EN15085 VT焊接工作试件检测报告表格样式文档格式.docx
《EN15085 VT焊接工作试件检测报告表格样式文档格式.docx》由会员分享,可在线阅读,更多相关《EN15085 VT焊接工作试件检测报告表格样式文档格式.docx(13页珍藏版)》请在冰豆网上搜索。
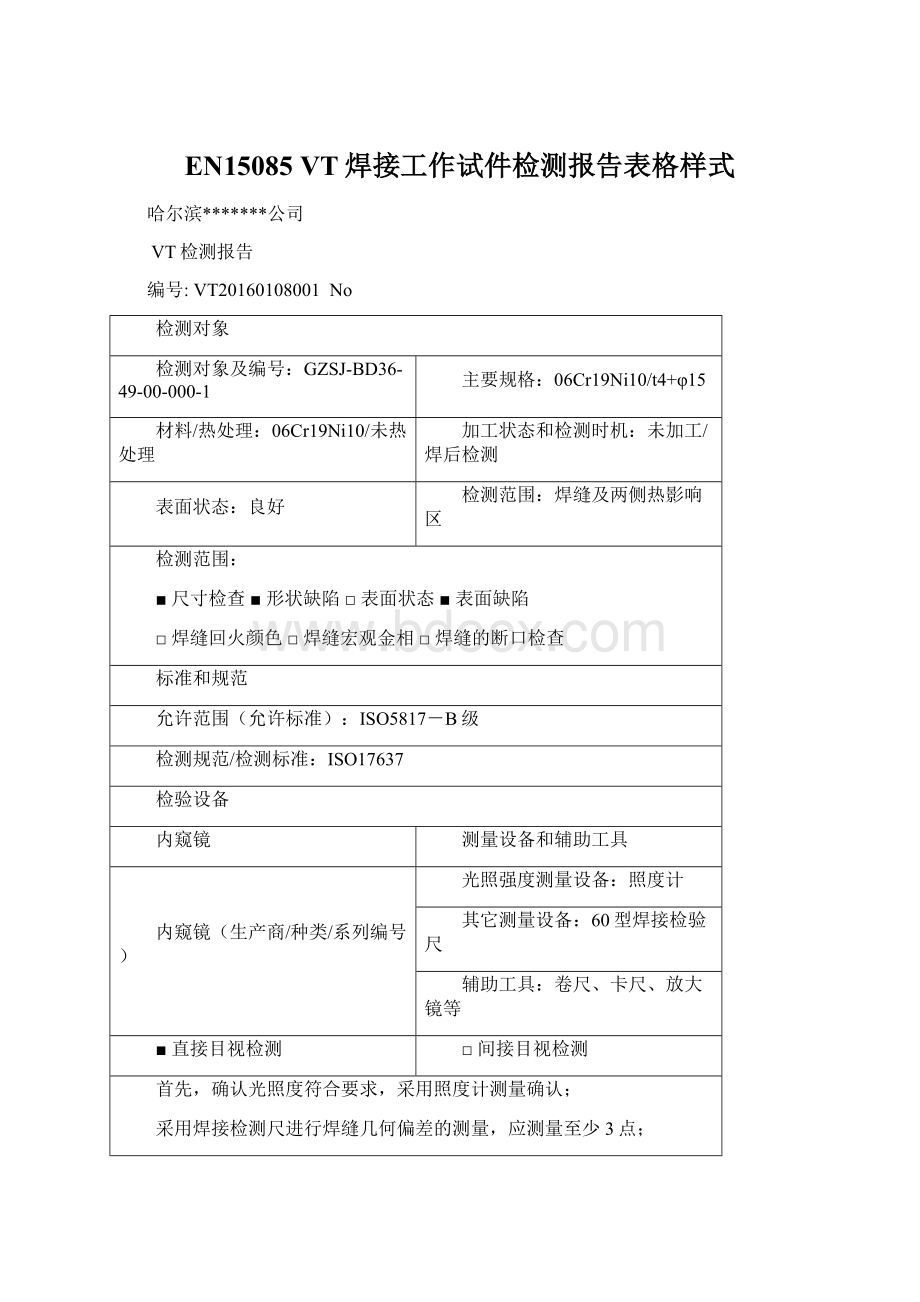
材料/热处理:
06Cr19Ni10/未热处理
加工状态和检测时机:
未加工/焊后检测
表面状态:
良好
检测范围:
焊缝及两侧热影响区
■尺寸检查■形状缺陷□表面状态■表面缺陷
□焊缝回火颜色□焊缝宏观金相□焊缝的断口检查
标准和规范
允许范围(允许标准):
ISO5817-B级
检测规范/检测标准:
ISO17637
检验设备
内窥镜
测量设备和辅助工具
内窥镜(生产商/种类/系列编号)
光照强度测量设备:
照度计
其它测量设备:
60型焊接检验尺
辅助工具:
卷尺、卡尺、放大镜等
■直接目视检测
□间接目视检测
首先,确认光照度符合要求,采用照度计测量确认;
采用焊接检测尺进行焊缝几何偏差的测量,应测量至少3点;
检查表面是否有表面缺陷,可配合放大镜进行观察;
将所发现的几何形状超标缺陷和表面缺陷定位并测量相关尺寸位置,进行画图记录;
依据相关评定标准,对上述检出的缺陷进行评定,确认是否接受,给出结论。
检查
□内窥镜的灵敏度测试:
可以识别0.3mm铅笔芯
□试样编号:
观察条件:
光照度要求≥350Lux实测:
500Lux
检查视角≥30°
实测:
90°
观察距离<600mm实测:
200mm
VT-检测记录
检测对象的草图,包含标印区域、原点、尺寸和显示位置。
评定显示
顺序号
缺陷代码
距原点的距离
缺陷大小
单位mm
评定
X轴
Y轴
允许
不允许
1
2
3
4
5
6
1)按照草图对显示进行连续编号
2)按照标准指定(ISO6250-1)
最终评定/后继操作/备注
符合ISO-5817B级要求,合格。
检测地点:
哈通达实验室
检测日期:
2016.1.8
签名:
VT20160108002No
GZSJ-BD36-49-00-000-2
06Cr19Ni10/φ21+φ25
3)按照草图对显示进行连续编号
4)按照标准指定(ISO6250-1)
VT20160108003No
GZSJ-BD36-49-00-000-3
6061/t5+t3
6061/未热处理
ISO10042-B级
60型检验尺
5)按照草图对显示进行连续编号
6)按照标准指定(ISO6250-1)
符合ISO-10042B级要求,合格。
VT20160108004No
GZSJ-BD36-49-00-000-4
06Cr19Ni10/t5+φ18
7)按照草图对显示进行连续编号
8)按照标准指定(ISO6250-1)
VT20160108005No
GZSJ-BD36-49-00-000-5
5083/t2+t2
5083/未热处理
9)按照草图对显示进行连续编号
10)按照标准指定(ISO6250-1)
 升级会员
升级会员 