加工中心操作工技能试题文档格式.docx
《加工中心操作工技能试题文档格式.docx》由会员分享,可在线阅读,更多相关《加工中心操作工技能试题文档格式.docx(28页珍藏版)》请在冰豆网上搜索。
位置
50±
8
60±
粗糙度
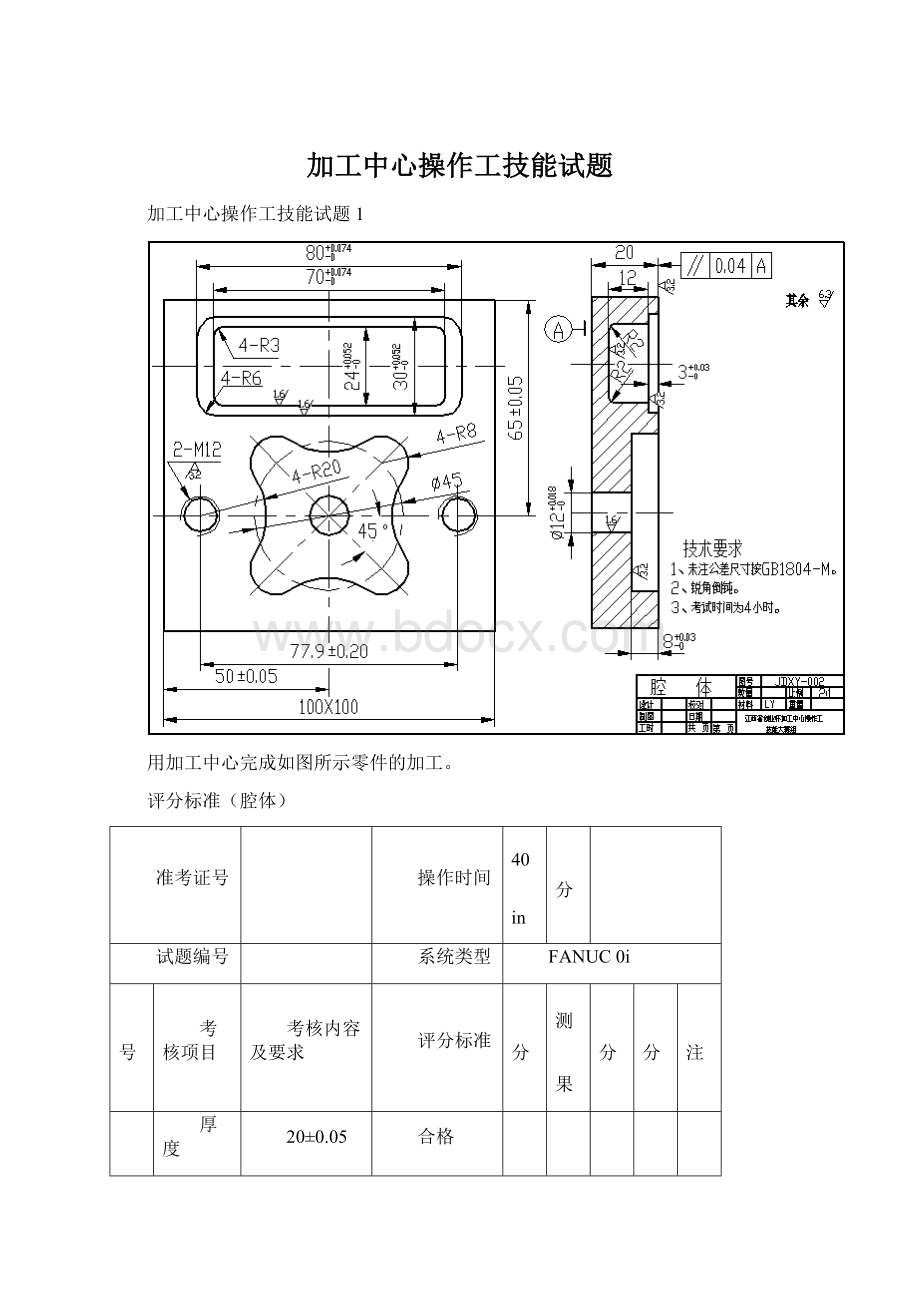
平面、台阶面Ra3.2共4处
合格,每处1分
形面、内孔、Ra1.6共4处
9
去毛剌
各尖角、孔口
清晰、无毛剌
10
工时
240min
每提前10分钟计1分,最高15分
15
11
残料清角
外轮廓加工后的残料必须切除;
内轮廓必须清角
每留一处残料岛屿扣1分;
每有清角每处扣1分.
12
安全文
明生产
1.遵守机床安全操作范围
2.刀具,工具,量具放置规范
3.设备保养、场地整洁
酌情扣1~5分
13
工艺合理
1.工件定位,夹紧及刀具选择合理
2.加工顺序及刀具轨迹路线合理
14
程序编制
1.指令正确,程序完整
2.数值计算正确,程序编写表面出一定的技巧,简化计算和加工程序
3.刀具补偿功能运用正确,合理
4.切削参数,坐标系选择正确,
合理
其他项目
发生重大事故(人身和设备安全事故等),严重违反工艺原则和情节严重的野蛮操作等,由裁判长决定取消其实操竞赛资格
记录员
监考人
检验员
考评员
各工序刀具的切削参数
机床型号TH714G
加工数据
加工面
刀具号
刀具类型
刀具规格
主轴转速
n/r.min-1
进给速度
Vf/mm.min-1
刀具补偿号
FANUC
长度
半径
粗铣星形槽和70×
24方槽
T1
键槽铣刀
600
100
H1
精铣星形槽和80×
30方槽
T2
立铣刀
800
D2
H2
精铣70×
T3
R2圆角铣刀
D3
H3
打中心孔
T4
中心钻
A3
80
H4
钻Ø
11.8孔
T5
钻头
11.8
400
50
H5
铰Ø
12孔
T6
铰刀
200
H6
攻丝M12
T7
丝锥
M12
H7
去毛刺及残料
参考程序
O1000;
(主程序)
N0010T1M06;
N0020G54G90G00X0Y0;
N0025s600M03;
N0030G43H1Z50.0M08;
N0040G00X-22.5Y-22.5;
N0050Z10.0;
N0060G01Z-8.015F100;
N0070X22.5Y22.5;
N0080G00Z10.0;
N0090X-22.5Y22.5;
N0100G01Z-8.015F100;
N0110X22.5Y-22.5;
N0120X0Y0;
N0130X12.0;
N0140G03I-12.0J0;
N0150G00Z10.0;
N0160X-28.0Y45.0;
N0170G01Z-15.0F100;
N0180X28.0;
N0190Y50.0;
N0200X-28.0;
N0210Y40.0;
N0220X28.0;
N0230G00Z50.0M05;
N0240G91G28Z0M09;
N0250T2M06;
N0260G54G90G00X0Y0;
N0270S800M03;
N0280G43H2Z50.0M08;
N0290G41G00X10.951Y-8.0D2;
N0310G01Z-8.015F400;
N0320G03X18.951Y0R8.0F100;
N0330M98P1001;
N0340G03X10.951Y8.0R8.0;
N0350G40G01X0Y0;
N0360G00Z10.0;
N0370Y45.0;
N0380G41G00X32.019Y37.0D02;
N0390G01Z-3.015F400;
N0400G03X40.019Y45.0R8.0F100;
N0410M98P1002;
N0420G03X32.019Y53.0R8.0F100;
N0430G40G01X0Y45.0F200;
N0440G00Z50.0M05;
N0450G91G28Z0M09;
N0460T3M06;
N0470G54G90G00X0Y45.0;
N0480S1000M03;
N0490G43H3Z50.0M08;
N0500G41G00X29.019Y39.0D3;
N0510G01Z-15.0F400;
N0520G03X35.019Y45.0R6.0F100;
N0530M98P1003;
N0540G03X29.019Y51.0R6.0;
N0550G40G01X0Y45.0F200;
N0560G00Z50.0M05;
N0570G91G28Z0M09;
N0580T4M06;
N0590G54G90G00X0Y0;
N0600S400M03;
N0610G43H4Z50.0M08;
N0620G99G81Z-13.0R10.0F50;
N0630X-38.951Y0Z-5.0;
N0640G98X38.951;
N0650G80M05;
N0660G91G28Z0M09;
N0670T5M06;
(Z11.8)
N0680G54G90G00X0Y0;
N0690S400M03;
N0700G43H5Z50.0M08;
N0710G99G81Z-25.0R10.0F50;
N0720X-38.951Y0Z-5.0;
N0730G98X38.951;
N0740G80M05;
N0750G91G28Z0M09;
N0760T6M06;
N0770G54G90G00X0Y0;
N0780S200M03;
N0790G43H6Z50.0M08;
N0800G98G81Z-25.0R10.0F50;
N0810G80M05;
N0820G91G28Z0M09;
N0830T7M06;
N0600S200M03;
N0610G43H7Z50.0M08;
N0630G99G84X-38.951Y0Z-25.0R10.0F1.75;
N0670M30;
O1001;
(星型槽子程序)
N0020G02X22.493Y11.364R20.0F100;
N0030G03X11.364Y22.493R8.0;
N0040G02X-11.364Y22.493R20.0;
N0050G03X-22.493Y11.364R8.0;
N0060G02X-22.493Y-11.364R20.0;
N0070G03X-11.364Y-22.493R8.0;
N0080G02X11.364Y-22.493R20.0;
N0090G03X22.439Y-11.364R8.0;
N0100G02X18.951Y0R20.0;
N0110M99;
O1002;
(30×
80槽子程序)
N0020G01X40.019Y54.013F200;
N0030G03X34.019Y60.013R6.0F100;
N0040G01X-34.019F200;
N0050G03X-40.019Y54.013R6.0F100;
N0060G01Y35.987F200;
N0070G03X-34.019Y29.987R6.0F100;
N0080G01X34.019F200;
N0090G03X40.019Y35.987R6.0F100;
N0100G01Y45.0F200;
O1003;
(24×
70槽子程序)
G01X35.019Y54.013F200;
G03X32.019Y57.013R3.0F100;
G01X-32.019F200;
G03X-35.019Y54.013R3.0F100;
G01Y35.987F200;
G03X-32.019Y32.987R3.0F100;
G01X32.019F200;
G03X35.019Y35.987R3.0F100;
G01Y45.0F100;
M99;
加工中心操作工技能试题2
评分标准(凸体)
35±
圆台
140±
0.08
15±
0.09
六方
3-121.24±
0.02
每处合格得3分
10+0.04
圆孔
50-0.03
方孔
30+0.04×
30+0.04
R5
合格,每孔2分
4-M12,140±
0.2
外形、内孔Ra1.6共4处
9
形位公差
平行度0.04
对称度0.02
粗、精铣圆台阶
16
D8
D1
粗、精铣六方
D9
去方槽内材料及粗铣Ø
50×
9沉孔
D10
粗、精铣方槽及精铣Ø
1000
D11
D4
11.6孔
去毛刺及残料清角
O7300;
N0030S400M03;
N0040G43H1Z50.0M08;
N0050G00X-90.0Y-110.0;
N0060G01Z-15.0F500;
N0070Y90.0F100;
N0080X90.0;
N0090Y-90.0;
N0100X-110.0;
N0110Z-10.0F200;
N0120G00X0Y-118.0D8;
N0130M98P7301;
N0140D1;
N0150M98P7301;
N0160G00Z50.0M05;
N0170G91G28Z0M09;
N0180T2M06;
N0190G54G90G00X0Y0;
N0200S800M03;
N0210G43H2Z50.0M09;
N0220G00X0Y-108.622;
N0230G01Z-10.02F400F100;
N0240D9;
N0250M98P7302;
N0260D2;
N0270M98P7302;
N0280G00Z50.0M09;
N0290G91G28Z0M05;
N0300T3M06;
N0310G54G90G00X0Y0;
N0320S600M03;
N0330G43H3Z50.0M08;
N0340G00X-6.0Y-6.0;
N0350G01Z2.0F500;
N0360Z-36.0F80;
N0370Y6.0;
N0380X6.0;
N0390Y-6.0;
N0400X-6.0;
N0410Y0;
N0420G01Z-9.96F300;
N0430D10
N0440M98P7303;
N0450G00Z50.0M05;
N0460G91G28Z0M09;
N0470T4M06;
N0480G54G90G00X0Y0;
N0490S1000M03;
N0500G43H4Z50.0M08;
N0510G01Z-36.0F500;
N0520D11;
N0530M98P7304;
N0540D4;
N0550M98P7304;
N0560G01Z-9.96;
N0570D4;
N0580M98P7303;
N0590G00Z50.0M05;
N0600G91G28Z0M09;
N0610T5M06;
N0620G54G90G00X0Y0;
N0630S600M03;
N0640G43H5Z50.0;
N0650G99G81X-70.0Y-70.0Z-5.0R10.0F50.0;
N0660Y70.0;
N0670X70.0;
N0680G98Y-70.0;
N0690G80M05;
N0700G91G28Z0;
N0710T6M06;
N0720G54G90G00X0Y0;
N0730S400M03;
N0740G43H6Z50.0;
N0750G99G81X-70.0Y-70.0Z-40.0R10.0F50.0;
N0760Y70.0;
N0770X70.0;
N0780G98Y-70.0;
N0790G80M05;
N0800G91G28Z0;
N0810T7M06;
N0820G54G90G00X0Y0;
N0830S200M03;
N0840G43H7Z50.0;
N0850G99G84X-70.0Y-70.0Z-40.0R10.0F1.75;
N0860Y70.0;
N0870X70.0;
N0880G98Y-70.0;
N0890G80M05;
N0900M30;
O7301;
(铣圆台阶子程序)
N0010G01G41X16.0Y-86.0F200;
N0020G03X0Y-70.0R16.0F100;
N0030G02I0J70.0;
N0040G03X-16.0Y-86.0R16.0;
N0050G01G40X0Y-118.0F200;
N0060M99;
O7302;
(铣六方子程序)
N0010G01G41X16.0Y-76.622;
N0020G03X0Y-60.622R16.0;
N0030G01X-35.0Y-60.622;
N0040X-70.0Y0;
N0050X-35.0Y60.622;
N0060X35.0;
N0070X70.0Y0;
N0080X35.0Y-60.622;
N0090X0;
N0100G03X-16.0Y-76.622R16.0;
N0110G01G40X0Y-108.622;
N0120M99;
O7303;
(Ø
50×
9沉孔子程序)
N0010G41G01X13.0Y-12.0F100;
N0020G03X25.0Y0R12.0;
N0030G03I-25.0J0;
N0040G03X13.0Y12.0R12.0;
N0050G01G40X0Y0;
O7304;
30方槽子程序)
N0010G41G01X9.0Y-6.0F100;
N0020G03X15.0Y0R6.0;
N0030G01Y10.0;
N0040G03X10.0Y15.0R5.0;
N0050G01X-10.0;
N0060G03X-15.0Y10.0R5.0;
N0070G01Y-10.0;
N0080G03X-10.0Y-15.0R5.0;
N0090G01X10.0;
N0100G03X15.0Y-10.0R5.0;
N0110G01Y0;
N0120G03X9.0Y6.0R6.0;
N0130G01G40G01X0Y0;
N0140M99;
加工中心操作工技能试题3
评分标准(配合件)
凸件40±
0.03
超差不得分
凹件40±
形面
凸件Ø
60-0.03
凹件Ø
60+0.046
R10(±
0.045)
超差1处扣1分
深度
15(±
0.09)
16(±
三小孔
10+0.015
倒角
C2两处
镗孔
35+0.025
凸件Ra3.2共3处、Ra1.6共4处
Ra0.8共1处
每处超差扣1分
每处超差扣2分
凹件Ra3.2共3处、Ra1.6共1处
凸件:
垂直度0.02,同轴度0.02
每处超差扣3分
凹件:
同轴度0.02
1.遵守机床
 升级会员
升级会员 