统的局域网联网成为可能。
人工操作台,在工控机不开机的情况下,分别通过操作台上的操作开关,保证系统安全、正常工作,操作真空处理系统,并通过设置在仪表柜和操作台上的二次仪表看到真空系统的主要参数。
3.3.2.2、自动控制系统的软件组态:
西门子S7—300可编程序控制器的程序设计通过西门子编程软件SIMATICSTEP7V5.X+SP编制完成。
人机界面由西门子HMI组态软件SIMATICWINCCV6.0和SQLsever2000+SP4数据库软件平台上编制完成。
操作系统平台为MicrosoftWINDOWSXPProfessional+ServcePack2或以上。
3.3.2.3、操作员站(OS)HMI显示的系统主要状态画面:
计算机的操作HMI画面的布置、安排和HMI画面控制功能由双方研究后共同确定。
主要画面有:
3.3.2.3.1、VD真空处理系统主要状态画面:
①、300Kg/h真空泵系统画面;
在该画面上通过鼠标操作真空泵系统,并实时反映真空泵系统阀门工作状态及阀位,当检测到的参数出现异常时给出报警信号。
②、仪表画面页:
所有现场采集的温度、流量、压力信号实时地通过数字的形式反映在该页面上。
当检测到的参数出现异常时给出报警信号。
③、真空泵冷却水和蒸汽系统画面:
显示记录蒸汽压力、温度变化,并形成历史曲线记录;
显示记录真空泵冷却水温度、压力变化,并形成历史曲线记录。
④、真空度趋势图页面:
显示记录,全程真空度及高真空度趋势,并形成历史曲线记录。
3.3.2.3.2、画面特征:
操作人员通过操作键盘上的F1…F12功能键或鼠标能快速切换所需浏览的HMI页面;
事件和报警记录通过数据库存放在硬盘中,通过画面操作可方便地浏览当前或以往的记录并可自动生成报表完成打印任务;
可通过鼠标点击在画面中实现真空泵的半自动操作和手动操作;
3.3.3、系统控制功能:
本控制系统采用半自动控制和手动控制两种控制模式,均通过PLC及工控机进行控制并显示。
可在LCD显示屏,用鼠标操作,在控制台上用开关和按钮操作,工作状态同时用指示灯指示。
在主操作台上设置运行模式切换主令开关,根据需求实施“半自动控制”和“手动控制”两种操作模式的切换。
3.3.3.1、半自动控制模式:
“半自动控制”模式由PLC根据现场真空度信号通过对设置在主操作台上的“步进”按钮或通过对工业计算机(作为操作员站OS)人机界面中设置的“步进”功能的操作通过编制的程序根据生产工艺以及炉内真空度的变化情况,自动实现对真空泵的分级启动和停止。
在半自动方式下手动操作时,如果发现钢液急剧上升,可人工干预真空度,防止钢水喷溅事故。
所有现场一次仪表数据、执行机构输出状态、执行元件现场工作状态反馈信号均能够在计算机操作员站画面上反映出来,现场模拟量参数信号的异常发生将产生故障报警消息,同时任何操作以及异常事件的发生都将通过计算机操作员站记录归档并生成报表。
全部数据具备储存3个月的工艺参数打印功能。
该数据可随时导出和存储。
3.3.3.1、手动控制模式:
“手动控制”模式则根据生产现场需要可通过LCD显示屏,用鼠标操作或在控制台上用开关和按钮操作。
“手动控制”可以在工业计算机不开机的情况下,通过设在操作台上控制开关和仪表柜上的主要二次仪表,可以保证系统安全、正常工作、操作。
并看到真空系统的主要参数。
主操作台上设有所有设备的控制主令按钮开关,可以完成对设备的完全控制。
在主操作台和仪表柜上设有所现场检测到信号的二次仪表。
当主操作台上的控制模式主令开关处于“手动控制”模式时,设在操作台上的主令控制按钮均可以单独对控制对象实施控制。
3.3.4、仪表测量系统:
3.3.4.1、VD真空处理系统仪表检测项目:
(1)真空度;
(3点)
(2)蒸汽工作压力;
(3)蒸汽工作温度;
(4)冷凝器冷却水进水压力;
(5)冷凝器冷却水进水温度;
(6)冷凝器冷却水出水温度;
(7)设备冷却进水温度;
3.3.4.2、配置仪表:
(各模拟量如无特殊要求均采用两线制4~20mA输出)
(1)PT100热电阻;
(2)绝压变送器;
(3)压力变送器;
(4)弹簧压力表;
(5)双金属温度计;
(6)麦氏真空计;
在投标时列出设备规格、型号及生产厂。
3.3.5、自动化及电气设备的基本组成
3.3.5.1、操作员站:
(配置不低于以下要求)
(1)研华IPC610工控机:
CPU:
P42.8G主板:
带USB接口内存:
512M硬盘:
80G
显示器:
19寸LCD光驱:
Combo网卡:
CP5611
(2)打印机:
HP激光打印机A4:
(3)软件:
包含:
SIMATICSTEP7V5.X+SP1套
SIMATICWINCCV6.0和SQLsever2000+SP4:
MicrosoftWINDOWSXPProfessional:
网络组态NCMS7:
(4)电脑操作台1套,配操作椅2把
3.3.5.2、主操作台(含仪表柜):
本主操作台的主要功能是半自动和手动操作转换以及真空泵系统、氩气系统、给排水系统的操作,设所控制设备的操作主令开关、指示灯,并设置主要的检测参数二次仪表。
3.3.5.3、PLC柜:
在VOD控制室安装1面PLC柜,柜内安装一套西门子S7-300系列可编程控制器。
3.3.5.4、动力电源柜:
(1套)
接受来自车间动力电压为380V/220V的三相四线电源,采用自动空气断路器进行电源分断及保护。
柜内支路低压动力电源采用分路自动开关供电。
并通过隔离变压器分路供给仪表、PLC、计算机控制电源,PLC及计算机电源分别通过隔离变压器及UPS电源供电。
UPS采用山特在线式UPS,并提供220V交流备用电源。
3.3.5.4、ET200M从站:
因为真空泵房与控制室距离较远,在真空泵房内设置从站柜,柜内装有西门子ET200-M、PLC模块,通过通讯网络实现与主站之间进行数据传递和交换,满足真空泵系统所有现场数据传输的实时性、准确性和可靠性,确保系统可靠运行。
3.3.5、电控柜,操作台、低压电气元件要求:
操作台采用不锈钢台面,壳体采用静电喷塑处理;
电控柜选用GGD标准柜型,统一外形尺寸;
低压电气元件、操作按扭选用进口施耐德品牌产品;
线缆选用国内名牌企业产品。
3.3.6、安装工程说明
本项目范围内所有机械设备和电器设备的安装。
安装工程包括以下部分:
3.3.6.1、机械设备安装:
机械设备安装为招标范围内的所有设备安装,包括真空管线系统、真空泵系统、压缩空气装置、设备冷却水装置。
真空管线系统由真空管道、气体冷却除尘器、主真空阀、破空装置组成;
真空泵系统由增压泵、喷射泵、冷凝器、水包、汽包、阀门、仪表、蒸汽和冷却水管线、真空测量装置等组成;
安装还包括设备的支撑、固定、油漆,蒸汽管道的保温等工程。
设备安装材料包括:
设备的支撑材料、固定材料、油漆、保温材料、紧固件、垫片、电焊条、氧气、乙炔等材料。
3.3.6.1、电气设备安装:
电气安装为招标范围内的所有电气设备的安装,包括自动化控制系统的设备和仪表、动力电源柜、操作台(仪表柜)、PLC柜、工控机、从站柜等的安装,及安装所需的主、辅材料、工具、检测仪表等。
3.4、其它要求
3.4.1、合同生效后15日,中标方应完成初步设计,并及时通知需方进行会审,会审地点另行确定。
3.4.2、易损件及备品备件
投标人应提供在报价内的易损件、易耗件的明细以及保证设备正常运行一年所需的易损件及备品备件。
3.4.3、设备的安装、调试
3.4.3.1、投标人负责在需方现场的设备安装、调试工作,所有设备的安装应符合机械设备安装质量标准。
3.4.3.2、设备的安装、调试及终验收所用的专用工具、量具由投标人自备。
3.4.3.3、投标文件中提供设备制造全过程(从签订合同至完成终验收)实施的详细进度计划表。
3.4.3、漆装
3.4.3.1、设备的油漆应符合国家有关安全生产票标准并确保设备的外露部分不生锈、腐蚀。
3.4.3.2、投标人提供和设备、钢结构油漆的牌号、色卡供业主选择。
3.5、设计、制造、材料及检验的标准:
为了保证产品的设计和制造质量,投标方严格按ISO9001:
2000质量体系的要求,对本项目的设计、制造、材料和检验的标准做出严格规定,所有标准以最新版标准为准,主要采用的标准为:
蒸汽喷射真空泵标准:
JB/T8540-2003
产品检验标准:
JB/T5000.1-1998
焊接标准:
GB/T12467~12469-90
常压容器标准:
JB/T4735-1997
焊接件标准:
JB/T5000.3-1998
国际电工委执行标准:
IEC
材料标准:
碳素结构钢:
GB700-88
不锈钢棒:
GB1220-92
涂装标准JB/T5000.12-1998
包装标准JB/T5000.13-1998
配管标准:
JB/T5000.11-1998
气动系统通用技术标准:
GB/T7932.11-2003
钢制压力容器标准:
GB150-98
钢结构工程施工及验收规范:
GB50205-95
机械设备安装工程施工及验收通用规范:
GB50231-98
现场设备、工业管道焊接工程施工及验收规范:
GB50236-98
电气装置安装工程施工及验收规范:
GBJ232-82
工业自动化仪表工程施工及验收规范:
GBJ93-86
《冶金机械设备安装工程施工及验收规范-液压、气动和润滑系统》
YBJ207-85
 升级会员
升级会员 