编程XD20sWord下载.docx
《编程XD20sWord下载.docx》由会员分享,可在线阅读,更多相关《编程XD20sWord下载.docx(18页珍藏版)》请在冰豆网上搜索。
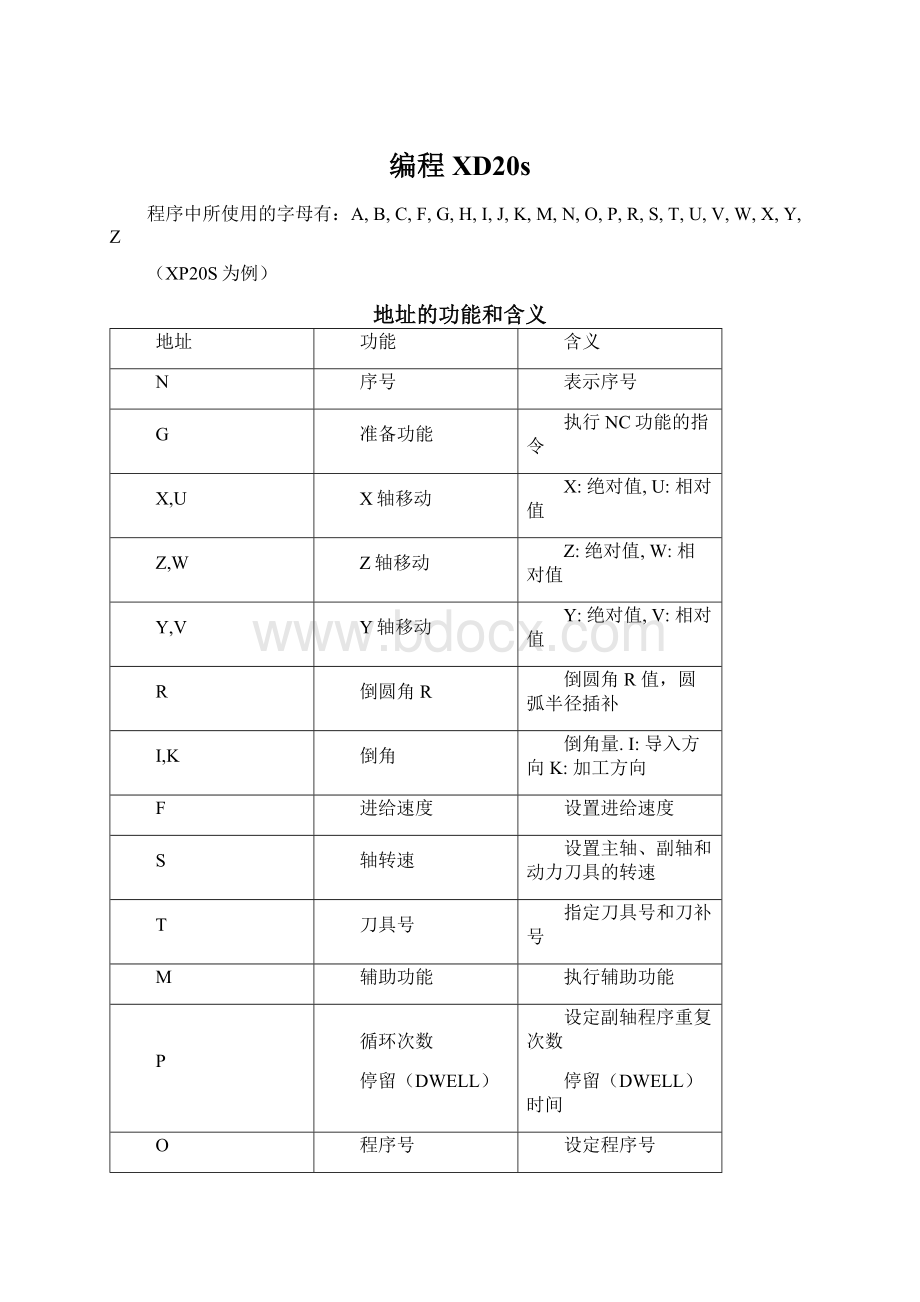
P
循环次数
停留(DWELL)
设定副轴程序重复次数
停留(DWELL)时间
O
程序号
设定程序号
B
主轴分度
只有绝对值有效(XP20S)
M98****
调用子程序
M代码
描述
备注
M00
程序停止
M01
选择性停止
M02
程序结束
M03
主轴顺时针旋转
M04
主轴逆时针旋转
M05
主轴停止且冷却油关闭
M08
冷却油开
M09
冷却油关
M10
主轴夹头关
M11
主轴夹头开
M12
主轴速度检测开
M13
主轴正转且冷却油开
M14
主轴反转且冷却油开
M17
接料器向前
M18
接料器向后
M20
副轴夹头关
M21
副轴夹头开
M23
横向动力刀具顺时针旋转
M24
横向动力刀具逆时针旋转
M25
横向动力刀具停止旋转
M26
吹气1开
M27
吹气1关
M28
吹气1开(定时器)
M29
刚性攻丝
M30
程序结束,程序复归原点
M32
错误检测装置开
M33
错误检测装置关
M34
倒角开
M35
倒角关
M36
切断检测装置开
特配
M38
丝锥破损检测
M40
切断刀破损检测气缸向前
M41
切断刀破损检测气缸退回
M48
进给倍率取消
M49
进给倍率开
M50
主轴锁定
M51
主轴锁定取消
M52
副轴速度检测开
M53
主轴/副轴转速检测
M54
主/副轴同步角度开
M55
主/副轴同步角度关
M56
主/副轴同步转速开
M57
主/副轴同步转速关
M58
主/副轴扭矩降低开
M59
主/副轴扭矩降低关
M60
送料机推力关
M61
送料机推力开
M62
送料机换料
M74
吹气2开
M75
吹气2关
M76
吹气3开
M77
吹气3关
M78
排料推杆向前
M88
高压冷却油开
M89
高压冷却油关
M91
子程序呼叫(O9001)
M92
子程序呼叫(O9002)
M93
子程序呼叫(O9003)
M95
送料机检测开始
M96
送料机检测结束
M98
子程序呼叫
M99
子程序结束
M103
副轴顺时针旋转
M104
副轴逆时针旋转
M105
副轴停止旋转
M220
Z/Y轴同步关
M221
Z/Y轴同步开
G代码
G00
快速进给
G01
直线插补(切断进给)
G02
顺时针圆弧插补
G03
逆时针圆弧插补
G04
暂停(停顿)
G10
刀具补正量的变更(由程序改变补正值)
G11
刀具补正量的变更(由程序改变补正值)取消
G17
X-Y平面坐标系设定
G18
Z-X平面坐标系设定
G19
Y-Z平面坐标系设定
G20
英制输入
G21
公制输入
G25
主轴转速检测关
G26
主轴转速检测开
G28
返回参考位置
G32
螺纹切削
G40
刀尖R圆弧补正取消
G41
刀尖R圆弧补正(左)
G42
刀尖R圆弧补正(右)
G50
坐标系设定
G70
精加工循环
G71
外径粗车加工循环
G72
端面车削循环
G73
槽切削循环
G74
端面钻加工循环
G75
外/内径钻孔加工
G76
复合螺纹循环
G80
钻加工循环取消
G83
前端钻孔循环
G84
前端攻丝循环
G86
前端镗孔循环
G87
侧面钻加工循环
G89
侧面镗孔循环
G90
内/外径车削加工循环
Gcode
Description
Remark
G92
螺纹切削循环
G94
端面切削循环
G96
恒速控制指令
G97
恒速控制指令取消
G98
每分钟进给(mm/min)
G99
每转进给(mm/rev)
G300
返回机床参考点(X/Z/A/Y轴)
韩华宏程序
5.9.1程序开始
■程序
O0001;
Programnumber(0001~9999)
M97;
Partcounter
M08;
Coolanton
M11;
G300X-2.0Z140.0Machiningzero
Y140.0T0101;
Z:
partlength+clearance(5∼10mm)
+cut-offbitewidth
M10;
G50Z-0.2;
Facingstockremoval(Nofacing:
Z0)
M13S3000;
G99G00X40.0Z-1.0;
车削和两面立铣
N3T0505M03S2000;
G00X13.0Z0;
G99G01X-1.0F0.1;
X7.0;
X8.0Z0.5F0.05;
Z10.0F0.15;
X11.0;
X13.0W1.0F0.05;
G00X40.0M05T0;
;
N4T0707/M08;
G50W-6.0;
M50;
M24(M23)S2400;
G00A8.0;
G00X14.0Z11.0;
G98G01X8.0F1000;
G01A-16.0F96;
G00X14.0;
G00A16.0;
B180.0;
G50W6.0;
G00X40.0M25T0;
M51;
5.9.3外螺纹和横向钻孔
N4T0303M03S1000;
G50W-2.0;
G00X10.0Z-2.0;
G99G01X7.0F1.0;
G92X5.40Z7.0F1.0;
X4.96;
X4.70;
X4.60;
G50W2.0;
G00X60.0M05T0;
N5T0707/M08;
G50U-8.0W-6.0;
M24S2000;
G00X10.0Z12.0;
G98G01X5.0F100;
U0.2;
X2.0;
X10.0F3000;
G50U8.0W6.0;
5.9.4正面镗
G00X60.0Z-2.0TO;
N3T1212M03S2000;
G50U5.0;
G00X9.0Z-0.5;
G01Z0F0.05;
G03X8.0Z0.5R0.5F0.03;
G01Z3.5F0.05;
G02X7.0W0.5R0.5F0.03;
G01X6.0F0.05;
Z-0.5F0.5;
G50U-5.0;
G00X40.0Z-2.0T0;
5.9.5前端螺纹
G00X60.0Z-2.3T0;
N3T1212M03S1200;
G50U5.0;
G00X4.0Z-2.3;
G92X5.42Z7.66F1.0;
X5.86;
X6.12;
X6.22;
G00X60.0Z-1.0T0;
5.9.6后端镗
N50T1111;
G50U-4.0;
M104S2000;
G00X-13.0Y140.0;
G98G01Y138.0F3000;
X-9.0F100;
G03X-8.0Y137.5R0.5F60;
G01Y132.5F100;
G02X-7.0Y132.0R0.5F60;
G01X-5.0F100;
G00Y140.0;
G50U4.0;
G00Z140.0M105T0;
副轴同步切断
M21;
N20T0101;
M56;
M13S2500;
G00X17.0Z33.2;
M103S2500;
G00Y20.0;
G98G01Y0F2000;
M20;
G01X13.0F0.05;
U0.2;
X6.0;
X-2.0F0.03;
M57;
G00Y140.0;
M105;
M05;
主轴刚性攻丝
■Program
G99;
M03S1000;
T1212;
M29S1000;
G84Z10.0F1.0;
G80;
主副轴都可做。
程序:
(以副轴程序为例,机床:
XD32H)
%
O0000;
T2626;
M50;
M23S1000;
G0X15.Z10.;
G12.1;
G98G41G1X10.C10.F100;
G1X-10.C10.F60;
G1X-10.C-10.;
X10.C-10.;
X10.C10.;
G13.1;
G0Z10.;
M25;
M30;
;
5.9.8送料机程序举例(短工件)
O9002;
M60;
G00X20.0M09S200;
G98G01W-30.0F1000;
M11;
M62;
M10;
G04P2000;
M61;
M13S2000;
G99G01W30.0F0.3;
X19.0;
X14.0F0.03;
X-2.0;
M99;
5.9.9送料机程序举例(长工件)
O9003;
Barfeederprogramnumberforlongshaft
;
M60;
T0101M13S2000M21;
M103S2000;
G98G01Y3.0F3000;
G00X20.0;
G99G01X14.0F0.04;
G00Y140.0M105T0;
G04P2000;
M13S2000;
M96;
M99P8000;
 升级会员
升级会员 