小径管焊接工艺卡资料Word文档格式.docx
《小径管焊接工艺卡资料Word文档格式.docx》由会员分享,可在线阅读,更多相关《小径管焊接工艺卡资料Word文档格式.docx(30页珍藏版)》请在冰豆网上搜索。
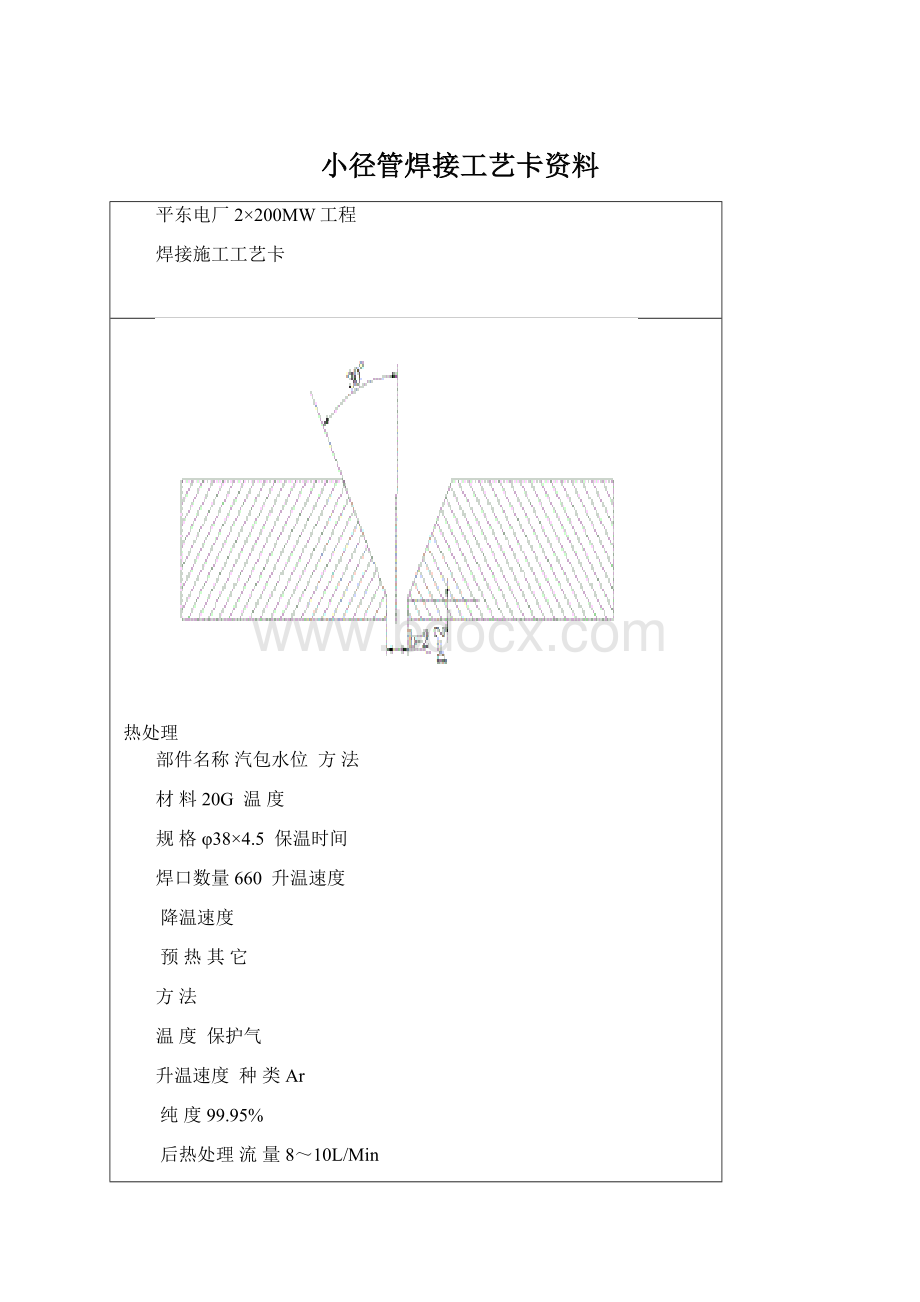
温度保护气
升温速度种类Ar
纯度99.95%
后热处理流量8~10L/Min
方法石棉布包裹
温度500℃检验
焊缝光谱
无损探伤RT50%/UT50%
金相
代样
坡口加工及对口示意图
焊接工艺规范
焊层
编号
焊接
方法
焊道
数量
极性
+∽-
焊接电流A
焊接电压V
焊丝牌号
焊条
牌号
规格
(mm)
min
max
1
Ws
+
80
110
10
14
TIG-J50
φ2.5
2
-
100
20
24
审批
编制
日期
部件名称省煤器方法
规格φ42×
5保温时间
焊口数量1320升温速度
方法
温度检验
部件名称水冷壁方法
材料20G/SA210C温度
规格φ60×
6.5保温时间
焊口数量3298升温速度
后热处理流量12L/Min
Ds
E5015
001
部件名称水平低温过热器方法
002
部件名称立式低温过热器方法
材料12Cr1MoVG温度
规格φ57×
6/φ42×
5保温时间
焊口数量1100升温速度
方法火焰
温度200℃~250℃保护气
升温速度300℃/h种类Ar
方法缓冷
焊缝光谱10%
TIG-
R31
D
E5515B2V
部件名称末级过热器方法
材料12Cr1MoV/SA-213TP304H温度720℃~750℃
5/φ42×
6保温时间
焊口数量980升温速度
R40
R307
部件名称分隔屏过热器方法
材料12Cr1MoV温度
规格φ51×
7保温时间
焊口数量6升温速度
焊口数量528升温速度
TIG-R31
部件名称立式低温再热器方法
材料12Cr1MoV温度
规格φ51×
5/φ51×
3.5保温时间
预热
后热处理流量8~12L/Min
部件名称水平低温再热器方法
材料20G温度
3.5保温时间
焊口数量1980升温速度
部件名称低再悬吊管方法
9.5保温时间
焊口数量770升温速度
J50
3
部件名称顶棚管方法
焊口数量222升温速度
部件名称包墙方法
规格φ42×
6/φ51×
焊口数量1314升温速度
部件名称水平烟道方法
焊口数量264升温速度
部件名称原煤管道方法
材料1Cr18Ni9Ti温度
规格φ2600×
8/φ915×
8保温时间
焊口数量28升温速度
升温速度种类
纯度
后热处理流量
无损探伤
E347
φ3.2
 升级会员
升级会员 