普车实训图纸Word下载.docx
《普车实训图纸Word下载.docx》由会员分享,可在线阅读,更多相关《普车实训图纸Word下载.docx(13页珍藏版)》请在冰豆网上搜索。
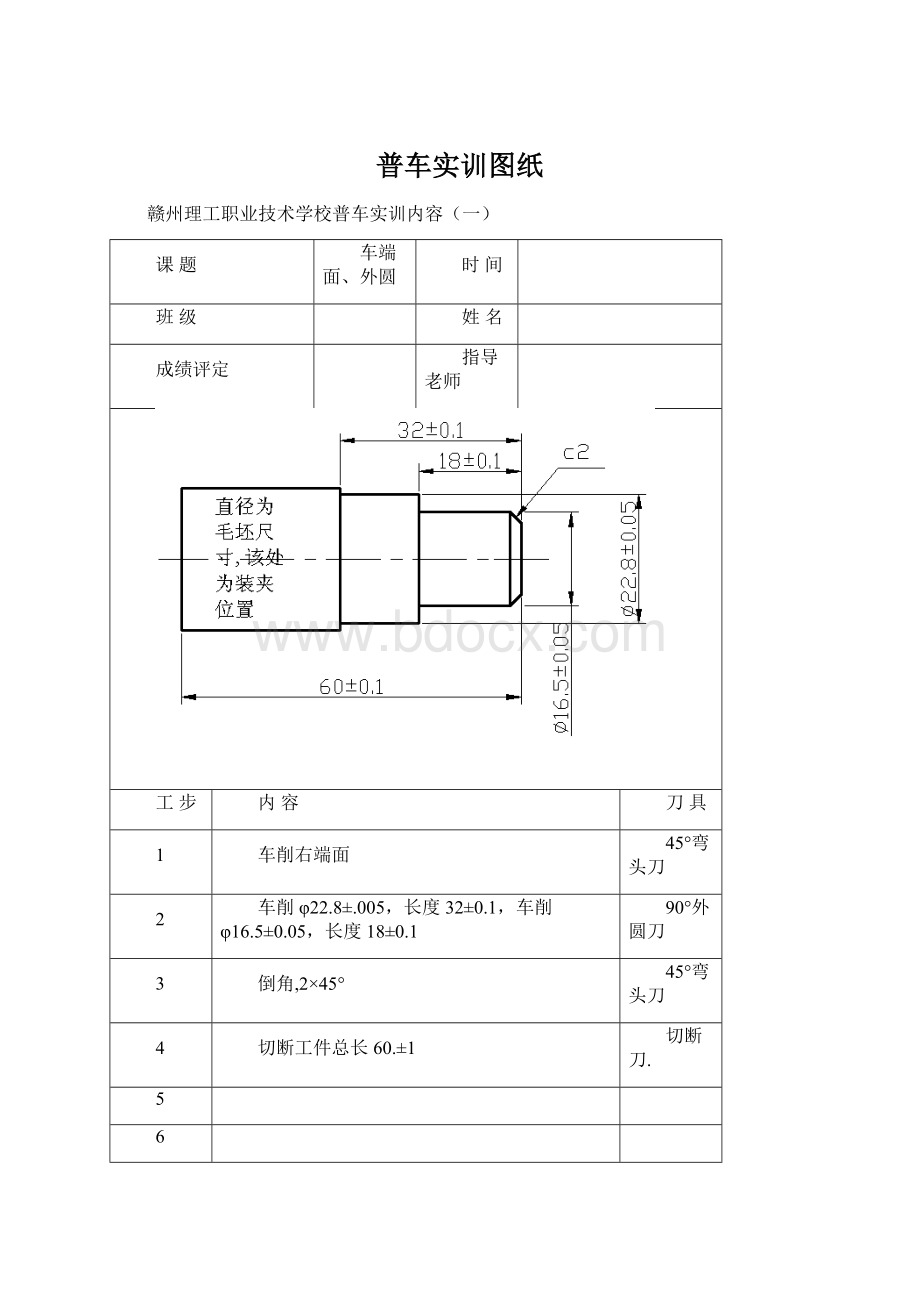
0.1
90°
外圆刀
3
倒角,2×
4
切断工件总长60.±
切断刀.
5
6
7
8
9
10
注意事项
1、每刀切削余量不能超过3至4毫米。
2、正确使用游标卡尺,准确读取卡尺数据。
要点记录
赣州理工职业技术学校普车实训内容
(二)
车削端面、外圆、切槽.
车削φ24.2±
0.03,长度34±
0.1,φ18.6±
0.03,长度20±
0.1.
切槽φ21.6±
0.08,长度34±
0.1φ14.6±
0.08,长度20±
切断刀
倒角2×
45
切断工件总长60±
0.5
1、切断刀对刀时,刀刃和工件表面平行。
2、加工各尺寸时,记住大,中拖板起始位置,
3、确保各尺寸在规定公差范围内.
赣州理工职业技术学校普车实训内容(三)
车端面、外圆、切槽、车圆锥面
车削φ26.5±
0.02,长度44±
0.1,φ22.8±
0.03,长度35±
0.05,φ12.5±
0.03,长度10±
0.05
车圆锥面φ15.5至φ22.8±
0.04
外圆刀
切槽φ19.8±
0.1,长度35±
切槽刀
切断工件总长64±
1、车圆锥面时,小拖板移位后,必须将90°
外圆车刀主刀面刀刃和加工工件端面呈平行状态,然后锁紧刀台。
2、车锥度时,扳动小拖板手柄须双手交替配合,用力均匀,以确保锥面粗糙度。
赣州理工职业技术学校普车实训内容(四)
车端面、外圆、圆锥面、普通螺纹
切料,留余量2至3毫米。
车工件第一头端面,(螺纹面)
车削外圆φ26.5±
0.03长度32±
0.1,φ14±
0.05长度12±
0.2
车18.5至26.5圆锥面,公差范围±
0.15
切退刀槽φ11±
0.3
车螺纹,螺距1.5
螺纹刀
车第2面端面
车外圆φ32±
0.1,长度21±
0.5;
φ28±
0.15;
φ18±
0.1。
未注倒角、去毛刺。
1、车螺纹时控制转速,采取正反车法。
2、螺纹小径计算公式:
D-(0.6P×
2)。
如螺纹标记:
M14×
1.5,则螺纹小径为:
螺纹大径14-(0.6×
螺距1.5×
2)
=14-1.8=12.2(mm)
赣州理工职业技术学校普车实训内容(五)
车端面、外圆、切槽、车内外螺纹、滚花
车螺母,备料车外圆φ32±
0.1,切断料留余量2至3mm
外圆刀、切断刀
车左右端面控制总长,长度30±
打中心孔,钻Φ20至通孔
中心钻、麻花钻
车孔φ22长度车通
内孔刀
车内螺纹24×
内螺纹刀
车螺栓右端面
0.1,长度80±
车φ28±
0.05,长度50±
0.2;
车φ24,长度30±
切槽φ20±
车螺纹M24×
外螺纹刀
螺纹配合、滚花
滚花刀
1、注意车内螺纹孔径不能直接达到24。
2、车螺栓时,工件较长,注意车削外圆和端面时加工余量不能太大,切槽时也须慢慢进给。
赣州理工职业技术学校普车实训内容(六)
综合练习
(一)
切料,留余量2mm
车左端面
弯头车刀
车外圆φ30±
0.04,长度55
偏刀
钻中心孔
中心钻
钻孔φ14,深24;
扩孔φ20,深17
麻花钻
粗精车内孔φ26±
切槽宽5mm
调头装夹,车端面,总长70±
车φ20外圆,倒角
11
车M20×
2螺纹
螺纹车刀
1、粗、精车时变换转速、进给量;
2、车内孔时注意退刀方向
赣州理工职业技术学校普车实训内容(七)
综合练习
(二)
车左端面(内螺纹端面)
0.02,长度35
钻孔φ14,深20
粗精车内孔φ17.6±
0.10
车内螺纹M20×
调头装夹,车端面,总长60±
车外圆φ28±
0.02,长30±
0.06
钻中心孔;
钻孔φ14,深22±
车锥孔
普车实训图纸(八)
车端面、外圆、宽槽、圆锥面
车右端面
车外圆φ26±
0.02,长度40±
0.08;
外圆φ18±
0.02,长度
20±
0.08
0.05,长度46±
车外圆φ24±
0.02,长度60±
0.12
0.05,长度60±
0.1,长度85±
车圆锥面3处
切断,长度85±
1、工件较长,注意控制切槽时转速;
2、切削较长槽时一般留0.5-0.2mm精车。
普车实训图纸(九)
螺纹、锥度配合
件1件2
件1
车外圆φ30,长度50
车外圆φ22,长度40±
车槽φ18±
0.04,长度40±
倒角,车螺纹M22×
车锥面
滚花
钻孔φ10,深30
件2
车外圆φ30,长度46
12
车90°
锥面
13
车内螺纹M22×
14
倒角;
切断,长度46
1、为保证滚花的连续性,应滚花后加工锥面;
2、件2中内螺纹的底孔直径经计算后得出,以免过大或过小。
 升级会员
升级会员 