模面处理规范.docx
《模面处理规范.docx》由会员分享,可在线阅读,更多相关《模面处理规范.docx(10页珍藏版)》请在冰豆网上搜索。
模面处理规范
通用标准
一、拉延序模面间隙处理
(一)、压边圈型面处理
1、压边圈的不等间隙
根据压边圈的功能做紧等级按下列规范:
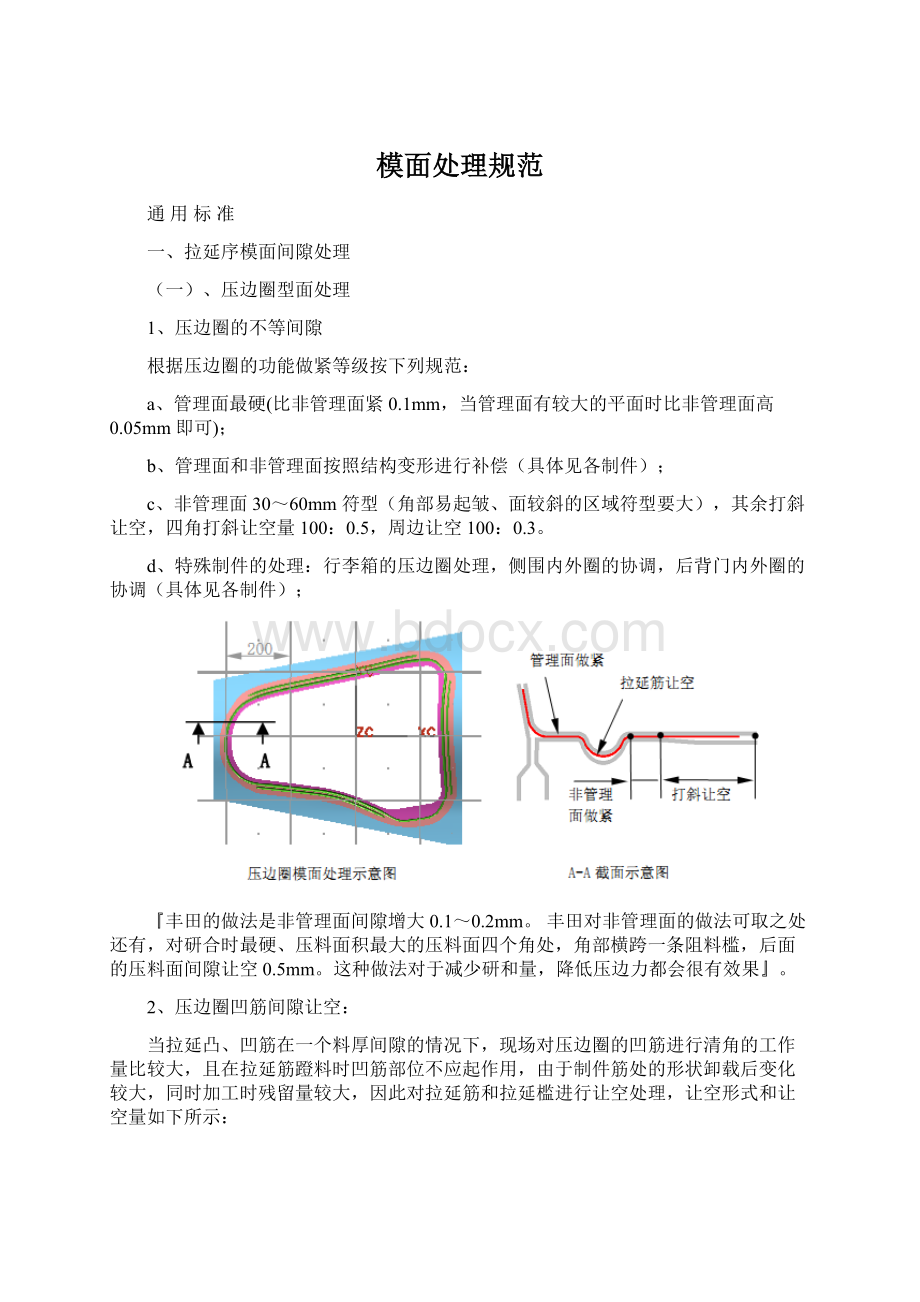
a、管理面最硬(比非管理面紧0.1mm,当管理面有较大的平面时比非管理面高0.05mm即可);
b、管理面和非管理面按照结构变形进行补偿(具体见各制件);
c、非管理面30~60mm符型(角部易起皱、面较斜的区域符型要大),其余打斜让空,四角打斜让空量100:
0.5,周边让空100:
0.3。
d、特殊制件的处理:
行李箱的压边圈处理,侧围内外圈的协调,后背门内外圈的协调(具体见各制件);
『丰田的做法是非管理面间隙增大0.1~0.2mm。
丰田对非管理面的做法可取之处还有,对研合时最硬、压料面积最大的压料面四个角处,角部横跨一条阻料槛,后面的压料面间隙让空0.5mm。
这种做法对于减少研和量,降低压边力都会很有效果』。
2、压边圈凹筋间隙让空:
当拉延凸、凹筋在一个料厚间隙的情况下,现场对压边圈的凹筋进行清角的工作量比较大,且在拉延筋蹬料时凹筋部位不应起作用,由于制件筋处的形状卸载后变化较大,同时加工时残留量较大,因此对拉延筋和拉延槛进行让空处理,让空形式和让空量如下所示:
3、加工补充的做法:
a、拉延筋和拉延槛提清角线(方筋时:
将两面延长相交的交线;圆筋时:
将凹圆角删去,提边界线沿Z线拉伸立面与平面相交的交线);
b、管理面处的型面边界一定要到分模线处;
c、周圈符型区做清角面,提实体符型区边界线,向里缩3mm,线外的型面偏置让空3mm(周圈的结构面提出上偏置0.5mm),见下图。
(二)、凸、凹模型面处理
1、拉延补充面打斜让空0~0.2mm
模具结构在拉延补充面处有一圈随型筋,该处的强度最好,由于拉延补充面的着色要求低,所以补充面采用让空处理,让产品面先着色,补充面最后着色甚至不着色。
同时为保证修边线处的着色,因此采用打斜让空0~0.2mm处理。
『注意:
拉延补充面上的各种标记销处的型面不做处理,保证其间隙值』
对于左右共模的制件,中间连接的补充面处理如下图所示:
2、凹模拉延立面旋转让空0.5mm
由于制件的拉延立面在卸载后,形状弹复严重,而且机加工时立面让刀量大。
同时在结构分析中,模具的微小变形,使得拉延立面间隙较紧。
因此拉延凹模立面旋转让空0.5mm左右,同时立面下的凹圆角相应让空。
示意图如下:
a、当修边线在凸模上时:
b、当修边线在压边圈上时(即拉延立面是产品):
『目前对所有制件都做过凹模拉延立面让空处理,从效果来看,把凹模拉延立面做空,靠凸圆角蹬料,对拉延立面的扰曲、波浪的生成和制件的成型没有不良影响』
3、凹圆角的清亏
目前针对于现场对凹圆角的清角,在模面处理时对凹圆角进行重倒角,让空处理,对于像拉延立面下的较大凹圆角,间隙可适当做大,在拉延补充面上的凹圆角,补充面虽降0.2mm,较大的凹圆角也要进行重到角;产品面上的凹圆角间隙最好让出0.5mm间隙、清亏,靠凸角蹬料。
『重倒圆角大小,应考虑加工的方便性,加工效率及刀具切削量:
如较高立面下的R5和R3的圆角不必让空,因为直头加工不到,以及增加参考刀的加工时间,而且让空量又较小。
由于R2的刀具进给速度较慢,为不增加加工时间,凹圆角让空最小到R3』
4、产品面的处理
(1)产品面整体协调时的做紧等级
在确定制件部位的优先等级时,就应该考虑到钳工研合做紧部位的代价,即过紧的量和过紧的面积。
过紧就是在我们补偿完模具结构变形的量、机加工误差、模具导向偏差、制件减薄的基础上再做多少强压。
为此,在目前,绝大数用户都要求拉延模具全着色的情况下,制订以下做紧等级的原则(具体值见各制件):
a、易产生面品缺陷的区域,即应变梯度急剧变化的地方。
如顶盖四角、四周圈,牌照、灯口、门把手,侧围油箱口、门框搭接处。
b、加工不易保证,着色需要间隙紧,易回弹的产品立面。
c、在成型和着色时需要压强大的凹模凸型区域,即各种外露面的反拉区域。
d、在成型和着色时需要压强大的凸模弧型区域,例如侧围上下边梁的弧面,后背门窗框两侧的弧面。
(2)产品面各区域内的做紧趋势
a、结构变形的补偿:
对于一模两件的模具来说,长宽比较大,结构的变形较为显著,根据结构分析的变形区域以及现场收集的测量数据,对变形大的区域进行补偿,以便着色(具体见各制件)。
b、制件减薄的补偿:
在拉伸过程中,由于制件减薄,则保证凸、凹模之间为料厚的情况下,减薄会使着色困难,为此对于制件在减薄比较大的区域,进行制件减薄补偿(尤其像内板件)对于一些凹坑内的平面、后续需要冲孔并带特征的平面,可再相应做紧0.1mm。
c、制件面品质处理:
由于模具凸角进行淬火处理和制件卸载后圆角弹复,使得模具的凸角棱线鼓凸,在靠近圆角附近区域的型面断线,为此将型面凸圆角附近做下垂处理,具体见下图左;对于如灯口、牌照等塌陷处做隆起处理,具体见下图右;对于后续翻边、整型、修边后容易出现面品缺陷处的型面间隙做紧。
『注意:
由于拉延型的改变,考虑是否替换后序的下模形状,以免拉延后的制件在后序下模符型困难』
各个制件标准:
二、后序模面间隙处理
(一)、压料芯及下模挖空规范
针对于压料芯工作部位的符型,制定压料芯挖空规范:
①:
如果整型量较小时,按翻边模符型区大小;
整型量较大时,根据整型的位置、压料芯的设计符型区大小确定。
②:
此表仅为压料芯符型区大小,具体做紧范围根据实际情况而定。
(二)、压料芯不等间隙
(1)在后序中由于压料芯结构变化比较大,则根据压料芯结构强度和工作部位不同的功能,在工作部位局部做紧,以便压料(注意压料芯是否墩死)。
a、普通外板件:
包括顶盖、机盖外板、前后翼子板、行李箱外板、后背门外板、车门外板。
做紧量一般为0.05mm~0.2mm之间;
b、较大外板件:
包括侧围外板、门框、车门外板共模。
做紧量一般为0.1~0.3mm;(压料芯按1.2×料厚加工)
c、内板件:
包含所有内板制件。
做紧量一般为0.1~0.3mm;(压料芯按1.2×料厚加工)
(2)做紧量的等级如下描述:
(按照研合面积和功能部位分)
a、易出现面品缺陷的区域;
b、侧冲孔区域(由于按1.2×料厚加工,侧面将铣亏,予以补偿);
c、有较大整型量的侧整型(正芯压料);
d、冲孔区域(面积小,易打磨);
e、修边区域;
f、无或有小整型量的整型区域;翻边区域;
(3)区域内协调时注意事项:
a、氮气缸间距大于350mm(或大于1.2×普通间距)时的压力分布补偿;
b、压料芯拐角处强度较好,靠氮气缸压力不易压符,做补偿;
c、压料芯做紧的平衡性和侧向力补偿(见备注);
d、功能部位有平面和斜面相连接相差角度过大时,体现平面和斜面的差别,
同时注意过渡区域的大小和位置(根据面的斜度变化情况、结构强度、
力的大小等);
e、区域内同时有上述做紧等级的类型时,间隙值差别不易过大。
『备注:
如侧围外板较大形状的制件,为防止压料芯的旋转或侧向移动,因此在较大的立面和较大弧面处做局部的符型,以防止压料芯的篡动;另外,如上边梁、下边梁等A级曲面每序都要局部符型』
做紧等级协调示例
如上图所示:
法兰面的做紧等级和冲孔区的做紧的等级不同,但由于法兰面是反成形,压敷需要的力要大一点,因此冲孔区域和法兰面的做紧量相差值应该缩小。
压力源布置示例
其它注意事项
由于侧整机构在帽子的下面,帽子的强度较弱,压紧量不易过大,特别是压料芯敦死的情况。
 升级会员
升级会员 