改造工程办公家具投标书.docx
《改造工程办公家具投标书.docx》由会员分享,可在线阅读,更多相关《改造工程办公家具投标书.docx(12页珍藏版)》请在冰豆网上搜索。
改造工程办公家具投标书
改造工程办公家具
投标书
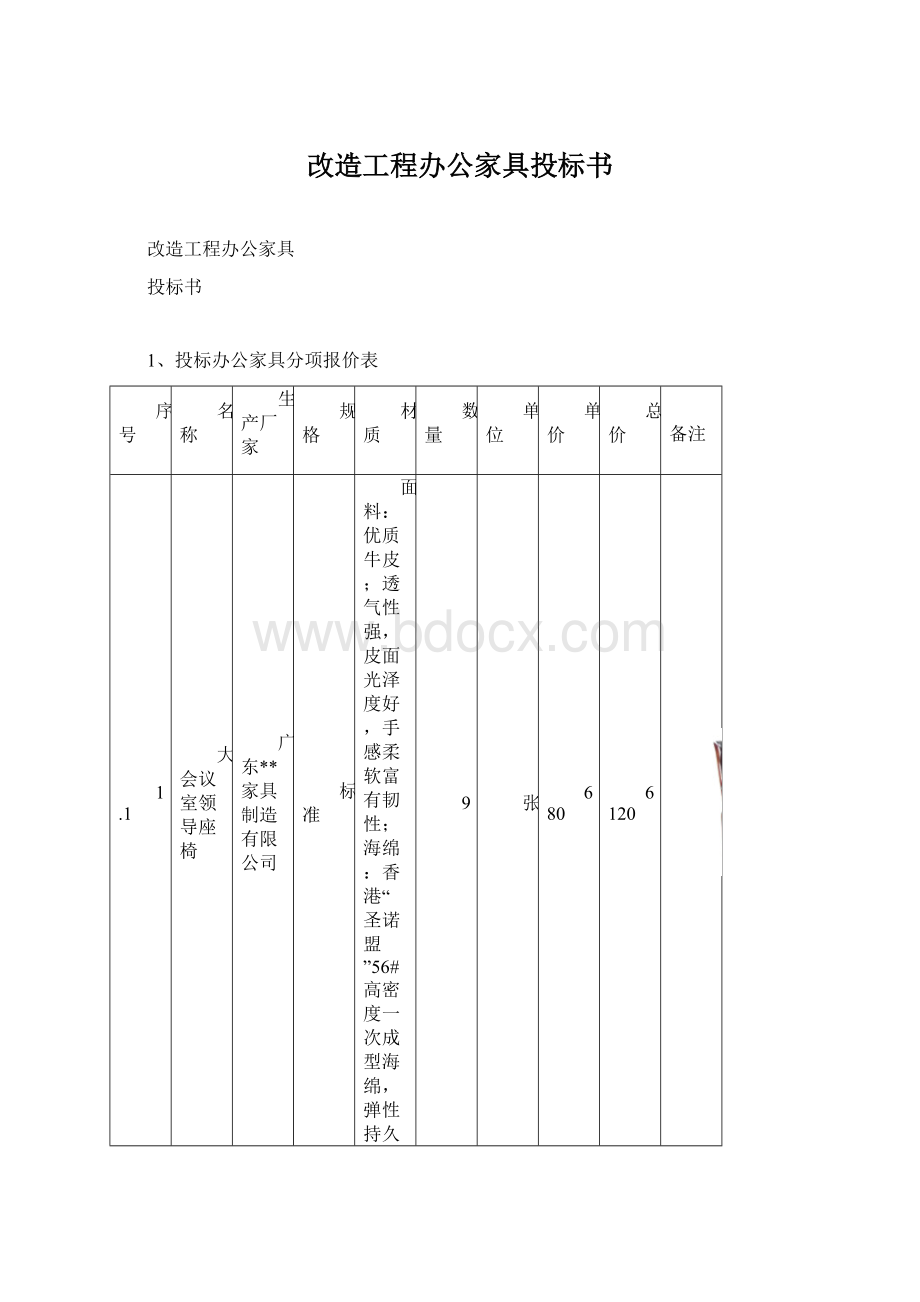
1、投标办公家具分项报价表
序号
名称
生产厂家
规格
材质
数量
单位
单价
总价
备注
1.1
大会议室领导座椅
广东**家具制造有限公司
标准
面料:
优质牛皮;透气性强,皮面光泽度好,手感柔软富有韧性;海绵:
香港“圣诺盟”56#高密度一次成型海绵,弹性持久不变型,
扶手要求为实木扶手,实木四脚.
9
张
680
6120
1.2
大会议室主席台
800MMX9000MM
材质:
采用美国进口0.6mm厚胡桃木皮贴面,采用E1级高密度纤维板,德国“易涂宝”油漆面漆,“华润”牌底漆,经四底五面处理,环保性能好,优质五金配件
1
套
10800
10800
1.3
大会议室普通座椅
标准
面料:
优质西皮;透气性强,皮面光泽度好,手感柔软富有韧性;海绵:
香港“圣诺盟”56#高密度一次成型海绵,弹性持久不变型,实木脚架。
124
张
138
17112
序号
名称
生产厂家
规格
材质
数量
单位
单价
总价
备注
1.4
小会
标准
面料:
优质牛皮;透气性强,皮面光泽度好,手感柔软富有韧性;海绵:
香港“圣诺盟”56#高密度一次成型海绵,弹性持久不变型,扶手为实木扶手,实木四..
10
张
680
6800
议室座椅
1.5
大会议室办公桌
双人条桌
材质:
采用美国进口0.6mm厚胡桃木皮贴面,采用E1级高密度纤维板,德国“易涂宝”油漆面漆,“华润”牌底漆,经四底五面处理,环保性能好,优质五金配件
6
套
680
4080
1.6
小会议室会议桌
1800MM*4000MM
材质:
采用美国进口0.6mm厚胡桃木皮贴面,采用E1级高密度纤维板,德国“易涂宝”油漆面漆,“华润”牌底漆,经四底五面处理,环保性能好,优质五金配件
1
套
7800
7800
序号
名称
生产厂家
规格
材质
数量
单位
单价
总价
备注
1.7
讲台
标准68
材质:
采用美国进口0.6mm厚胡桃木皮贴面,采用E1级高密度纤维板,德国“易涂宝”油漆面漆,“华润”牌底漆,经四底五面处理,环保性能好,优质五金配件
1
张
1680
1680
1.8
文件柜
定制
标准铁皮加厚板镀防锈漆
4
件
680
2720
合计
伍万柒仟壹佰壹拾贰元整
57112.00
产品技术指标
(三)、木制家具生产流程工艺要点
木制家具生产工艺主要有五个过程:
1、配料;2、白胚加工;3、组装;4、涂装;5、包装。
1、配料
家具传统的配料方法通常由以下几道工序组成:
选料、切长、压刨、纵剖、平刨、拼板、套材、压刨、四面刨等。
随着新型加工设备的出现,以上的流程已得到相应的简化,但基本原理是不会改变的。
配料一般需用到下列机器:
切床、压刨、开料锯、平刨、铣床、拼板机、带锯、四面刨等。
另外,近几年出现的新型的设备有:
全自动电脑优选锯、高周波拼板机、全自动高精度四面刨等等。
品质控制在配料过程中亦是相当重要的,配料的品质控制重点有:
材料的质量(毛边、撕裂、凹陷、压痕、虫孔、腐朽、变形、节疤等)、含水率、尺寸、刀痕、拼板胶的配比及质量、拼板压力、加压时间、布胶的方法及用量、木纹的大小及方向、板材的握钉力及平整度。
另外,热压也可归纳入配料的工序里,它是板材前期加工中的重要一环。
热压包括拼花、贴皮、曲压等等。
热压所使用的机器归纳机来有以下几种:
切皮机、车缝机、布胶机、热压机、冷压机、封边机、曲压机等,近几年用于热压工序的新型机器不断的推陈出新,也使得许多传统工艺无法加工的产品现在可以加工了。
热压的品质重点有:
含水率、薄片的质量、板材的质量、木皮拼缝、木纹走向、热压的温度、曲压的模具形状等等。
2、白身加工(细作)
新家具的白身加工的生产工艺过程与中国传统家具(包括明清家具)的生产工艺过程有些不同,但只要严格按图纸加工,保证加工精度在公差允许范围内就行了。
白身加工(细作)也就是产品各分件从毛料加工成图纸所要求的尺寸和形状的一个加工过程。
其重点要注意的加工工序是打孔、铣型、截斜角、雕刻部件的加工,必需保证加工精度,这样才能保证组装工序的组装精度在允许的误差范围内。
白身加工所用的机器种类较多,新的设备更是层出不穷,但无论机器设备如何先进,都离不开基础五大类:
切锯类、钻孔类、镂铣类、砂光类以及辅助类。
具体常有的设备有:
各种锯床(单片锯、双切锯、精密45度切、带锯、线锯等)、钻床(各种:
台钻、排钻、群钻、立卧双用钻、气动钻等)、各种铣床以及镂铣机、各种砂光工具及机器等。
另外许多新型的电脑全自动控制的机器给现代家具的生产制造带来了不同程度上的工艺变革。
此环节的品质控制要点主要要保证以下三个方面:
尺寸、形状、木材质量。
其详细的品质要求在此就不再详述。
另外,砂光打磨是一个需要大量时间和空间的工序。
打磨特别要注意的一点是不允许有横纹和圈纹的砂纸痕。
3、组 装
组装工序是保证家具产品质量的关键工序,由于部分产品的体积大、重量较重且整体组装,所以在组装过程中对使用工具、组装台、人员等的配备都与中国传统家具有很大的区别。
为保证组装的精度和操作的熟练程度,每一组装线都要进行合理安排,其基本过程是先装框架再装细节,装好后再对不合理的地方进行修整。
4、涂 装
涂装工艺主要包括以下内容:
基材前处理(包括破坏处理)、素材调整、整体着色、填充剂、胶固底漆、吐纳、格丽斯着色剂、修色着色剂、二度底漆、面漆、抛光打蜡等工艺。
基于以上美式涂装工艺的要求,所使用的油漆线也必需与之对应,目前比较有规模的油漆线就是地盘式涂装。
涂装全线的工艺流程如下:
破坏处理(敲打、虫孔、沟槽、锉边等)、吹灰、等化处理、喷底色、封闭漆、干燥、打磨、擦色、拉明暗、干燥、第一道底漆、干燥、打磨、喷点、干刷、第二道底漆、打磨、干刷修色、干燥、第一道面漆、干燥、打磨、灰尘漆,修整、第二道面漆、干燥,下线。
5、包装
从油漆线下来的产品进行整体包装,注意保护边角,并按客户要求作好唛头和说明书等。
三、始终坚持原料、半成品、成品的质量控制
(一)、原材料检验
1、合成板材供应商提供有毒有害物质经资质实验室检测合格证明,有毒有害物质均未超过国家限量要求;
2、原木和锯材均要控制虫孔、树皮、霉变等情况,不符合要求的均作不合格品处理;
3、不合格品处置:
凡因带有检验检疫关注的有害生物而产生的不合格品必须销毁或立即移至厂外,可能受污染的场地采取严格的防治消毒措施(喷洒杀虫剂);凡有毒有害物质超过标准的,退回供应商,不得作为出口原料使用;因其它原因而产生的合格品,应与供应商沟通,尽可能加以利用,以减少供应商的损失。
(二)、规格材、半成品检验
1、规格材和半成品均经过干燥热处理、脱脂处理或熏蒸处理等,所用的木质材料均应无活虫、病害等,相应的树皮、杂质在加工过程中应得到相应处理,确保后道工序,即制作成品的成品完全符合植物检疫要求。
2、加工规格材不得使用带关注的有害生物及迹相的材料,发现树皮、虫孔、霉变及杂质等要及时外置;
3、生产半成品的每一个部件必须符合检验检疫要求,无树皮、虫孔、霉变、泥土、杂质等,不合格品决不使用;
4、按要求使用辅助材料,防止因辅助材料导致重复感染;
5、定期抽查半成品送CNAS认可实验室检测甲醛、重金属等有毒有害物质含量,每年至少4次,一旦发现有毒有害物质超标,本批货物全部返工,合格后出口。
6、发现不合格品,按规范进行处置。
(三)、成品及包装检验
1、定期抽查成品送CNAS认可实验室检测甲醛、重金属等有毒有害物质含量,每年至少4次,一旦发现有毒有害物质超标,本批货物全部返工,合格后出口。
2、保证成品组成部件、包装全部合格,所有部件不得带有树皮、虫孔、霉变、泥土等杂质、水分符合要求等,及符合合同/订单要求。
3、发现不合格成品及时处理或退回相应生产环节处置,并记录、上报。
4、检验合格的成品(已包装)准予入库及销售,并按批次、品种、规格、货主、用途等分别堆放,实行批次管理。
5、包装好的产品应及时运往成品仓库存放,防止产品二次污染。
6、作好检验台帐记录,并保存。
(四)、装箱环境和条件的检验
装箱场地硬化、清洁,尽可能避免在夜间装箱(如若夜间装箱必须采取相应的防疫措施),检验集装箱状况,同时防止装运过程中带入泥土、杂质等重复感染情况的发生。
(五)、检验后的合格品和不合格品应进行有效区分,及时对不合格品进行处置。
四、严格执行家具送货安装程序
(一)、送货程序
1、产品出仓要求定货单、备货单、售销单齐全、对应,监装人员才可以同意予以放行出仓。
2、测算出产品运输、安装、搬运的标准时间。
3、产品堆放、搬运时要留意纸箱上是否贴有红、黄或蓝色标签。
红色代表易碎的异形件,如玻璃、镜子,不能重压,应堆放在最上面,切勿乱堆乱摆造成售后服务问题;黄色代表介于易碎品与安全货品之间,堆放时,尽量放在中间;蓝色标识一般表示平面板件,可以堆放下层。
4、注意产品纸箱上的摆放标识方向,堆放时要按照产品摆放标识去严格操作。
5、送货过程中严格遵守交通规则,不能超速、乱抢道等违章行车。
(二)、安装步骤
1、安装关键在于依照说明,认真仔细操作。
2、安装常见问题及解决方案
(1)、有时衣柜组装好后,怎么调都无法平衡,这时应注意地面是否不平,工具箱中应多备一点3MM板,哪个脚底不平垫哪个脚。
(2)、工具箱内应常备一些小五金配件,如螺丝之类,特别是在装完床托条后,应再用几个Ф3*30的自攻镙丝加固,以减少日后上门维修的次数。
(3)、备一小瓶蜡和天那水在身上,如遇亮光产品边角不小心脏了,可以用蜡擦掉;如是哑光产品则用天那水处理,可避免一些无谓的争议。
(4)、备上同种产品颜色(修边色)的油漆,如边部处理不好或是摆放时不小心碰撞、刮花,可当即用毛笔修色。
(5)、工具箱内常备一些A胶(502速干胶),用于边脚小部分的脱胶处理。
3、安装完毕,应按客户要求摆放于合适的位置,然后清理工作现场,在得到客户满意的表示后,方可离开现场。
5、质量保证服务的措施及承诺
1、承诺人承诺所有家具符合下列标准:
强制性标准
GB18580-2001室内装饰装修材料人造板及其制品中甲醛释放限量
GB18581-2001室内装饰装修材料溶剂型木器涂料中有害物质限量
GB18583-2001室内装饰装修材料胶粘剂中有害物质限量
GB18584-2001室内装饰装修材料木家具中有害物质限量
质量及技术标准
GB/T3324-1995木家具通用技术条件
GB/T3325-1995 金属家具通用技术条件
GB/T3326家具桌、椅、凳类主要尺寸
GB/T3327家具柜类主要尺寸
QB/T1951.1 木家具 质量检验及质量评定
QB/T1951.2 金属家具 质量检验及质量评定
QB/T1241 家具五金 家具拉手安装尺寸
QB/T2454家具五金 抽屉导轨 要求和检验
GB/T13668-2003钢制书柜、资料柜通用技术条件
GB/T5296.6-2004消费品使用说明
2、待所有家具安装结束后,承诺人承诺出具环境检测部门的检测报告,招标单位有权委托质监部门专家共同验收,质监部门专家费用及环境检测报告费用由承诺人承担。
3、按
 升级会员
升级会员 