制煤喷煤检测控制系统技术方案Word文档下载推荐.docx
《制煤喷煤检测控制系统技术方案Word文档下载推荐.docx》由会员分享,可在线阅读,更多相关《制煤喷煤检测控制系统技术方案Word文档下载推荐.docx(11页珍藏版)》请在冰豆网上搜索。
其中自动控制系统是保证设备安全稳定运行、技术指标达标,提高自动化操作水平的关键环节。
高炉制煤、喷煤自动检测控制系统的设计遵循先进性与实用性相结合的原则,充分考虑到满足设备控制要求,完善测量功能,在检测元件选型方面适应制煤、喷煤工艺气粉混合测量和煤粉易燃爆的特点,具有测量准确、维护量小、防爆、使用寿命长等优点。
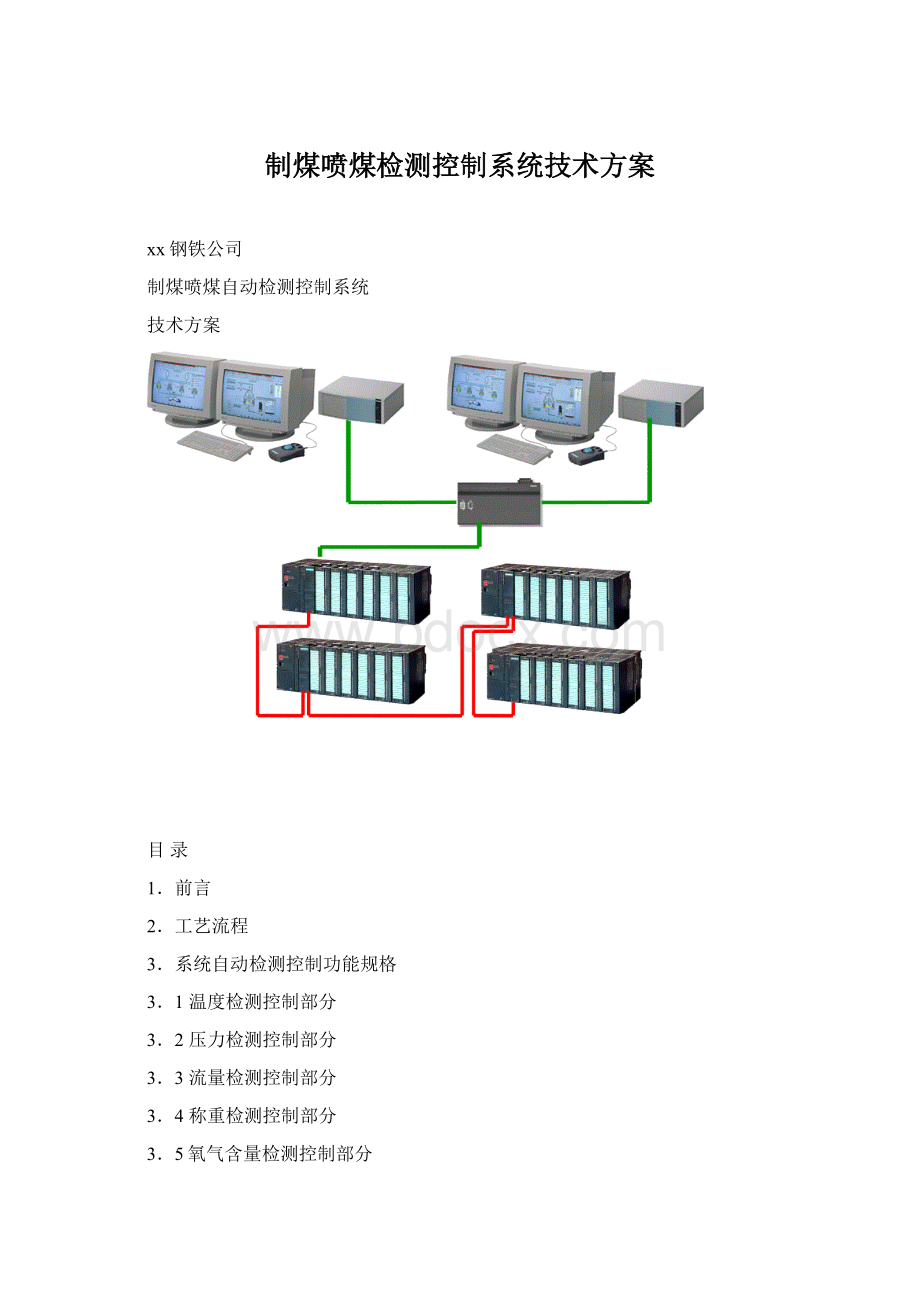
控制系统采用性价比适中的西门子S7-300PLC控制器,完成工艺过程的数据采集和自动控制,监控部分选择国内应用广泛的研华工控机以及WINCC图形软件做上位操作站,它具有适于工业环境,抗干扰性好,可靠性高,价格较低等特点,通过操作站实现工艺过程人--机对话,各类数据处理和管理,集中监控功能,提高自动化操作水平。
2.工艺流程:
本项目采用制粉与喷吹一体化直接喷吹短流程。
2.1制煤系统
制煤系统将烟煤和无烟煤的混合配料后由原煤皮带上料至原煤仓,通过可调给煤机将原煤装入中速磨。
原煤在中速磨内经过干燥气烘干和中速磨的研磨后,合格的煤粉在引风机产生的负压风的吸引下,经过粗粉分离器筛分后进入布袋收粉器,布袋反吹后落入煤粉仓,至此制煤过程完毕。
2.2喷煤系统
喷吹系统采用两列并罐系统,喷吹总管加分配器方式。
设置两列完全一样的喷吹系统,两套系统交互使用,保证喷煤连续进行。
两列并罐系统的投资与一列串罐系统相当,优点是可实现准确计量,在故障情况下还可实现单列间断喷煤。
并罐喷煤工艺如图1。
并罐喷煤系统原理图
各阀功能为:
上钟阀、下钟阀:
用于为喷吹罐加煤,因为需要在喷吹罐安装电子秤,所以安装了两个钟阀,在两个钟阀之间安装软连接。
充压阀、罐松料阀:
充压阀位于喷吹罐顶端,用于为喷吹罐充压;
罐松料阀位于底端,同时具有充压和松料作用。
两个阀可根据现场情况结合使用。
下放散阀:
用于泄放罐内压力。
上放散阀:
用于泄放上下钟阀之间的软连接处的压力。
下钟阀不可能绝对关严,喷吹罐内充压时,上下钟阀之间的软连接处就会存在一定的压力,对称量造成很大的干扰。
假设软连接直径为500,软连接处压力为0.1MPa(喷吹罐正常压力为0.4—0.6MPa),喷吹罐将承受1.96t的压力,即罐称重显示增加1.96t。
由于上下放散阀共用一根放散管,在放散罐内压力时需关闭上放散阀,防止放散管内气体通过上放散阀进入软连接处。
给煤阀:
煤粉经此阀送往混合器,与压缩空气混合后送往高炉。
切换阀:
切换两个喷吹罐交替喷煤。
仓松料阀:
如果加煤时下煤不畅,则通入压缩空气松动仓内煤粉。
喷煤自动控制系统主要是控制电磁阀的开关,在理想状况下系统的动作为一个循环过程。
初始状态为下放散阀开,其它阀全关,喷煤的全过程如下:
开下钟阀→开上钟阀→加煤→关上钟阀→关下钟阀→关下放散阀→开上放散阀→开充压阀、罐松料阀→压力达到设定值后关充压阀、罐松料阀→开切换阀→开给煤阀→正常喷煤(开关充压阀、罐松料阀稳定罐压)→罐空后关给煤阀→关切换阀→关充压阀、罐松料阀→开上放散阀→开下放散阀→压力泄放完毕后回到初始状态
在当前喷吹罐空时,先将另一罐投入喷吹状态,共同喷吹30秒,再将空罐泄压加煤。
3.系统自动检测控制功能规格
3.1温度检测控制部分(共计23点)
·
燃烧炉温度检测1点,K型热电偶,测量范围0-1200℃,CRT显示
燃烧炉出口温度检测1点,K型热电偶,测量范围0-800℃,CRT显示
磨煤机入口温度检测1点,K型热电偶,测量范围0-500℃,CRT显示
热风炉废气燃烧炉入口温度检测1点,K型热电偶,测量范围0-300℃,CRT显示
磨煤机原煤入口温度检测1点,PT100,测量范围0-100℃,CRT显示
·
磨煤机润滑油温度检测1点,PT100,测量范围0-100℃,CRT显示
除尘器入口温度检测1点,PT100,测量范围0-200℃,CRT显示
除尘器出口温度检测1点,PT100,测量范围0-200℃,CRT显示
煤粉仓上部温度检测2点,PT100,测量范围0-200℃,CRT显示
煤粉仓下部温度检测4点,PT100,测量范围0-200℃,CRT显示
4个喷吹罐温度检测4个,PT100,测量范围0-200℃,CRT显示
减速机推力轴承温度检测4点,PT100,测量范围0-100℃,CRT显示
减速机输入端轴承温度检测1点,PT100,测量范围0-100℃,CRT显示
3.2压力检测控制部分(共计15点)
燃烧室压力检测1点,CRT显示,测量范围-2500—2500Pa,CRT显示
磨机入口压力检测1点,CRT显示,测量范围-2500—500Pa,CRT显示。
燃烧炉入口废气压力检测1点,测量范围-4000—4000Pa,CRT显示。
磨机压力检测1点,测量范围0—1MPa,CRT显示。
磨机出口压力检测1点,测量范围-10KPa-0Pa,CRT显示
除尘器出口压力检测1点,测量范围-10KPa-0Pa,CRT显示
压缩空气罐压力检测2点,测量范围0—1.6Mpa,CRT显示,就地显示仪表
4个喷吹罐压力检测4个,测量范围0—1MPa,CRT显示,就地显示仪表
喷吹管道压力检测3个,测量范围0—1MPa,CRT显示
3.3流量检测控制部分(共计7点)
2个皮带秤给煤流量检测2个,CRT显示
给煤机给煤流量检测1个,CRT显示
高炉空气流量检测4个,测量范围0—400m3/h,CRT显示
3.4称量检测控制部分(共计5点)
煤粉仓重量检测1点,测量范围0—200t,CRT显示
4个喷吹罐重量检测4个,测量范围0—30t,CRT显示
3.5氧气含量检测控制部分(共计2点)
磨机入口氧气检测1点,CRT显示
除尘器出口氧气检测1点,CRT显示
3.6料位检测控制部分(共计1点)
原煤仓料位检测1点,测量范围0—7m,CRT显示
4.1制煤仪控系统
制煤仪控系统包括2套调节系统,主风机入口风量调节系统、热风炉废气风量调节系统。
每套调节系统在上位机进行阀位设定,程序自动进行调节阀阀位控制。
4.2烟煤和无烟煤自动配比控制
自动配比控制原理图
从图2中可以看出,烟煤和无烟煤自动配比控制为单回路闭环调节系统。
皮带称采集现场的重量信号并传送到智能调节器(PID)中,智能调节器将重量信号作为反馈信号与烟煤和无烟煤给定值进行比较运算后将调节量输出到变频器,变频器将调节量作为变频调速系统的输入。
当使用重量增大时,此时通过智能PID调节,调节量减少,变频器输出频率将减少,使电机转速也随之减少,重量减少,反之亦然,从而保证烟煤和无烟煤配比稳定。
重量设定值可采取三种方式:
1、烟煤和无烟煤重量各自设定2、烟煤和无烟煤重量只设定一个,同时设定配比值,自动计算另一个的重量3、设定烟煤和无烟煤的总料批以及配比值。
5.1除尘器脉动反吹控制部分
除尘器带有14个反吹电磁阀,上位机人工进行每个阀的启动时间和间隔时间的设定,根据PLC顺控程序,定时吹扫布袋。
5.2制煤机组电机控制
5.2.1.电机设备包括:
1#、2#混煤仓激振电机2台,1#、2#混煤仓壁振动器电机2台,原煤仓壁振动器电机1台,原煤主皮带电机1台,空气助燃风机电机1台,除铁器电机1台,布袋反吹风机电机1台,布袋脉动风机电机1台,钢性叶轮给料机电机1台,煤粉仓壁振动器电机1台,主排粉高压电机1台,中速磨高压电机1台,热风炉废气引风机电机1台。
制煤机组电机启/停控制进计算机,选择“自动”方式时,电机的启动停止由控制室PLC发出的指令控制,操作员可在计算机操作站画面上用键盘或鼠标选择各设备的运行方式,电机启/停状态也同时在计算机操作站画面显示。
5.2.2.电气联锁:
1.中速磨机液压油压力控制
2.中速磨机停车联锁给煤机停车.
3.主风机停车联锁中速磨机停车,进而联锁给煤机停车.
4.反吹风机或脉动器停车延时后联锁中速磨机停车,进而联锁给煤机停车.
5.煤粉仓下料电机停车联锁叶轮给料机停车,延时后联锁中速磨机停车,进而联锁给煤机停车.
6.原煤主皮带停车联锁皮带配料称停车,进而联锁混煤仓壁激振电机停车.
5.2.3设备启动顺序:
通过按动每个电机的启动按钮启动制煤机组电机,顺序为:
开煤粉仓壁振动器电机---开钢性叶轮给料机电机---(主风机入口风量调节阀关闭)开主排粉高压电机---开关热风阀---调节主风机入口风量调节阀---开关冷风阀---开布袋脉动风机电机---开布袋反吹风机电机---开中速磨高压电机--开给煤机。
通过按动每个电机的停止按钮停止制煤机组电机,顺序为:
停给煤机---停开中速磨高压电机---开关冷风阀---开关热风阀--关主排粉高压电机---停布袋反吹风机电机---停布袋脉动风机电机---调节主风机入口风量调节阀---停钢性叶轮给料机---停煤粉仓壁振动器电机。
5.3磨机风温控制
通过开关热风阀、冷风阀、放散阀控制磨机入口风温
5.4称重系统控制
设备包括:
皮带配料称2台,称重给煤机1台
上位机显示称重信号、电机启停信号,设定配比自动控制电机启停和转速,清扫电机定时控制。
6.喷煤仪控系统控制功能规格
6.1喷吹流量调节
上位机控制4个喷吹罐空气调节阀开度,调节喷吹流量。
7.喷煤电气系统控制功能规格
7.1前言
系统中供高炉的喷煤系统具有2个独立的系列,每个系列可分别手动或自动。
手动时用鼠标可对每个电磁阀进行开关,自动时操作人员选择加煤(由煤粉仓向喷吹罐装煤)、停止、就绪(已充压)、喷吹四种状态,程序自动完成状态间的切换,并具有联锁保护和故障处理。
系统中供高炉的喷煤系统2个系列全部处于自动状态且无故障时,可实现全自动,即当前喷吹罐空时自动倒罐,自动给空罐加煤。
喷煤和输煤均不设外部硬手动。
各系列当前操作状态显示。
7.2操作功能
操作主要用鼠标,除关阀外,其它操作均使用鼠标左键。
输入数据使用键盘,先用鼠标在要输入的参数上按一下,用键盘输入数据后,按回车键确认。
7.3画面功能
1#、2#罐的操作相同,互相之间独立,仅“保护开切换阀”和“自动喷吹”两个功能与其它罐有关,互相联锁。
阀体颜色为阀的到位状态,红色:
关到位;
绿色:
开到位;
黄色:
开关均到位(故障状态);
黑色:
开关均不到位,闪烁,阀的到位与输出不一致。
手柄颜色为输出状态,绿色且手柄伸出:
已发出开命令;
红色且手柄缩回:
已发出关命令。
7.3.1参数设置:
每个罐操作按钮中,有一“设置”按钮,按下该按钮弹出一画面,有如下参数:
罐空设定、罐满设定、罐压设定、罐压回差设定、罐压下下限设定,以及“自动加料”、“自动充压”、“自动喷吹”、“快速充压”、“保护开切换阀”五个选择项,罐压设定在主画面中也可设定。
7.3.2.手动操作:
用鼠标按“手动”按钮,状态显示为“手动状态”,各阀可手动操作,用鼠标指在阀上,按左键打开该阀,按右键关闭该阀。
7.3.3.手动带罐压自动调节操作:
手动操作时,可选择“充压调压”选项,此时罐压自动调节在设定置,大于罐压设定+回差时停止充压;
小于罐压设定-回差时开始充压;
如果选择了“快速充压”,则使用充压阀和松料阀同时充压,否则仅用松料阀充压,充压阀可手动。
7.3.4半自动:
用鼠标按“自动”按钮,如果能切换到自动状态,则显示当前的状态和命令(欲达到的状态),并且显示“加煤”、“停止”、“就绪”、“喷吹”四个按钮,按下其中一个按钮即可发出相应的命令,计算机自动执行状态的切换动作,命令可随时发出。
手动切自动时,必须符合下列状态之一:
上钟阀
下钟阀
给煤阀
切换阀
罐压
加煤状态
开
开且到位
关且到位
到位
<
20kPa
加煤停止之间状态
关
停止状态
就绪状态
>
罐压下下限
喷吹状态
即必须保证下钟阀、给煤阀、切换阀的开关到位准确有效.
7.3.5全自动:
自动加料:
选择“自动加料”且罐重小于罐空设定时,自动发出加料命令。
自动充压:
选择“自动充压”、罐重大于(罐空+罐满)/2,且在停止状态时,发出就绪命令。
自动喷吹:
选择了“自动喷吹”、在就绪状态且另外一个罐不在喷吹状态时发出喷吹命令。
保护开切换阀:
选择该选项时,另外一个罐的切换阀开且到位,否则切换阀打开。
“全自动”按钮:
选择两个罐的“自动加料”、“自动充压”、“自动喷吹”、“保护开切换阀”四个选择项。
“半自动”按钮:
取消两个罐的“自动加料”、“自动充压”、“自动喷吹”三个选择项。
“全自动”、“半自动”按钮不是单独的功能,只是自动选择的快速操作,不影响手自动状态。
7.3.6注意事项:
停喷时,必须去掉每个罐的“自动喷吹”选项或置手动。
停风时,必须去掉每个罐的“保护开切换阀”选项。
罐压低于下下限时,不能开给煤阀,如果确要操作,必须先修改罐压下下限。
停电时,切换阀开,其他阀均关,恢复供电后,恢复原状态。
PLC停电时,切换阀开,其他阀均关,恢复供电后,保持切换阀开,其他阀关。
压力、罐重、到位信号不正常时,也可手动操作。
过程数据采集、处理;
过程、设备状态信号采集、处理;
热风炉废气温度控制;
主风机入口风量调节;
中速磨机液压压力联锁控制;
中速磨机润滑油温度联锁控制;
皮带配料秤、称重给煤机电机启动/停止控制、配比变频调速控制;
称重给煤机清扫电机启动/停止控制;
混煤仓壁激振电机启动/停止控制;
原煤仓壁振动器电机启动/停止控制;
原煤主皮带电机启动/停止控制
空气助燃风机电机启动/停止控制
除铁器电机启动/停止控制
布袋反吹风机启动/停止控制;
布袋脉动器启动/停止控制;
钢性叶轮给料机启动/停止控制;
煤粉仓壁振动下料机电机启动/停止控制;
热风炉废气引风机启动/停止电机控制
混煤仓壁振动器电机启动/停止控制;
主排粉高压电机启动/停止控制;
中速磨机启动/停止控制;
14个反吹控制阀定时吹扫控制;
单列喷吹系统自动喷吹控制
两列喷吹系统全自动喷吹控制;
9.1操作站配置:
操作站配置二套工控机,每套带1台CRT显示器。
一套进行制煤系统监控和趋势画面显示,一套进行高炉喷煤监控。
9.2监控画面
制煤系统监控画面
喷煤系统监控画面
实时和历史趋势画面
数表画面
操作室设置操作台2个,放置2台上位操作主站,2台显示器及键盘、鼠标。
设置PLC柜2个,柜内安装PLC控制器。
设置仪表柜2个,柜内安装仪表设备。
 升级会员
升级会员 